不同工艺条件对改性聚碳酸酯激光打标性能的影响
2020-06-22 07:23:04何元锦莫锦鹏麦伟宗王春江
合成材料老化与应用 2020年3期
何元锦,莫锦鹏,麦伟宗,王春江
(广州合成材料研究院有限公司,广东广州510665)
激光打标是利用激光的热效应烧蚀掉物体表面材料从而留下永久标记的技术,是在激光焊接、激光热处理、激光切割、激光打孔等应用技术之后发展起来的一门新型的加工技术[1]。与传统的电化学、机械等标记方法相比,激光打标具有无污染、高速度、高质量、灵活性大、不接触工作面等优点。近年来,激光打标已取代传统的打标方式而成为常规的加工方式,在众多领域中得到广泛的应用。
聚碳酸酯(PC)是一种以双酚、光气及其衍生物为单体聚合而成的合成热塑性树脂。PC具有优异的耐热性能、透明性、力学性能、尺寸稳定性,广泛应用于电子、电气、建筑、汽车、轻工业等领域[2-3]。由于具有高强度及弹性系数、热变形温度高、电气特性好等优点,PC与其他塑料相比更为适用于激光打标[4-5]。在未经改性处理的情况下,聚碳酸酯制品可以被激光标记,但未改性处理聚碳酸酯的激光标记结果并不理想,对比度不明显,标记分辨率也很低,无法得到比较精细的结构。这是因为激光与PC材料接触后容易穿过透明的PC材料,未能将大部分激光的光能转化为热能,无法在PC表面发生气泡或碳化。
为了更深入地了解PC材料的打标性能,本研究通过改变激光打标设备的功率与工作频率,研究激光打标工艺对改性PC打标效果的影响,对改性PC材料的激光打标性能进行研究。
1 实验部分
1.1 样品制备
将润滑剂、阻燃剂、抗氧剂、紫外线吸收剂、抗滴落剂、钛白粉、激光打标助剂按配方比例(见表1)作预混合,然后将其与PC树脂在混合机中掺混5min~6 min 。混合料在指定工艺参数下经双螺杆挤出机挤出造粒,得到可激光打标阻燃PC样品。

表1 样品配方Table 1 Formula of PC sample
将样品放入鼓风式烘箱,在120℃±5℃温度下烘1h。然后将烘干后的产品用注塑机按照相关测试标准注塑成测试标准样条,注塑温度为290℃±5℃,冷却后24h后进行相关性能测试。
1.2 测试条件
激光打标测试在华工激光LSF20Y型激光打标机进行,通过显微镜观察激光打标效果。LSF20Y型激光打标机的激光器为Nd:YAG激光器,发射的激光为1.064微米的红外激光。采用光学显微镜观察激光打标后改性聚碳酸酯样品的表面形貌。
2 结果与讨论
2.1 激光器的功率对PC样品的可激光打标性能的影响
根据目前激光打标技术平台条件,我们选取了激光发生器的功率和频率作为本研究的工艺考察参数。激光器的功率与其激光能量的强度直接相关,这对打标效果有着直接的影响。不同功率下激光打标后PC样品的表面形貌如图1所示。显然,功率越高,激光器发射的激光能量越大,PC样品表面受到激光的作用越强烈。本研究采用10%、20%、30%、40%、60%和100%等6个功率对PC样品进行激光打标,其打标后的表面形貌如图1所示。当激光器功率为10%时,样品打标后能出现均匀排列的黑点,其对比度略低。当功率为20%时,样品表面的黑点直径变大,对比度明显提高。然而当功率提升至30%~60%时,虽然激光器仍可在PC表面打出黑点,但是黑点周围的表面均出现了明显的熔融变形。可见此时激光器功率过高,激光对材料表面造成了不必要的损伤。当功率升至100%后,样品上无明显的黑点结构,整个表面已被激光烧焦。
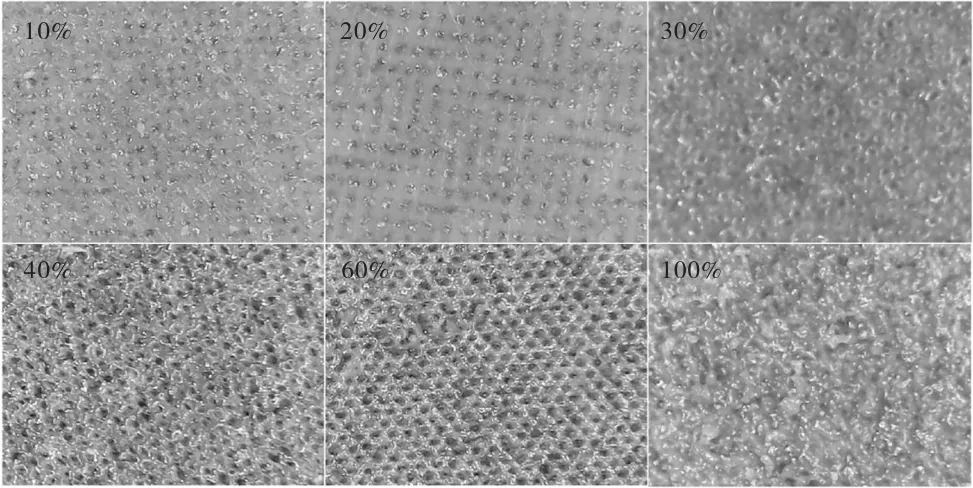
图1 不同功率下激光打标后PC样品的表面形貌Fig. 1 Morphology of different laser-marking PC samples with different powers
我们运用色差仪对不同功率下打标后样品表面的L、a、b值进行测量,其结果见表2。随着功率的增加,样品表面的L值从61.3(10%)降低至44.6(100%)。这表明随着功率的增大,激光对样品表面的变黑的效果越来越强。当功率较低的时候(10%~30%),样品表面b值低于1,即样品表面偏蓝,这表明打标助剂在较低的激光下会发生反应从而发黑。然而,功率的增大也导致样品表面的b值由0.1(20%)增大至6.8(100%),这表明样品在较高功率的激光下发生明显的降解发黄。

