紫铜与不锈钢真空钎焊组织与力学性能
2020-07-07 05:55魏松张亚霄周晓蕾曾如川宋炜
焊接 2020年3期
魏松, 张亚霄, 周晓蕾, 曾如川, 宋炜
(1. 北京卫星制造厂有限公司,北京100094;2. 北京市航天器焊接技术与装备工程技术研究中心,北京100094;3. 北京市智能机械创新设计服务工程技术研究中心,北京 100101;4. 北京联合大学,北京100101;5. 内蒙古平庄煤业(集团)有限责任公司,内蒙古 赤峰 024076)
0 前言
铜具有很好的导电性、导热性和耐蚀性,也有良好的塑性变形,易于热压或冷压成各种板材和型材,广泛用于导电器材、电缆、电器开关等电器器材和冷凝器、散热器、热交换器等热控产品中[1]。而奥氏体不锈钢具有优良的耐高温、抗氧化和抗腐蚀能力,是制造在高真空、超低温、强辐照环境下使用的常用材料[2]。所研产品为一种空间用制冷压缩机,由于不同部分在导热和强度的功能需求不同,于是选用了T2铜与316L不锈钢两种材料。
T2铜,熔点为1 083 ℃,表面可能形成Cu2O和CuO两种氧化物,室温下表面为Cu2O所覆盖,高温下的氧化皮分为两层,外层为CuO,内层为Cu2O。铜的氧化物容易去除,所以纯铜的钎焊性很好,但铜不能热处理强化,冷作硬化的铜材在230~815 ℃就会发生软化;温度越高,材料越软;低温下焊接易保证铜的强度。
316L不锈钢,主要含有镍、铬、钼等元素,熔点为1 375~1 450 ℃,氧化物中Cr2O3,比较难去除。在空气中钎焊时必须采用活性强的钎剂以清除这些氧化物。在真空环境钎焊时,要求有良好的真空度(1×10-2Pa以上)和足够高的温度,才能取得良好的效果。
目前,铜与不锈钢的焊接方式主要是钎焊,涉及的钎料主要有镍基钎料、银基钎料、铜基钎料。薛敬凯等人[3]基于BNi76CrP粉末钎料采用真空钎焊焊接1Cr18Ni9Ti与T2,钎焊温度为960~980 ℃,保温时间为5 min,得到良好的钎焊接头。范宇洪等人[4]采用火焰钎焊焊接T2与1Cr17Ni2的三通管路,钎料选用HLAgCd26-16.7-17等银基钎料,钎剂选用QJ102,达到了良好的密封性。郭红也对铜与不锈钢的真空钎焊工艺进行了研究,采用了BCu54Zn钎料,但抗剪强度不理想。
针对T2与316L不锈钢焊接,如果采用镍基钎料,钎焊的温度偏高,约在1 000 ℃左右,铜的软化大,结构强度下降多,于是采用温度偏低的银基钎料,钎焊温度800~900 ℃。又因为产品为密封结构,产品内部不能有钎剂等多余物,适合真空钎焊,真空钎焊不使用钎剂,焊件变形小,容易保证焊件的尺寸精度。因此,针对结合所研产品的结构特点和密封要求,进行了钎料选型和钎料状态的适应性试验,实现了狭小空间插接结构的高精度钎焊。
1 试验材料及试验方法
1.1 试验材料
产品上有2种接头形式如图1所示,外层圆筒形零件材料为不锈钢(316L),中心圆柱形零件的材料为铜(T2),钎料选用BAg72Cu,钎料的熔化温度为779 ℃,粉末粒度为75 μm,钎焊温度为800~900 ℃。成分相同,采用膏状和丝状两种钎料形式。图1a中铜零件上有1 mm×1 mm的钎料槽,用于放置丝状钎料,图1b中在焊脚处放置膏状钎料。
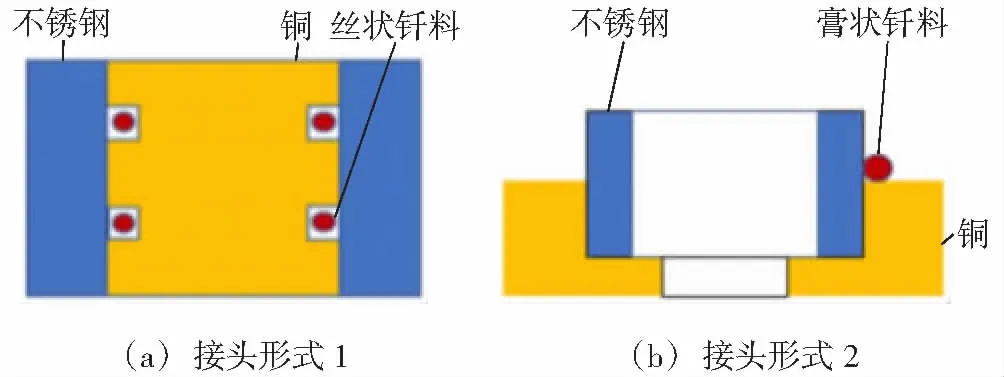
图1 产品接头样式
为了保证焊接质量,铜与不锈钢零件间装配间隙不能过大,模拟件的加工配合间隙控制在0.02~0.06 mm之间。
1.2 试验方法
试验用设备为真空钎焊设备,恒温区尺寸为700 mm×500 mm×500 mm,最高使用温度为900 ℃,温度均匀性小于3 ℃,工作真空度小于5×10-3Pa,压升率小于0.2 Pa/h,可以满足钎焊的使用需求。试验时为先进行钎料润湿试验,准备铜(Cu)、不锈钢(316L)、不锈钢(316L)镀镍三种润湿试件。根据钎焊手册[5],通过镀镍,可以解决不锈钢表面润湿性差的问题。在不锈钢表面化学镀镍,镍层厚度14~20 μm左右,镀层与主体金属结合应细密、均匀、牢固,镀层能耐800 ℃以上的高温[6]。对焊后试件进行宏观金相检查,观察内部有无裂纹、气孔等缺陷。制作尺寸为50 mm×15 mm×2 mm的铜与不锈钢片,如图2所示,将钎料放置于焊缝处,焊后检查试验件的抗剪强度。对焊后的模拟件进行真空氦质谱检漏,要求焊接模拟件的漏率优于1×10-9Pa/(m3·s)。

