方形贴袋模板制作工艺方法比较研究
2020-07-04 02:25贺小红
浙江纺织服装职业技术学院学报 2020年3期
贺小红
摘 要:为了使服装教学适应企业自动化、数字化和智能化需求,本研究以方形贴袋为例,利用常规缝制法和3种不同模板制作法进行比较。研究結果表明:智能化模板制作工艺方法所需时间更短,成品效果更好,大大提高了制作效率,降低了产品对操作者技能水平的依赖;同时也发现针对不同的面料性能和需求应采用不同的模板,才能更好地操作,进而提高制作效率和工艺效果。
关键词:服装工艺模板教学;方形贴袋;常规缝制法;模板制作法
近年来,随着科技不断革新,服装企业的生产模式更加自动化、专门化、智能化、信息化,服装工艺模板作为一种新型的加工形式,已在企业形成了规模化发展,在很大程度上降低了企业对工人的技术要求,做到了产品质量统一,生产周期可控,提高了生产效率和产品品质。
虽然服装工艺模板在企业生产中已初具规模,但是其在服装教学中的应用还较少,尤其在中等职业技术学校中更是少见。因此,为了适应服装企业技术的发展,以及企业对相关人才的需求,探讨和研究服装工艺模板在教学中的应用势在必行,服装工艺模板教学必将成为一种新的教学手段和方法。
目前,在服装企业和已开展相关研究的高等院校中,模板技术主要有口袋模板、领子模板、袖头模板、收省模板、装腰模板、衔缝模板……,每种模板的设计原理和形式基本相同,都是利用模具学中的工装夹具和治具原理,采用自动化设备在有机胶板按工艺缝合要求设定的尺寸开槽。但为了达到不同的工艺要求,同一个部件也有不同的设计模板。
为了探讨服装工艺模板在服装教学中的应用与效果,本研究选取方形贴袋作为研究对象,通过实验对免烫贴袋模板设计和工艺操作进行比较,验证模板在服装教学中的优势,同时分析不同模板制作方法的优缺点,以期为贴袋模板工艺教学和生产提供参考依据。
1 实验
选取口袋宽12cm、高14cm的男衬衫方形贴袋制作方法进行实验;共采用4种方法进行比较研究,1种为常规工艺制作方法,其它3种为不同模板形式的制作方法,每种方法各做10组;实验操作人员统一为刚学完衬衫制作的中职一年级学生,操作人员已学会了衬衫的贴袋制作,并接触了模板工艺操作;实验所用面料为统一的高密度棉胚布;实验仪器为同一台缝纫机。
