AgCuGa钎料的组织和性能
2020-07-07 05:57柳旭黄晓猛张国清韩鹏张京叶
焊接 2020年3期
柳旭, 黄晓猛, 张国清, 韩鹏, 张京叶
(1.北京市电子信息用新型钎焊材料工程技术研究中心,北京100012;2.北京有色金属与稀土应用研究所,北京 100012)
0 前言
随着电子工业的发展,电真空器件结构越来越复杂、尺寸精度要求也越来越高。由于电真空器件要求在高真空或超高真空下工作,因此保证高精度器件焊接的气密性成为检验电真空器件的重要指标。电子器件对电真空焊料的蒸气压及电真空器件的气密性提出了更高要求。因此,控制电真空焊料中高蒸气压元素的含量,寻求比银铜共晶钎料蒸气压更低的钎料,以提高电真空器件可靠性成为迫切的任务。
广泛应用于真空电子器件结构材料钎焊的传统银基钎料主要是Ag-28Cu,Ag-50Cu合金[1-4],以上钎料含银量均50%以上(质量分数,下同)。随着电真空器件分级钎焊发展需求,目前已开发出AgCuInSn,AgCuGaSi等低蒸气压钎料。研究表明,AgCuInSn的熔点在600~700 ℃之间[5-8],相对于传统Ag-28Cu钎料熔点较低,通常作为下一级钎焊材料使用,且该钎料中含有一定量的Sn加工难度较大。AgCuGaSi熔点在780~823 ℃之间,通常作为传统Ag-28Cu的上一级钎焊材料使用[9]。目前能够替代广泛应用的Ag-28Cu的钎料研究比较少,尚未形成相关的产品。