图2 拉伸试验件
2 试验结果与分析
2.1 润湿试验
根据BAg72Cu的钎料特性,在高真空环境(5×10-3Pa/(m3·s))、820 ℃条件下进行焊接,高温保温时间10 min。如图3所示,钎料在铜表面铺展良好,有很好的润湿性,而在未镀镍的不锈钢表面不铺展,润湿性差。从图中可以看出,膏状钎料熔化位置有灰色的痕迹,正好与焊前膏状钎料的放置位置一致,而丝状钎料没有类似的痕迹,灰色痕迹是膏状钎料使用的粘结剂高温后的残留物。也经过多家钎料厂的BAg72Cu膏状钎料的对比试验,熔化后的痕迹都会有,但残留量不同,如图3b和图3c相对比。在焊接形式允许的情况下最优选用丝状钎料,焊后的表面无残留物。

图3 润湿试验件照片
2.2 钎焊试验
按照润湿试验的结果,在316L不锈钢表面化学镀镍。钎料为BAg72Cu,根据结构形式选用丝状或膏状钎料,如图1a中接头形式选用丝状钎料,图1b种接头形式选用膏状钎料,要求真空室真空度达到5×10-3Pa/(m3·s)后开始加热,钎焊升温曲线如图4所示。为了保证产品温度均匀性,分别在300 ℃,750 ℃保温40 min,820 ℃钎焊温度保温时间设定为10 min,之后随炉降温。钎焊温度低时,未达到必需的温度,钎料流动性、浸润性均较差,容易产生内部气孔、钎缝不连续、虚焊等缺陷,也会使钎焊接头强度降低,承压能力不达标而产生泄漏,严重时甚至会撕裂。温度高时,钎料完全熔化且流动性过大,易产生钎料氧化,形成气孔,造成钎料流失、熔蚀、产品弯曲等缺陷。而钎焊接头形成约需要1~2 s,保温时间与产品厚度等有关,保温时间太短,产品芯部温度未达到熔化温度,保温时间过长,液态钎料容易熔蚀被焊金属。

图4 钎焊温度曲线
2.3 金相检验
对铜与不锈钢试验件进行金相检查,如图5所示,钎料与母材润湿良好,钎料填充饱满,且未见钎焊裂纹、气孔、溶蚀等缺陷,形成了均匀的扩散层。