1.1 方形贴袋传统常规的制作方法
工序一:根据口袋尺寸和放缝要求裁剪好相应的裁片,并画好净样线(图1A);
工序二:按照净样线,将袋口位置反面向里2.1cm折转2次,做到正反面都无毛边,沿着折转的位置压缉0.1 cm,正面贴边宽度2cm(图1B);
工序三:除袋口,其余3边按净样线向里扣烫(也可借助扣烫板进行熨烫),做到左右对称(图1C);
工序四:按照胸袋的位置,将袋布放端正不歪斜,一手按住袋布,一手把大身拉紧,距止口边缉线0.1cm,下端缉成尖形(图1D)。
1.2 市场上常用的方形贴袋模板3种设计方法
贴袋模板一般由面板、底板、推拉板、免烫板、盖板5层构成,图2、图3、图4分别为浙江、福建、广州某服装公司制作完工的模板,都是将切割好的模板按照要求黏合固定,完成制作,而且设计原理也基本相同。图2的方法二模板将底板、盖板都做成一种造型,推拉板则根据手的位置进行了设计,免烫板超过面板高度。图3的方法三模板在盖板、底板的方向进行了改变,推拉板设计了拇指大的圆孔,很符合人体手指工学,免烫板造型优美,直接从袋口位置转折做造型。图4的方法四模板在面、底板上进行了大小区别,免烫板则在袋口上2cm位置开始转折做造型。
1.3 贴袋模板缝制工艺方法
所有模板缝制的工艺工序基本类似,本研究选取方法三(图3)的模板进行示范与展示。
工序一:将袋布袋口贴边折转并缉线,贴边宽2cm(图5A),将袋布放置模板袋口的位置(图5B);
工序二:将免烫板按照袋口位置放在袋布里面,袋布3边的缝份自然折转(图5C),将推拉板往上推,推至袋口位置,正好压实折转的袋口缝份(图5D);
工序三:将蓝色衣片面料放在底板上,按住袋口3个角将面板盖在底板上,袋口位置吻合(图5E),确认袋口3边袋布不松动,拿住模板放置在缝纫机压脚下,将推拉板往下拉,拉至与面板底端平齐(图5F);
工序四:将免烫板从上端抽出(图5G),机针放置在缝制槽中,沿3边缉明线(图5H)。
2 实验结果及分析