文中以银铜镓为研究对象,运用DSC,SEM和铺展性能测试手段对钎料合金的熔化特性、显微组织和铺展性能进行分析,选择合金成分体系,开发能够替代Ag-28Cu的真空钎料,满足真空电子器件密封连接的需求。
1 试验材料和方法
试验原材料采用纯度为99.99%的Ag,Ga(质量分数)和纯度为99.97%的无氧铜(质量分数)。采用真空感应炉熔炼出的合金成分见表1。
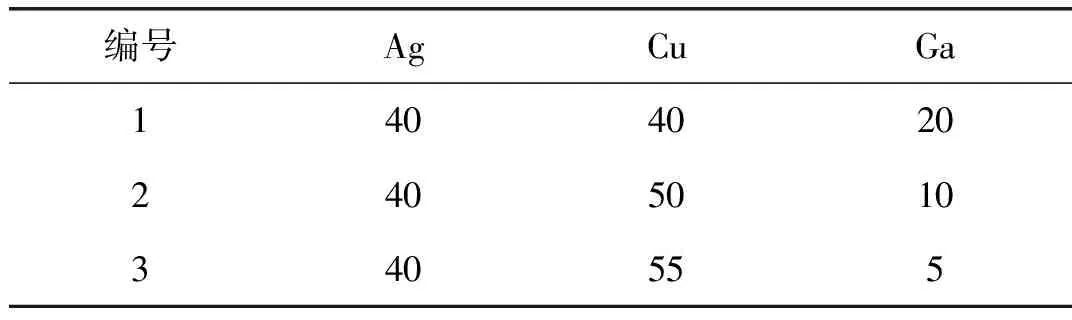
表1 试验钎料的合金及化学成分(质量分数,%)
采用HCR-2型恒久微机差热分析仪测定钎料的熔化温度,测定温度范围为20~1 000 ℃,升温速度10 ℃/min。
润湿铺展试验采用纯度为99.97%的无氧铜为母材,尺寸为40 mm×40 mm×1.0 mm,试验前经过打磨及酸洗去除氧化膜、丙酮清洗除油等工序,将母材表面处理干净,试验钎料用量为0.2 g±0.05 g,试验温度为850 ℃,真空钎焊炉内进行钎料铺展试验。钎料在母材上的铺展系数按GB/T 11364—2008《钎料润湿试验方法》中的规定进行计算。
合金钎料的清洁性和溅散性分别参照《电子器件用金、银及其合金钎料分析方法 清洁性、溅散性的测定》(SJ/T 10754—2015)进行实施。
搭接试验用母材为无氧铜,其尺寸为100 mm×30 mm×2 mm。将待焊面用砂纸打磨,然后在丙酮溶液中超声波清洗10 min后烘干。将钎料放于搭接试样端部,如图1所示。装配好的试样置于BZL-1516型真空钎焊炉中进行钎焊试验,升温速度10 ℃/min,钎焊温度为850 ℃,保温时间10 min,真空度为1.0×10-3Pa以上。