图5 金相试验件照片
2.4 剪切试验
对随炉钎焊的拉伸试验件进行了剪切试验,剪切试验结果见表1,试验件的抗剪强度均在70 MPa以上。拉伸试件的断裂面如图6所示,试件断在钎焊面,可以看出钎焊面上钎料钎着率大于90%,满足产品使用要求。
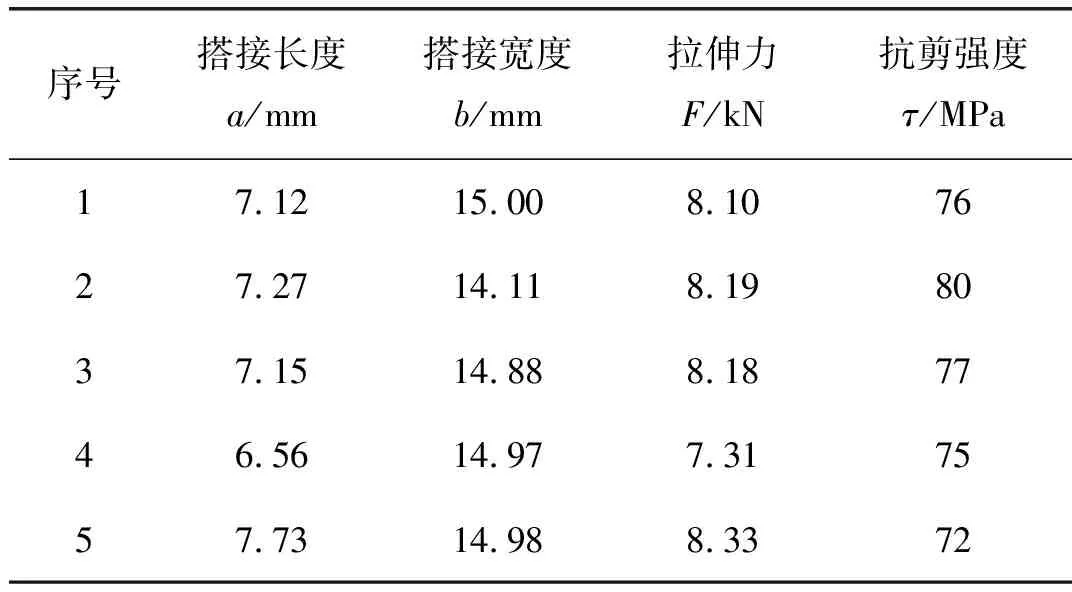
表1 剪切试验结果

图6 拉伸试件断裂面
2.5 模拟件焊接
模拟件的结构尺寸、材料与实际产品一致。模拟件焊前进行化学清洗,去除零件表面的油污、氧化膜等物质,按照钎焊试验的结果设置焊接参数,因试件与模拟件厚度不同,适当增加保温时间。钎焊后的模拟件照片如图7所示,焊后的模拟件焊缝处形成了良好的连续焊缝,焊脚圆滑过渡。

图7 钎焊试验件照片
对T2铜与316L不锈钢钎焊试验件进行真空氦质谱检验,然后对试验件组装后的整体零件进行正压氦质谱检验,漏率均优于1×10-9Pa/(m3·s),说明以这种方式的钎焊试验件具有良好的气密性。
3 结论
(1)BAg72Cu银基钎料在T2铜表面有良好的润湿性,但316L不锈钢表面的润湿性差,需在不锈钢表面镀镍等措施改善表面润湿性。
(2)丝状和膏状钎料均能得到良好的焊接效果,封闭结构选用丝状钎料,开敞式结构选用膏状钎料,膏状钎料中因有粘结剂,易留下灰迹。
(3)在钎焊温度820 ℃、保温时间为10 min的条件下进行真空钎焊,得到良好的T2铜与316L不锈钢的钎焊接头,焊缝连续,具有良好的气密性,未见裂纹、气孔等缺陷,抗剪强度达到70 MPa以上,满足使用要求。
猜你喜欢
消费电子(2022年5期)2022-08-15
兰州理工大学学报(2022年1期)2022-03-05
西安工程大学学报(2021年2期)2021-05-18
焊接(2021年1期)2021-04-16
表面技术(2021年2期)2021-03-19
湖北农机化(2020年4期)2020-07-24
商品与质量(2020年7期)2020-06-13
表面工程与再制造(2019年1期)2019-05-11
表面工程与再制造(2019年1期)2019-05-11
山东工业技术(2016年14期)2016-09-07