由表1可知,在单个方形贴袋制作过程中,传统常规法相对3种模板制作法所用的时间较长。常规法所消耗的时间主要集中在工序三的折烫3边袋布工艺中,根据画好的净样线进行折烫,在边缘相交的地方由于转折,厚度增大,不容易烫平服或者烫方正,因此需反复操作以使两边方正、对称达到质量要求;模板制作法增加了免烫板,在制作过程中免掉了折烫这个步骤,只需要经过几个简单的放布、推板、压板、拉板动作,即可很好地完成袋布定型,不需要反复折烫、归正,在关键工序部分节约了时间。
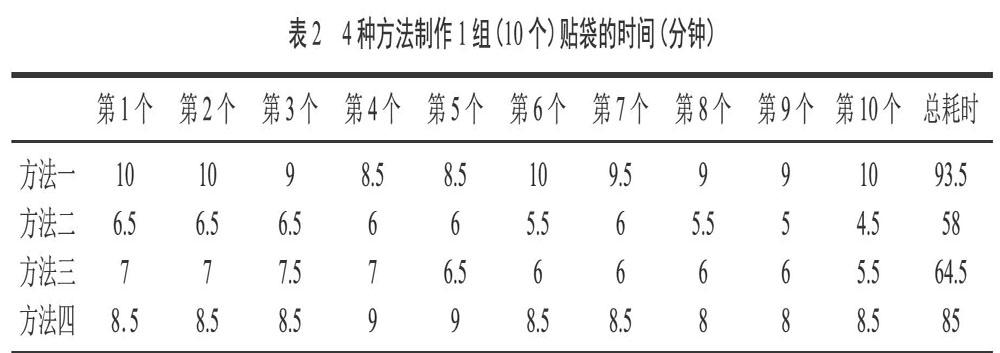
将4种方法连续做1组(10个)方形贴袋所用的时间进行了统计(表2),发现制作1组(10个)方形贴袋所用的时间与制作单个方形贴袋所用的时间呈正比关系,而且使用常规法与模板法制作相差时间非常大。常规法制作时每个口袋需要单独熨烫,所以每个口袋消耗的时间基本保持一致,制作10个口袋就是10个单口袋制作时间的总和;而使用模板法制作只需将袋布很好地放置,随着模板使用过程中的灵活度增强,操作者不断熟练,推拉免烫板的时间减少,也不需要消耗时间去烫台进行熨烫,因此,整体制作时间节省了很多。
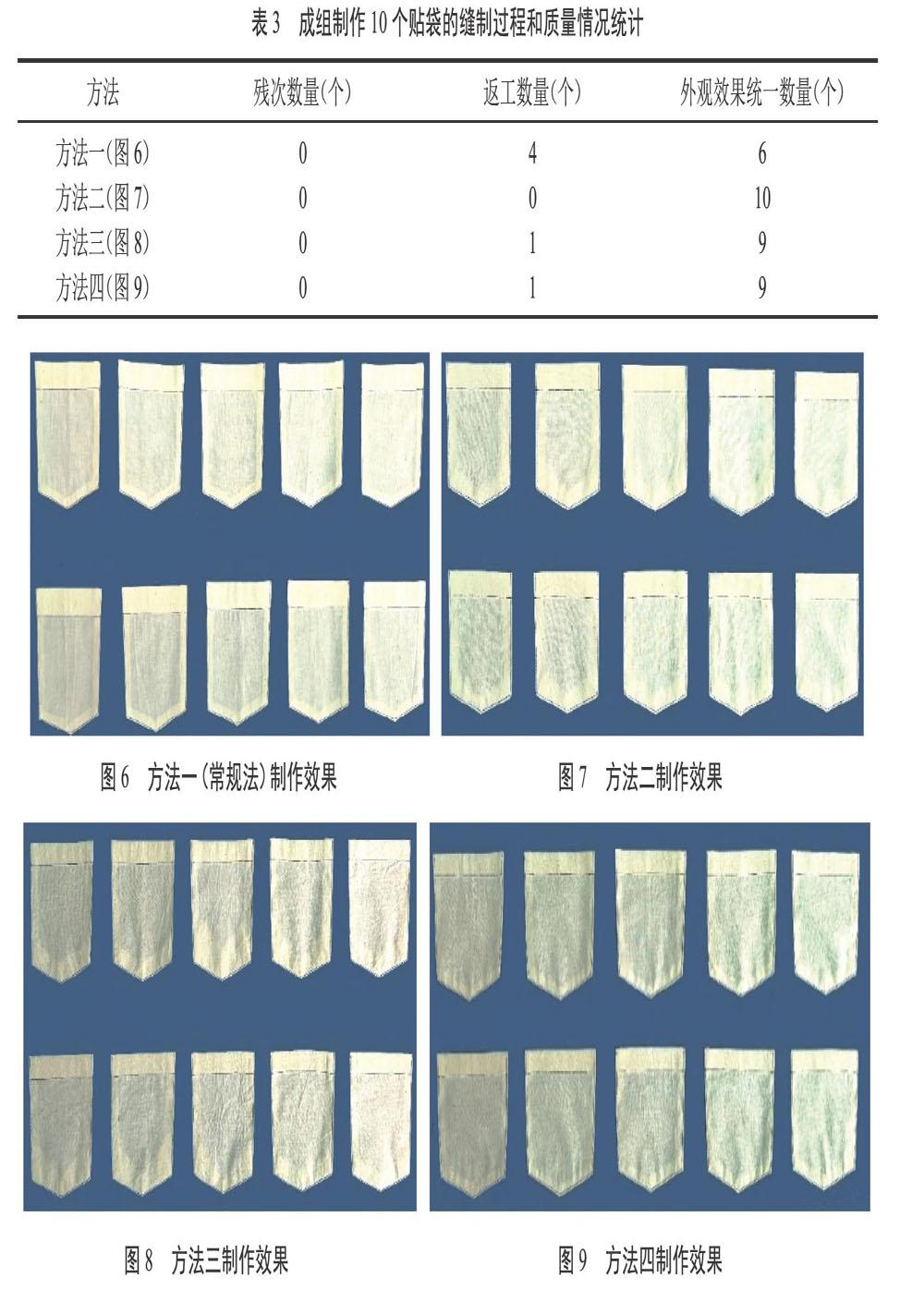
对4种方法制作1组(10个)贴袋的质量进行了比较(表3),发现使用常规法制作,由于在缝线时控制不好机器,在转折处超出范围,边缘缉线宽度不一致,有4个贴袋需要返工制作(图6);使用模板法制作,因为有模板从两侧固定口袋边缘四周,针槽处正好是需要缉线的宽度,在缉线过程只需转动模板,缝出来的线迹不会歪斜,很少出现拆掉重做的现象,而且所有口袋能保持外观基本统一,达到质量标准化(图7、图8、图9)。
从表1、表2、表3各项数据对比中,发现利用模板法制作方形贴袋要明显优于常规操作法。而实验所选取的3种模板:其中方法二模板,很适合此次缝制选用的面料厚度,将口袋放置模板中,推拉的松紧程度很好,因此定型性比较好,缝制过程比较顺畅,制作出来的产品质量较高,但在推拉板下端伸出的位置,宽度设计稍大,当面底板盖合时,衣片会被下端的宽度推皱;方法三模板,由于在免烫板的设计上是直接从袋口位置开始做弧线造型,当免烫板放置在袋布里进行固定造型时,受力不