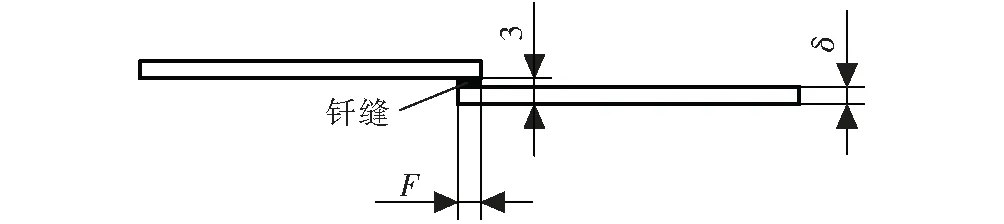
图1 搭接接头示意图
采用WDW-50C型微机控制电子万能试验机对钎焊接头的抗剪切强度进行测定。
采用日立SU-1510型扫描电子显微镜(SEM)对合金钎料以及接头的界面微观组织的能谱进行观察,并用能谱仪(EDS)确定钎料基体中各相的化学成分。
2 试验结果与分析
2.1 钎料合金的熔化特性
三种钎料的熔化温度如图2所示。Ag-28Cu合金为共晶合金,其熔化温度为779 ℃,根据Ag-Cu合金相图可知,当Ag-Cu合金体系中的Ag含量降低时,合金的熔点将升高,因此需要加入降熔元素。
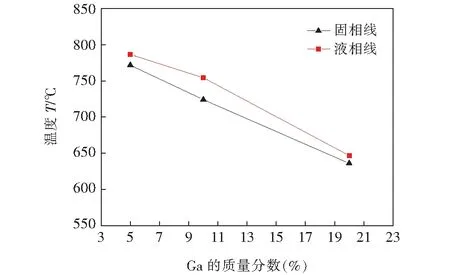
图2 不同Ga含量钎料的熔化温度
从图2可以看出,在Ag≤50%的Ag-Cu合金体系中加入降熔元素Ga后,随着Ga含量的增加,合金体系的固相线温度以及液相线温度均呈降低的趋势。钎料的熔化温度对焊接质量有显著的影响,一个有发展前景的钎料不但要有合适的熔化温度,同时还要有窄的熔化温度区间。1号、2号合金的熔化温度与Ag-28Cu合金的熔化温度相比更低;3号合金熔化温度为771~786 ℃,熔化温度适中,固液相差为15 ℃,初步选定3号为进一步研究的对象。
2.2 钎料的显微组织
