剪切机组撞头缺陷形成原因及防范措施
2020-07-09 10:59于三川
写真地理 2020年2期
于三川

摘 要:精整产线是冷轧生产的最后一环。剪切机组在控制产品尺寸精度、改善成品板形等方面占有重要的作用。但在实际生产过程中,由于设备老化、生产工艺落后等原因,在堆垛过程中易产生产品撞头缺陷,严重影响实物质量及用户使用,所以需采用合适的控制措施来消除。
关键词:冷轧;剪切机组;撞头
【Abstract】The finishing craft is the last link of cold rolling production.The cut-up unitIt plays a important role in control product on size precision, improvement end shape of strip.But in actual production process, because the equipment gets older, reasons and so on technique of production backwardness, in piles up in the process easy to produce the product to ram the flaw, serious influence quality and user use in kind, must therefore use the appropriate regulatory measures to eliminate.
【Key words】Cold rolling;Cut-up unit;Ramming
【中图分类号】TG333 【文献标识码】A 【文章编号】1674-3733(2020)02-0183-01
1 前言
本钢冷轧薄板厂共有两条横切机组,根据原料厚度不同,对带钢进行分切。其中剪切R1由于产品厚度规格较薄(0.5mm-1.5mm),机组运行速度较快(Max120M/min),产品在垛板过程中易产生撞头缺陷,严重影响实物质量及用户使用。
2 撞头缺陷原因分析
2.1 终端挡板机构故障。
终端挡板机构在生产过程中主要起到产品缓冲作用,由终端挡板、构件连接、丝杠连接及润滑机构共同组成,构件连接处及滑动部分损伤严重进而造成缓冲失效是产生撞头缺陷的主要原因。
2.2 垛板入口风压、终端挡板风压异常
入口风压较小时产品撞头较轻,但板与板之间会产生摩擦接触而造成擦划伤缺陷,风压较大时产品撞头现象较重并容易出现蹿板而造成垛板不齐缺陷;终端挡板风压较小时撞头现象较轻,但也容易出现蹿板而造成垛板不齐缺陷,终端挡板风压较大时,钢板头部与挡板接触时撞击力增大,撞头缺陷明显。在实际生产过程中,测量垛板入口风压、终端挡板风压的仪器表往往出现显示风压与实际风压不符或风压不稳现象,此时,产品撞头缺陷也较为严重。
2.3 聚氨酯护板损壞
为更好的起到缓冲保护作用,在终端挡板的端面上外衬一块聚氨酯护板,当聚氨酯护板磨损严重或更换不及时也对撞头缺陷有较大影响。
2.4 操作不当原因造成的撞头缺陷
2.4.1 生产速度设定过快
主要体现为:机组运行速度较快,钢板在进入垛板台后在于终端挡板接触过程中由于惯性较大而形成撞头缺陷。
2.4.2 风压大小与原料厚度不匹配
主要体现为:在机组更换产品厚度规格或宽度规格时,垛板入口风压、终端挡板风压调整不当或风压未进行调整而产生撞头缺陷。
3 缺陷的控制措施
3.1 对终端挡板整体机构进行改造:
3.1.1 改变终端挡板轴承间摩擦形式,把原来轴承间的滑动摩擦改为滚动摩擦,减小构件间的摩擦系数以达到保证良好缓冲效果的目的(见图1)。
3.1.2 减小终端挡板构件外形尺寸,降低整体重量,使钢板在接触挡板后能够更加快速的弹出及回复,尽可能减小钢板冲击惯性,最大程度降低撞头几率。
3.2 加强风压校准
定期对垛板入口风压、终端挡板风压进行检验,保证风压的准确性及可靠性。
3.3 终端挡板聚氨酯护板改进
对终端挡板外衬聚氨酯护板外形尺寸进行改进,增加钢板与护板接触面积,进而达到减小单位受力而降低撞头几率。同时加强终端挡板外衬聚氨酯护板日常巡护,发现问题及时更换。
3.4 改进操作方法
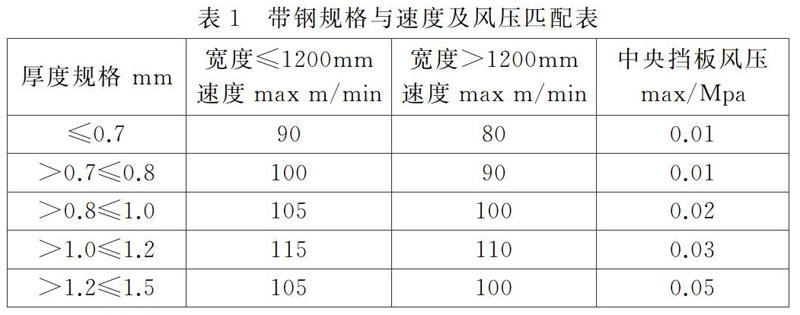
3.4.1 根据现场实际生产情况进行跟踪,要求生产1.2mm以上厚度原料时,速度不大于105m/min,生产1.0mm以上至1.2mm厚度原料时速度不大于115m/min,生产0.8mm以上至1.0mm厚度原料时速度不大于105m/min,生产0.7mm以上至0.8mm厚度原料时速度不大于100m/min,生产0.7mm一下厚度原料时速度不大于90m/min。
3.4.2 要求班组跟组原料厚度对垛板入口风压、终端挡板风压进行调整,保证产品质量。
(见表1)
4. 结论
通过上述对剪切机组设备改造及生产工艺进行优化调整,可以有效预防或消除撞头缺陷,在实际生产过程中取得了较好的效果。
参考文献
[1] 王国栋 刘相华 王军生 冷连轧板形自动控制 轧钢,2003.
[2] 张树堂等,钢材深度加工新理念及其应用,钢铁2006,No.04.