
铁路车辆用耐候钢的焊接研究
2020-07-14 08:42孙明慧
价值工程 2020年18期
关键词:焊接工艺
孙明慧

摘要:文章介绍了耐候钢,分析高强耐候钢在焊接过程中容易出现的问题,并结合问题总结出解决方案。为保证焊接产品的质量和技术要求,对高强度耐候钢成分及力学性能等进行分析,选用合理的焊接材料和焊接工藝,并进行分析总结。
关键词:耐候钢;Q450NQR1;焊接特点;焊接工艺
Abstract: The article introduces weathering steel, analyzes the problems that are likely to occur during the welding process of high-strength weathering steel, and summarizes the solutions based on the problems. In order to ensure the quality and technical requirements of welding products, the composition and mechanical properties of high-strength weathering steel are analyzed, and reasonable welding materials and welding processes are selected and analyzed.
Key words: weathering steel;Q450NQR1;welding characteristics;welding procedure
0 引言
耐侯钢又称为耐大气腐蚀钢,是介于普通钢和不锈钢之间的低合金钢,为了能够提高钢材的耐候性能,在材料中加少量铜、磷、铬、镍等金属。按耐大气腐蚀性能的高低不同,将耐候钢可分为两种:一种是高耐候性能的结构钢,一种是用于焊接产品的耐候钢[1]。高耐候性能的结构钢耐候性能优于焊接结构用耐候钢,是因为将少量的铜、铬、镍,加入到焊接结构用耐候钢中,而没有磷,所以焊接性能更好。
在我国铁路建设快速发展的过程中,速度和载重量都有很大提高。我国建设的青藏铁路,由于列车运行环境恶劣,对机车车辆制造材料的强度和韧性都提出了更高的要求,为此开发出强度高、韧性好的新型高强度耐候钢,材料特点是P含量低、强度高、低温韧性高。将屈服强度400MPa以上、抗拉强度500MPa以上的耐候钢,称为高强度耐候钢。Q450NQR1高强耐候钢是在铁路行业应用最广泛的新型耐候钢材,因为材料中磷含量低,而屈服强度高以及低温冲击韧性较高。
1 高强耐候钢的焊接特点
高强度耐候钢Q450NQR1的焊接工艺主要考虑三个方面的问题:一避免焊缝的脆化问题;二是如何避免高温热裂纹问题;三是避免低温冷裂纹的产生。高强度耐候钢Q450NQR1的碳当量为0.35~0.43%,普通耐候钢09CuPTiRE-A的碳当量为0.20~0.25%。由于高强度耐候钢成分的碳当量较高,导致材料的焊接性较差,所以焊缝的热影响区存在淬硬和冷裂倾向。
1.1 焊缝脆化
高强钢焊接接头的熔合区上存在冲击韧性低的现象,而在高强度耐候钢焊接接头的焊缝区冲击韧性最低。用小线能量焊接的焊缝冲击韧性优于用大线能量焊接的焊缝。所以焊接时采用较小的线能量是有利的,但是单纯依靠减小焊接线能量改善冲击韧性,作用是有限的。选择焊接线能量时须全面考虑,因为减小焊接线能量对接头的抗冷裂性能及塑性指标亦有不利影响。
1.2 焊接热裂纹
热裂纹大多以结晶裂纹的形式存在于高强度耐候钢焊缝中。高强度耐候钢焊缝时抗热裂纹性能优于普通耐候钢,这是由于高强度耐候钢中硫、磷含量低,而锰含量较高,手工电弧焊使用碱性焊条也有影响。
在焊接高强度耐候钢时需要采取相应措施避免热裂纹的产生:措施一,焊接时合理安排焊接次序,尽量减小焊接应力;措施二,选用性能较好的碱性焊条、焊剂进行焊接;措施三,选用合理的焊接规范。焊接电流越大,焊接熔深越大,熔合比越大。适当减小焊接电流并提高电弧电压;措施四,控制焊缝的成形。宽而浅的对接焊缝,拉应力集中的现象大为减弱,焊缝的抗热裂性较高。而低熔点物质容易富集在凹的、平的角焊缝和窄且深的对接焊缝中心面上,在焊接拉应力的作用下,非常产生结晶裂纹。所以对接焊缝和角焊缝的外形应该是微微凸起的形状,必须填满弧坑,减少缺陷的产生。使用埋弧自动焊方法焊接时,需要增加引弧板和引出板。