图3为3号钎料(Ag-55Cu-5Ga)的铸态微观组织形貌。表2为不同区域的EDS和元素分析结果。通过对组织中各相进行能谱EDS分析,发现Ag-55Cu-5Ga钎料的微观组织主要由黑色的富Cu相和白色富Ag相和Ag-Cu-Ga共晶相组成。从图3可以看出,富Cu相呈断续的片状分布,这是由于析出的富Cu相周围释放大量的结晶潜热,随着结晶潜热的积累使得片状晶熔断,阻止片状晶的再度生长。富Cu相周围以共晶组织为主,且1和2是两种不同形态的共晶组织。由于Cu相、Ag相以及Ag-Cu-Ga共晶组织是塑性相,具有良好的强度和塑性,使得含Ga为5%的Ag-Cu-Ga钎料通过压力加工轧制成厚度为0.1 mm带材。
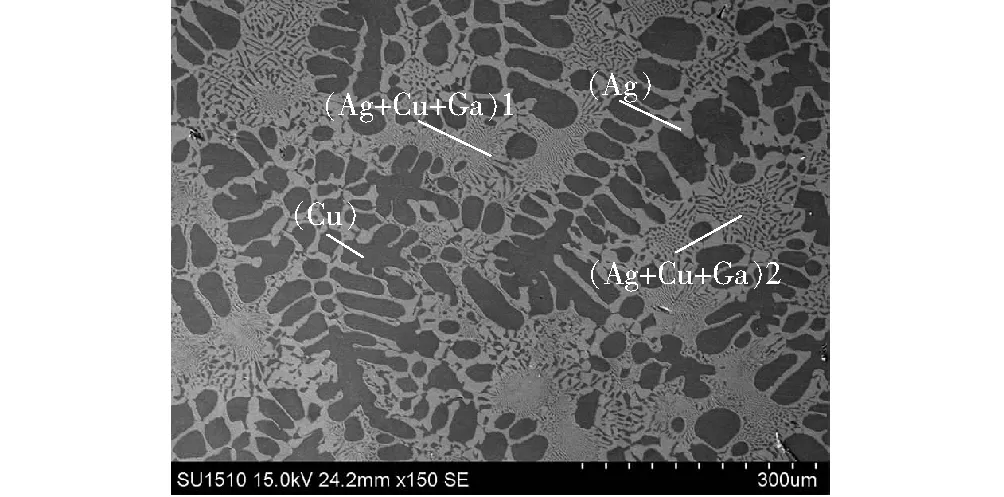
图3 Ag-55Cu-5Ga 钎料的显微组织
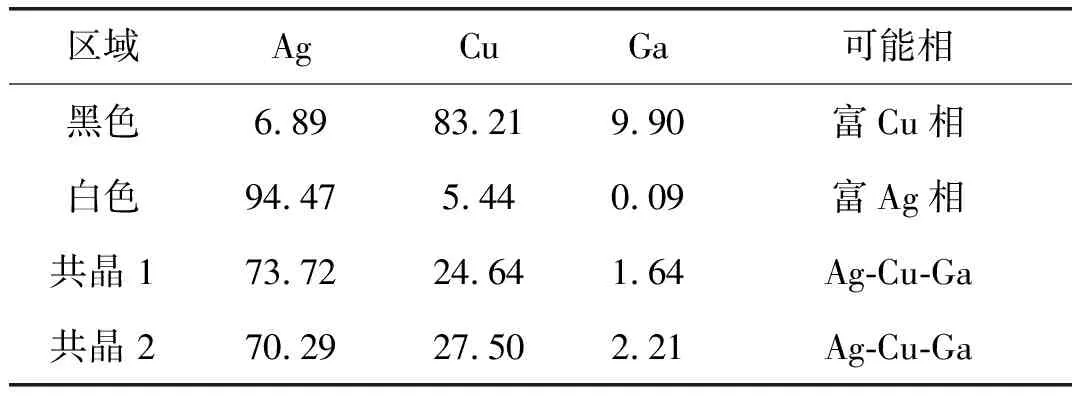
表2 不同区域的EDS及元素分析(质量分数,%)
2.3 钎料合金的润湿性能
钎焊时液态钎料与母材发生溶解、扩散等相互作用。真空钎焊时,随着温度的升高钎料开始熔化,为了获得可靠性高的接头,钎料与母材之间应具有良好的润湿性才能填满钎缝间隙[10]。图4为钎料在相同的条件下,钎料在无氧铜、镍片以及不锈钢三种不同母材上润湿铺展情况。观察Ag-Cu-Ga低银钎料在三种不同母材上铺展后的宏观照片,发现钎料无氧铜和镍片上润湿和铺展均较为理想,铺展形状近似圆形;在不锈钢铺展试样的表面有明显收缩迹象。
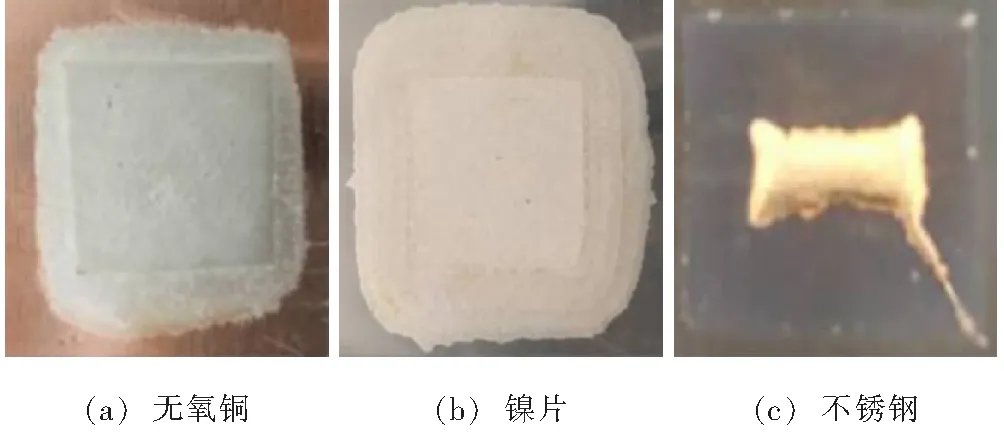
图4 Ag-55Cu-5Ga钎料在不同母材上的润湿铺展情况