表2 不同功率下激光打标后PC样品的颜色参数Table 2 Colorimetric data of different laser-marking PC samples with different powers
2.2 激光器的频率对PC样品的可激光打标性能的影响
激光器的频率是指1s内激光器发射激光的次数,频率越高,PC样品表面打标点越密。本研究采用20kHz、25kHz、30kHz、50kHz和70kHz等5个频率对PC样品进行激光打标,其打标后的表面形貌如图2所示。当频率为20kHz时,PC样品黑点的密度相对稀疏,其形貌也相对清晰,然而随着频率的增大,样品表面的黑点密度增大,对比度有所下降,黑点的形貌清晰度也有所下降。对于Nd:YAG型激光器而言,激光器频率越高,其发射的激光脉冲峰值越低。因此,激光器频率增大,每个点的激光作用时间变短,PC表面吸收激光的能量减少,PC样品在激光作用下焦化发黑程度减少,受热熔融发泡的程度增多,PC变黑的程度有所下降。不同频率下激光打标后PC样品的颜色参数(表3)也反映了同样的问题。虽然,随着频率的增大样品的a、b值变化不大,但是样品的L值明显上升(即样品的颜色偏白)。这表明随着频率的增大样品表面吸收激光发黑的程度明显,这一现象也与上文的分析相一致。

图2 不同频率下激光打标后PC样品的表面形貌Fig. 2 Morphology of different laser-marking PC samples with different frequencies

表3 不同频率下激光打标后PC样品的颜色参数Table 3 Colorimetric data of different laser-marking PC samples with different frequencies
3 结论
通过改变激光打标设备的功率与工作频率,研究激光打标工艺对改性PC打标效果的影响。结果表明,当功率为20%时,样品表面的黑点直径变大,对比度明显提高,功率过高会使材料表面黑点周围出现了明显的熔融变形,颜色也会偏黄;随着频率的增大,样品表面的黑点密度增大,对比度有所下降,黑点的形貌清晰度也有所下降。
猜你喜欢
军事文摘(2024年4期)2024-03-19 09:40:02
今日农业(2022年4期)2022-06-01 06:12:40
今日农业(2021年19期)2022-01-12 06:16:36
云南化工(2021年5期)2021-12-21 07:41:14
学生天地(2020年31期)2020-06-01 02:32:14
科学(2020年6期)2020-02-06 09:00:06
中国生殖健康(2019年10期)2019-01-07 01:21:24
光学精密工程(2016年5期)2016-11-07 09:06:14
中国塑料(2016年1期)2016-05-17 06:13:11
中国塑料(2016年1期)2016-05-17 06:12:59