1.3 焊接冷裂纹
焊接冷裂纹的形成因素主要有三个:材料本身的淬硬倾向,焊接结构的拘束拉应力,焊接接头的含氢量及其分布。针对造成焊接冷裂纹产生的的影响因素,可采取的主要措施有以下:
①被焊工件尺寸要满足要求,组对时避免造成内部应力。并且合理安排焊接次序,尽量降低大多数焊缝在焊接时的拘束度,从而进一步减小焊接应力[2]。
②选用合适的焊接材料,主要指碱性低氢型焊材。碱性低氢型焊材焊接接头的含氢量低,有较好的脱硫、脱磷性能,冲击韧性较高。为了减少焊接接头的含氢量,使用前需进行烘干,减少水分,由此降低冷裂倾向。
③做好充分的焊前准备工作。认真清理焊缝部位及两侧各20mm范围内,去除水分、铁锈、油污等杂物。另外焊前预热可以有效防止高强钢焊接冷裂纹地产生。
④适合的焊接方法和规范。混合气体保护焊时有较小焊接线能量,焊接时可适当增大焊接线能量。通过措施减小冷却速度,可减少或避免焊缝的淬火组织。另外使氢能顺利逸出焊缝,降低了冷裂纹的倾向。
⑤焊后缓冷或热处理。为了使氢充分逸出,可进行焊接后缓慢冷却或者热处理。同时消除焊接的残余应力,改善焊缝的组织,降低产生焊接冷裂纹的倾向。
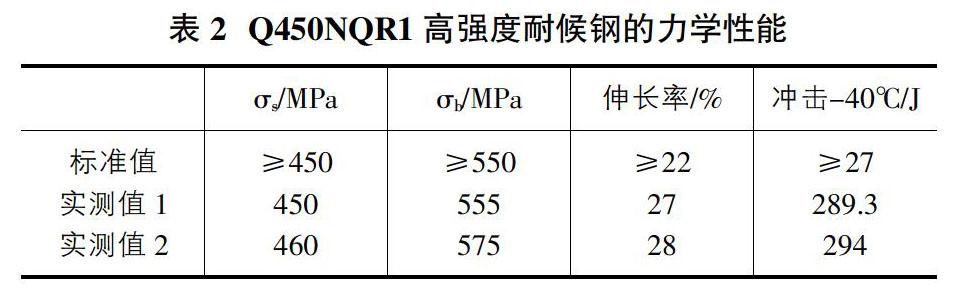
2 Q450NQR1高强度耐候钢成分及力学性能
通过实测两组Q450NQR1高强度耐候钢试板的化学成分和力学性能,得出以下数据,并与要求的成分和力學性能进行对比,具体数据见表1和表2。
3 焊接工艺
3.1 焊接变形的矫正
使用火焰加热将钢板加热到650~700℃进行变形矫正。通过相关数据可知,火焰加热矫正对钢材力学性能和组织晶粒大小的影响有限。实际生产时,采取局部小范围加热的方式进行矫正,避免大范围加热,减小对钢材力学性能和晶粒大小产生的影响。因此在Q450NQR1材料的焊接结构中,允许使用火焰进行焊接变形的矫正,加热温度在700℃以下。
3.2 焊接材料
Q450NQR1高强度耐候钢的强度较高,同时耐大气腐蚀性能较好,但是为了保证焊接结构的性能,需要选择合适的焊接材料。选择焊接材料时要考虑焊接材料的韧性和抗裂性能。不同种类耐候钢焊接时,可根据强度低的母材选用焊接材料,根据强度较高的母材确定焊接工艺。当满足熔敷金属的最低抗拉强度不低于强度较低的母材的抗拉强度时,耐候钢与其他材料焊接优先选用非耐候的结构钢焊接材料,也可用耐候钢焊接材料。焊条、焊剂须按规定进行烘干。
Q450NQR1高强度耐候钢的焊接材料:气体保护焊选用型号TH550-NQ-Ⅱ的气体保护焊丝;埋弧焊选用型号TH550-NQ-Ⅲ的焊丝,配合焊剂SJ101。(表3)
3.3 高强度耐候钢的焊接
3.3.1 焊前准备
焊接坡口及两侧各10~20mm范围内应除去水分、铁锈等杂物,如果有油漆层不影响焊接,可不需清除[3]。如果坡口的加工过程中使用气割或碳弧气刨,应该除去坡口面的熔渣。坡口合格后才可组对焊接。
3.3.2 焊接Q450NQR1高强度耐候钢的焊接参数如表6所示
焊接要求:
①气体保护焊时采用80%Ar+20%CO2的混合气体进行保护,比纯CO2气体保护的效果要好。
②埋弧焊的焊剂使用前,经350℃烘干,时间为1~2小时,并储存在密闭的容器内。
③板材对接焊时应设置引弧、熄弧板,引弧、熄弧点应超过引弧、熄弧板30mm以上。
4 结论
①采用以局部点状的加热方式进行焊接变形的矫正。
②严格控制焊接起弧位置的质量,必要时需用砂轮修磨。对接焊缝增加引弧板和熄弧板。
③当清根时使用碳弧气刨,要求使用砂轮打磨碳弧气刨层。
④焊接时环境温度低于5℃时,焊前需要对材料进行预热处理。
⑤为降低焊接应力,减小变形,焊接时选择合理的焊接顺序和方法。
参考文献:
[1]沈言锦.焊接技术基础[M].北京:机械工业出版社,2018:20-59.
[2]李亚江,王娟,刘鹏,等.低合金钢焊接及工程应用[M].北京:化学工业出版社,2003:160-170.
[3]刘会杰.焊接冶金与焊接性[M].北京:机械工业出版社,2007:161-181.
猜你喜欢
科技与创新(2017年1期)2017-02-16
山东工业技术(2016年24期)2017-01-12
科学与财富(2016年29期)2016-12-27