图5为钎料在不同母材上的铺展系数的变化。结果表明,钎料在镍片上的铺展系数最大,说明钎料在镍片上润湿性能最佳,铺展能力最强。
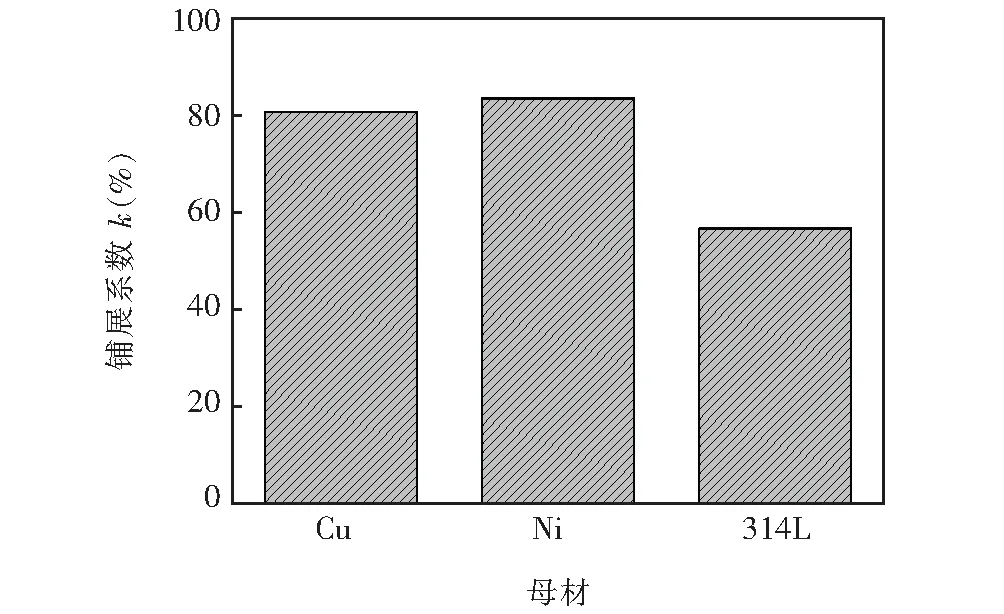
图5 Ag-55Cu-5Ga钎料在不同母材上的铺展系数
2.4 钎料合金的清洁性和溅散性
清洁性和溅散性是电真空钎料的两个重要指标,清洁性是判断钎料内部氧化物夹杂、表面浮渣和黑点的多少;溅散性则是判断钎料内部气体含量的多少[11]。对加工制备的0.1 mm厚的3号Ag-Cu-Ga合金的清洁性和溅散性进行了研究。图6为3号合金的清洁性和溅散性试验结果,结合SJ/T 10754—2015,判定合金的清洁性为Ⅱ级,溅散性满足A级标准,符合电真空器件的使用要求。
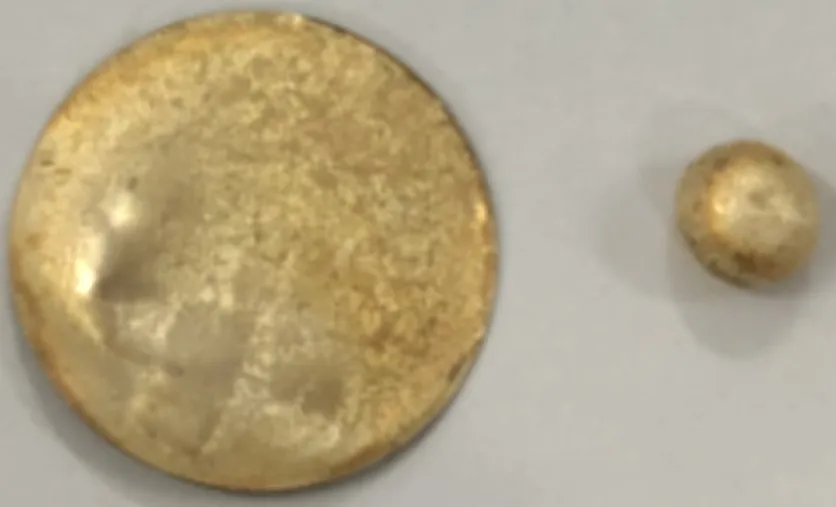
图6 Ag-55Cu-5Ga合金清洁性试验
2.5 钎焊接头的显微组织
通过对搭接接头接头进行抗剪强度测试,拉伸前后的情况如图7所示。试验结果表明断裂发生在母材无氧铜上,断裂时的强度为147 MPa,且拉伸后的无氧铜母材出现了明显的塑性变形痕迹,这表明接头界面处的抗剪强度高于无氧铜母材的强度。
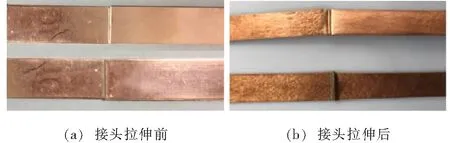
图7 搭接接头拉伸前后对比图
钎焊过程中,熔融的钎料与金属基体表面接触并发生相互反应,在界面处形成金属间化合物层(Intermetallic compounds,IMC),表明钎料和金属基体之间能形成良好的冶金结合。研究表明,接头的力学性能及可靠性与焊区的显微组织直接相关[7]。