是很好,不能很好地固定袋布,在制作过程中需多花点时间进行调整,以保证袋口位置的左右对称,而推拉板人性化的开孔设计,非常符合操作过程的手势,使操作过程紧凑;方法四模板,推拉板设计的面积较小,压实袋布3边时很难定型,而且底板和面板之间宽度比较大,以致实验过程中使用的薄棉胚布容易松动,较难控制3边在针槽中缝制的宽度,所以耗时稍长,质量不能达到所有统一的情况。因此,实验结果表明利用模板制作方形贴袋时,模板一和模板二要明显优于模板三,可以在服装教学过程采用。
3 結论
通过方形贴袋常规制作和3种模板制作方法的比较,可以得知:
1)模板法降低了制作时间,提高了产品品质,统一了质量标准;
2)针对这个实验过程中选用的薄棉胚,模板一和模板二制作起来比模板三的效果更好,模板三更适合稍厚的面料操作;
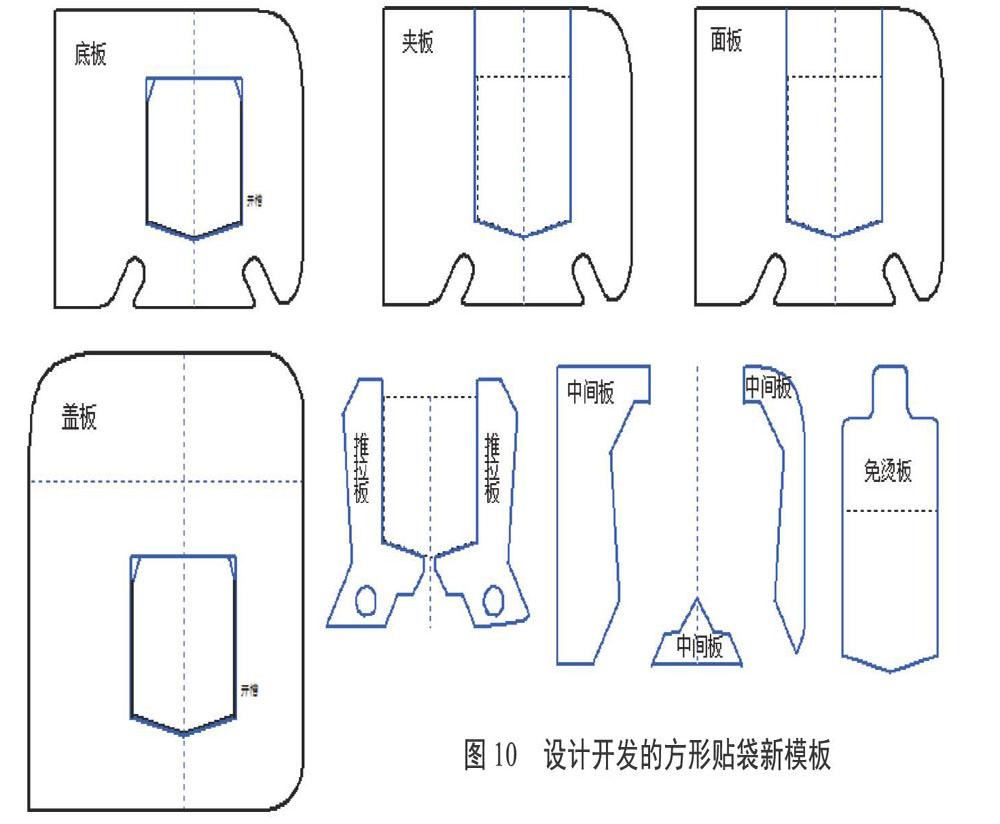
3)针对实验中所使用的面料,以及考虑学生操作过程中的舒适感,可以将模板一和模板二各自的优势进行结合,设计开发更加适合于服装教学的方形贴袋模板(图10)。
设计开发的方形贴袋新模板共有7层,切割该模板时将盖板、底板选用1mm pvc板,夹板、中间板、推拉板选用0.8mm pvc板,面板选用0.1mm pvc板,免烫板则用0.2mm黄胶板。组合好后的新模板不仅可以像模板一那样牢固地固定好袋布,有方正的免烫板定型,而且推拉板下端设计成模板二式的弧形开口,更加方便操作,盖板上口尺寸设计较大,可以盖住面板和免烫板,使制作不受干扰。利用该模板制作贴袋时更加快捷,推拉、抽取更加便利,制作的口袋效果更加美观、统一。
参考文献
[1]刘锋,卢致文.基于工艺特征的服装工艺模板设计与应用[J].毛纺科技,2017,12(45):53-55.
[2]莫海莹.浅谈服装工艺模板技术对缝制效能的影响[J].服装科技,2018(9):34-36.
[3]李鹏,王芳,张志斌,等. 基于智能化模板技术的口袋缝制关键技术研究[J].上海纺织科技,2019(2):43-45.
[4]郑玮.休闲裤双嵌袋开袋模板的设计改进[J].浙江纺织服装职业技术学院学报,2019(9):37-40.