模块化开关柜底板加工工艺分析
2020-06-29 23:57左智华宋晓光朱志豪
科技创新与应用 2020年20期
左智华 宋晓光 朱志豪


摘 要:文章通过阐述开关柜典型零件底板的加工过程,包含展开图设计、折弯工艺凹边设计、原材料选择、程序编制、折弯模具组合、折弯顺序等六个方面,对底板的加工工艺进行分析,解析钣金零件加工过程需要注意的地方。
关键词:原材料利用率;工艺凹边;二次定位;激光复合机;双折弯;止档
中图分类号:TM591 文献标志码:A 文章编号:2095-2945(2020)20-0099-02
Abstract: In this paper, the processing process of the base plate of typical switch cabinet parts is described, including six aspects such as the design of expansion drawing, concave edge design of bending process, selection of raw materials, programming, combination of bending dies, bending sequence, etc. The processing process of the base plate is analyzed, and the points needing attention in the processing process of sheet metal parts are analyzed.
Keywords: raw material utilization rate; process concave edge; secondary positioning; laser compound machine; double bending; stop gear
引言
钣金零件是开关柜、充气柜、环网柜柜体、机柜、箱变、机构的重要组成部分,在竞争激烈的配电开关市场,熟悉钣金零件的加工工艺,通过选择合适的原材料、展开图设计方法、选用恰当的机床、编程方法、折弯方法等,可以有效的提高原材料利用率、提高加工效率、降低劳动强度,最终达到降低零件的加工成本的目的,提高产品的竞争力。
本文通过对模块化开关柜底板的加工工艺分析,阐述在加工过程中与成本相关的注意事项及降低成本所能采取的部分方法。
1 底板基本情况
原材料为2mm敷铝锌钢板,长宽分别为1450mm、600mm,经过冲裁、折弯而成,有凸包、双折边特征,详见图1。
2 展开图设计
展开图设计之前,应通过试验确定不同折弯特征下的折弯扣除,通过试验得出底板涉及三个折弯特征的折弯扣除,分别是单折弯或双折弯内侧折弯对应的折弯扣除为3.5mm、壓边对应的折弯扣除为0.86mm、双折边外侧折弯对应的折弯扣除为4.3mm。
展开图的获得有两种方法,第一种是通过绘图软件,直接绘制展开图,这种方法对不在同一个平面的特征,需要分别计算每个特征之间的距离,费时费力,容易漏掉相应的特征,因此不推荐此方法;第二种方法是通过三维造型软件,直接用对应的钣金模块绘制出对应的三维模型,设置好对应的折弯扣除参数,通过展开命令可以直接得到所需要的展开图,这种方法直观、效率高,因此推荐通过此种方法获取需要的展开图。无论通过哪种方式获取的展开图,都要对展开图进行工艺处理,例如添加工艺孔、为提供材料利用率设计工艺凹边。针对本文所提到的地板,由于零件上存在凸包特征,且开关柜有IP4X的防护要求,所以在做展开图设计时要考虑工艺孔的位置、大小;根据机床上模具的安装方式,确定展开图凸包是向内还是向外,否则容易造成废品,完全对称零件除外。