图8为搭接接头的低倍和高倍显微组织形貌。Ag-55Cu-5Ga钎料搭接钎焊无氧铜的钎焊接头的界面处形成一条明显的扩散层(Ⅲ区的左右两端部分),如图8a所示,Ⅰ区和Ⅱ区为母材无氧铜。将钎焊接头的显微组织放大,如图8b所示。为确定钎焊接头的相组成,对接头不同区域进行了成分分析,结果见表3。经分析A区和B区所在的扩散层,主要包含Cu和少量的Ag 和Ga,结合Ag-Cu和Cu-Ga二元合金相图可知,扩散层主要由钎料中的Ag 原子和Ga原子向母材进行扩散形成了铜基固溶体,这种充分合金化的扩散界面,表明钎料与母材之间形成了较为优良的冶金结合。因此,这种固溶体扩散层的存在有利于钎焊接头强度的提高。接头区域黑色部分(如C区)主要为铜基固溶体,亮色区域(如D区)主要为富银相;F区和G区的形貌为典型的砂型共晶组织[12];E区为一种新生的化合物组织。通过与铸态的微观组织对比可以发现,钎焊接头中的共晶组织保留了铸态钎料的组织形态,铸态富铜相的不规则长条状通过扩散连接作用转变为均匀分布的圆形的铜基固溶体,这种固溶体及其扩散层的生成正是导致钎焊接头强度较高的原因。
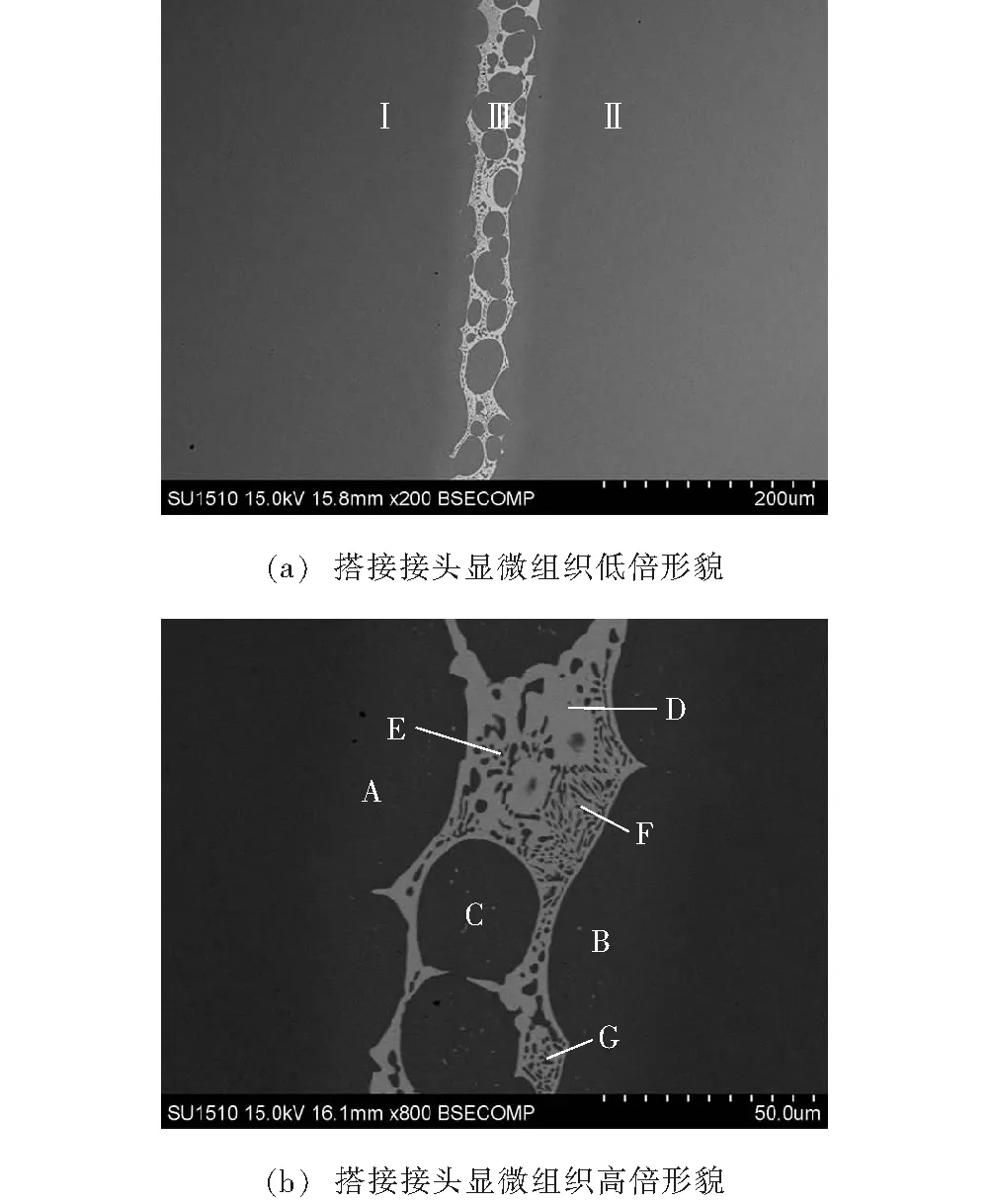
图8 搭接接头显微组织形貌图
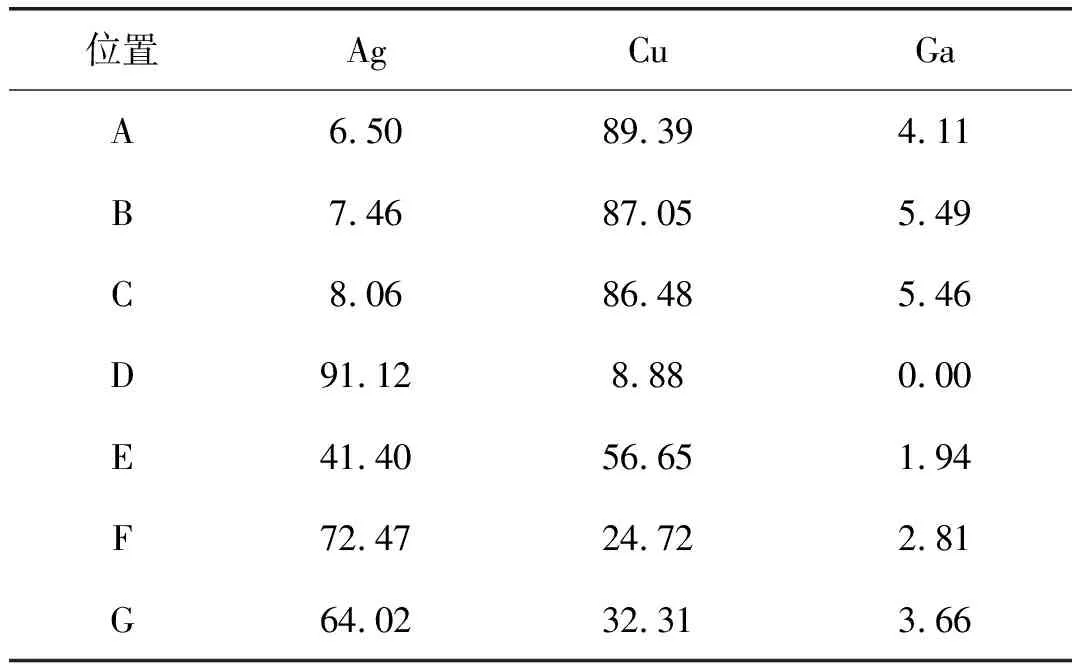
表3 接头不同区域EDS分析结果(质量分数,%)
3 结论
