辊压机循环斗提电流高跳停的应急处理
2020-07-16 08:34:00刘先成金红波李国伟单绍仁安阳中联水泥有限公司河南安阳455133
水泥工程 2020年1期
李 臣,刘先成,金红波,李国伟,单绍仁(安阳中联水泥有限公司,河南 安阳 455133)
公司水泥粉磨采用辊压机加管磨机双闭路系统,辊压机型号HFCG160-140,辊压机循环斗提型号NSE1000mm×45000mm,循环斗提(双传动)电机Y2315S-4。生产过程中,循环斗提发生电流高跳停故障,由于设备未到大修时间,采取应急措施使故障得以解决维持生产正常运行。
水泥磨正常生产时,循环斗提电流170~180A,2019年7月18日循环斗提电机电流高跳停,跳停前电流220~230A。停机对辊压机闭路系统(见图1)进行了全面仔细检查,经检查斗提下部底节内没有物料,循环斗提电机、减速机、V选正常,系统操作正常,辊压机辊面磨损在正常范围,异常的是辊压机两个辊端面错位近30mm,造成侧挡板与一个辊端面间隙正常、与另一辊端面间隙30 mm左右(见图2)。间隙过大造成大量物料短路未经辊挤压粉磨直接从侧挡板与辊端面间隙流入斗提,斗提提升的物料大量增加,使得斗提电流高跳停。
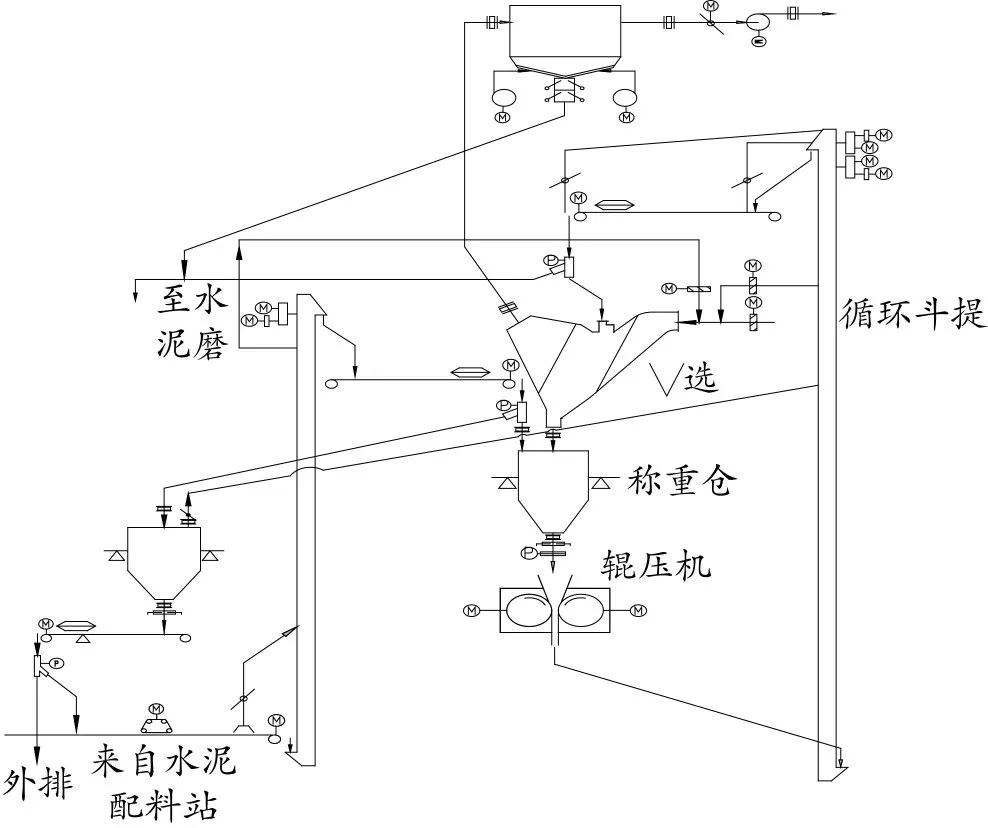
图1 辊压机闭路系统
由于未到计划大修时间、生产任务紧张,只能采取应急措施处理:在辊两端设置挡料装置(详见图3),阻止物料流入辊端面与侧挡板间隙。挡料装置用厚度10mm钢板制作,钢板与侧挡板接触满焊,并与定辊及动辊(动辊与定辊最近位置)保持10mm间隙。
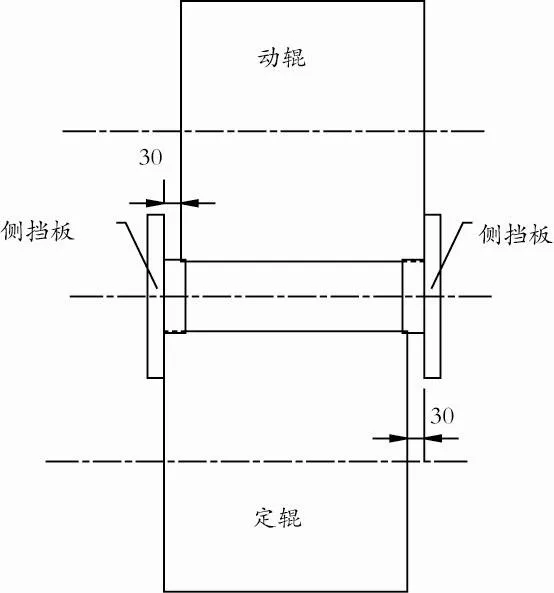
图2 辊压机两个辊端面错位
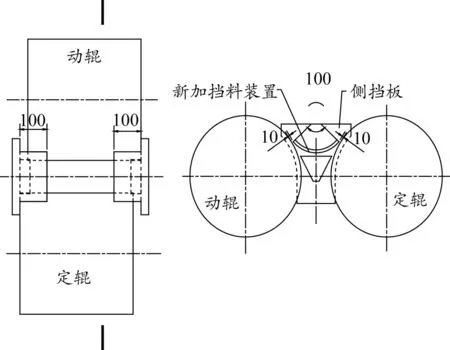
图3 辊两端设置挡料装置
这样处理后,挡料装置阻止物料流入辊端面与侧挡板间隙,消除物料短路,减少循环物料量,避免斗提超电流,辊压机处理能力没受到影响,生产又转入正常。计划大修时将两个辊端面调整平齐,彻底解决问题。
猜你喜欢
建材发展导向(2023年4期)2023-03-14 07:20:04
选煤技术(2022年3期)2022-08-20 08:38:56
大电机技术(2021年5期)2021-11-04 08:58:32
紫禁城(2019年12期)2020-01-14 02:53:18
中国交通信息化(2019年3期)2019-06-18 11:07:48
农家书屋(2019年4期)2019-05-15 08:25:28
中国钼业(2018年4期)2018-08-24 09:16:52
国际木业(2016年2期)2016-12-01 05:04:17
中国石油石化(2015年12期)2015-04-20 09:04:36
筑路机械与施工机械化(2014年8期)2014-03-01 03:00:54