3 工艺凹边设计
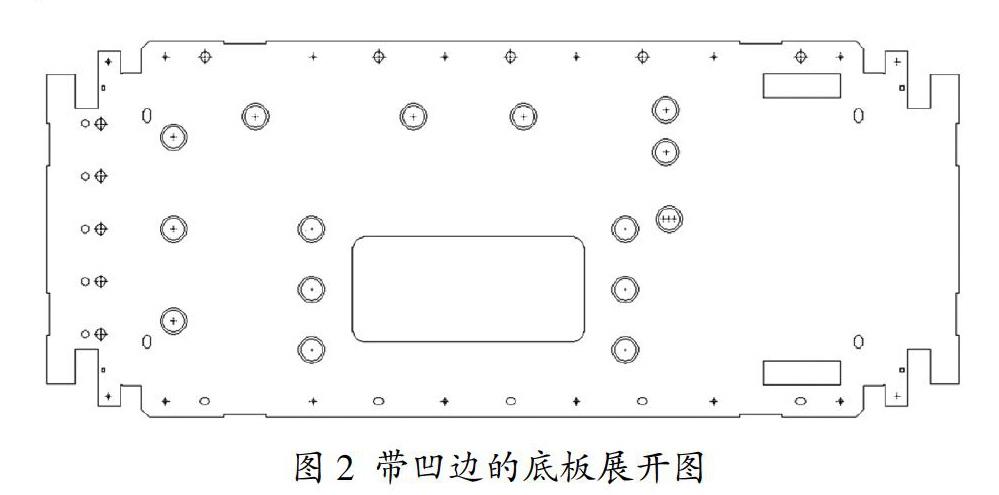
为了提高材料利用率,降低产品成本,在不影响零件强度性能的前提下,可设计折弯定位凹边,用于折弯定位。凹边的设计一般宽度不大于5mm,长度比折弯机止档宽度大10mm为宜。设计工艺凹边能极大的提高原材料利用率,缺点是会造成冲床模具的偏载,降低模具使用寿命,在折弯阶段编程时需要考虑止档的位置。带凹边的底板展开图见图2。
4 原材料选择
原材料可直接选用与展开图轮廓大小一致的板材,选用的原材料需要定尺而成,好处是可大幅提高原材料利用率,缺点是用量小,采用非常规定尺板反而容易造成原材料采购成本增加,同时根据不同的定尺要求,定尺成本不同,因此是否采用此种方法要通过充分的核算,确保利益最大化。
5 冲裁
实现图2的成形,根据不同的加工方式,可以分为三种,第一种是直接用大型的冲压机,配置相应的模具,一次完成冲裁,这种加工方式效率非常高、人工成本低,适用于大批量生产零件的加工,缺点是首次投入大,需要投入大量的模具费用;第二种是采用传统的数控冲床,配置相应的模具,进行加工,柔性比较好,可加工不同位置特征的零件,缺点是加工效率不高;第三种是采用激光冲床复合机,配置常用的模具进行加工,优点是柔性更好,非常适用于异型孔的加工,缺点是机床相对较贵,加工费用高。
本文结合常规的数控冲床进行阐述,由于不能配置的数控冲床功能不同,有的具备无死角、全幅面的加工能力,有的不具备,在具备此能力机床上加工时无需考虑二次定位问题。在不具备此加工能力的机床上加工时,需要通过零件的二次定位,两次冲裁实现零件全幅面加工,第一次实现图3粗实线部分的加工,第二次实现细实线部分的加工。图3中中心线以下是粗实线部分,以上是细实线部分。
6 折弯道具组合
以德国通快5系列的数控折弯机为例,选择模具组合。选用的模具组合图见图4。可以在不更换模具的情况实现90°折弯、压平、双折弯,效率极高。
7 折弯顺序
钣金零件的折弯顺序一般为先短后长,可以减少刀具的组合次数。按照这个原则应先折弯两个短边,后折弯两个长边,零件需要转动450°。如果按照长短长短的折弯顺序,零件需要转动270°,比第一种方式少转动180°,提高了效率,降低了工作强度,能够降低产品成本。第二种方式需要在组合模具时,充分考虑折弯顺序,否则容易造成干涉。尽管理论上第二种方式比第一种效率更高,劳动强度低,但是针对底板这个零件,由于存在双折弯及包耳特征的存在,折弯顺序设置不恰当,会直接造成废品。该零件为先短边压平,后折弯两长边,最后两短边的顺序。
折弯过程中还应注意折弯机止档要与凹边对应,否则容易造成折弯零件不合格。另外零件的折弯还应设计必备的支撑旋转工作台,工作台要高低适中、可移动、不损坏钣金零件表面。
8 结束语
钣金零件的加工过程看似简单,实际上,在不同的环节都有不同的技巧,运用不同的技巧都会对产品的最终成本造成不同程度的影响,因此各个环节选择的方法要经过充分考虑、核算、验证,才能实现钣金零件加工高效、成本最低、利益最大。
参考文献:
[1]左智华.开关柜柜体双折边零件制造工艺研究[J].科技视界,2012(28):269-270.
[2]左智华.钣金原材料定尺的研究与应用[J].中国科技纵横,2019(11):39-40.