(1)与Ag-40Cu-20Ga,Ag-50Cu-10Ga合金相比,Ag-55Cu-5Ga合金熔化温度为771~786 ℃,熔点适中,满足进一步研究应用需求。
(2)Ag-55Cu-5Ga铸态合金主要由具有良好塑性的富Cu相和富Ag相及Ag-Cu-Ga共晶相组成,通过加工制备出厚度为0.1 mm的带材。
(3)Ag-55Cu-5Ga合金带材具有良好的清洁性和溅散性,对无氧铜、镍片及不锈钢的润湿铺展性能良好,相同条件下在镍片上的润湿性能最佳,铺展能力最强。
(4)采用Ag-55Cu-5Ga合金带材搭接钎焊无氧铜,拉伸试样接头从母材侧断裂,说明接头具有较高的强度。通过组织分析可知,钎料接头处形成了大量的铜基固溶体并保留了部分铸态组织中的共晶形貌,这在一定程度上为钎焊接头强度的提高提供了有力的保障。
综合来看,Ag-55Cu-5Ga钎料是一种有望替代Ag-28Cu共晶焊料的新型钎料,在真空电子器件封接中具有广阔的应用前景。
猜你喜欢
铝加工(2022年1期)2022-11-24
消费电子(2022年5期)2022-08-15
兰州理工大学学报(2022年1期)2022-03-05
科学技术与工程(2021年35期)2022-01-11
焊接(2021年1期)2021-04-16
湖北农机化(2020年4期)2020-07-24
商品与质量(2020年7期)2020-06-13
西安工业大学学报(2020年1期)2020-03-07
模具制造(2019年3期)2019-06-06
表面工程与再制造(2019年1期)2019-05-11