
激光跟踪仪在同心度与同轴度检测中的应用
2020-06-21 15:10张露凝樊博李建利冯涛王建慧刘卫东
工业技术创新 2020年3期
张露凝 樊博 李建利 冯涛 王建慧 刘卫东

摘 要: 同心度与同轴度是大型输水管道设备的重要性能指标,其偏移量过大会导致管道发生非正常变形,影响管道运行可靠性、安全性。采用适用于大尺径管道设备的激光跟踪仪,对某输水工程中19处大型输水管道设备进行同心度、同轴度检测;为某一典型管道设备检测结果构建拟合模型,研究发现:1)根据同心度分析,5处管口中心偏差值超过GB 50766-2012标准中管口中心允许偏差值;2)根据同轴度分析,9处呈上拱形态势,3处呈下拱形态势,4处呈连续起伏态势。激光跟踪仪检测结果与人工检测结果拥有一致性。分析得知偏移量过大可能由区域地质条件复杂,管道及检修井易发生不均匀沉降所致。建议后续对仪器进行补偿分析实验,消弭结构遮挡、检测距离过大带来的误差,为大型管道的安全运行与维护提供更加强有力的检测技术支撑。
关键词: 大型输水管道设备;激光跟踪仪;同心度;同轴度;拟合模型
引言
大型输水管道设备在运行过程中会产生一定程度的变形,主要包括正常变形与非正常变形两类。其中非正常变形由管道设备上部建筑物状况或地质状况等引发,使地面产生不均匀沉降,造成管道设备之间出现一定程度的偏移而形成变形,严重的变形会导致管道设备断裂,对管道可靠、安全运行影响甚大,可能造成经济和生命损失。
为此,需要对管道的同心度、同轴度等关键指标进行检测,分析管段之间是否存在异常偏移,判断偏移程度,以此评价管道变形程度及类型。游标卡尺、圆度测量仪、三坐标测量仪等仪器是对同心度、同轴度进行检测的常规仪器。近年来,测高仪法[1]、自动测量技术[2]等检测方法与技术逐渐得到广泛应用,但它们多用于中小型管道设备,难以在大尺径管道设备中应用。
本文首先简述同心度与同轴度检测的应用现状;其次采用激光跟踪仪对某输水工程中19套大型输水管道设备进行检测与分析;最后对应用效果进行评价,为大型管道设备的运行检测与管理维护积累了实践经验。
1 同心度与同轴度检测应用现状
同心度是一个二维概念,表征截面圆心的偏移程度;同轴度是一个三维概念,指被测管道轴线与水平轴线位置相对比的变化量。近些年,我国对管道同心度、同轴度的检测研究与应用越来越多。胡建英等[1]采用测高仪对浅圆槽工件的同心度进行了检测,表明该仪器测量精度较高。何广添[3]对常用的同轴度检测方法进行了总结,综合论述了三坐标测量法在同心度与同轴度检测中的应用。孙慧洁[4]采用误差分离方法,对多级低压涡轮转子的不同心度进行了检测与应用分析。刑道坤[5]将折点坐标算法应用于同心度与同轴度检测中,将测算精度控制在5 mm以内,满足了相关项目要求。朱革等[6]利用基于机器视觉理论的拟合方法,对精密零件进行了同心度检测,实验结果表明检测精度能够达到10 μm。由此可见,在同心度、同轴度检测方面,理论与应用研究已经较多,但正如引言所述,针对大型管道的同心度、同轴度检测的成熟方法还较罕见。激光跟踪仪是一种高精度测量设备,能够更好地应用于大型管道设备的检测,因此,下文尝试采用激光跟踪仪对大型输水管道设备进行同心度与同轴度的检测。
2 检测方案设计
2.1 检测设备
采用激光跟踪仪作为检测设备。激光跟踪仪由跟踪控制系统、角度测量系统、激光测距系统及支撑部件等部分组成,是工业测量领域中一种高精度的检测设备,如图1所示。激光跟踪仪具有检测精度高、效率高等特点,可同时集合激光干涉测距、光电探测及计算控制等多种技术,对在空间进行运动的目标进行实时跟踪、检测,同时形成实时检测的空间三维坐标。本次检测精度设置为:空间精度±15 μm+0.5 μm/m,角度精度3.5 μm/m,适用于对大型管道、结构物的详查。
2.2 检测原理及站点、测点布设
2.2.1 检测原理
激光跟踪仪的检测原理是在被测目标上安装反射器,激光在跟踪头与反射器间来回传递,实现被测目标的检测[7]。当被测目标移动时,跟踪头也会调整方向,瞄准被测目标。另外,从反射器返回到跟踪头的激光又被检测系统接收,以对被测目标的空间位置进行测算。检测原理示意图如图2所示。
2.2.2 站点、测点布设
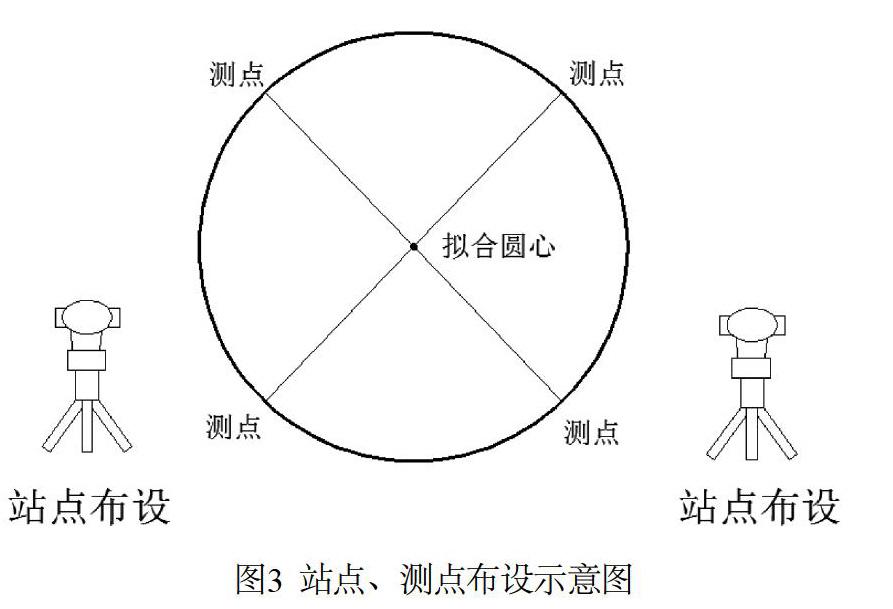
根据测量环境及管道曲面形状特点,每个管道按轴向方向分别布设4条测线,测线基本平均布设在管道4个方位,并沿同一测线方向上的每个设备或管道上设置至少2个测点。以此在管道兩侧各设置一个站点(当遇到构筑物遮挡等问题,则增设一个站点)。以假定坐标系作为测绘基准,每个站点相对管道测量2条测线。两侧坐标系通过转站基点进行校核,转站基点布设位置以与测站点通视为准,如图3所示。
利用激光跟踪仪测量每个测点的三维坐标,通过4条测线综合分析各管段的线性方向和同向性,以探究管道设备同心度、同轴度。
2.3 同心度与同轴度分析
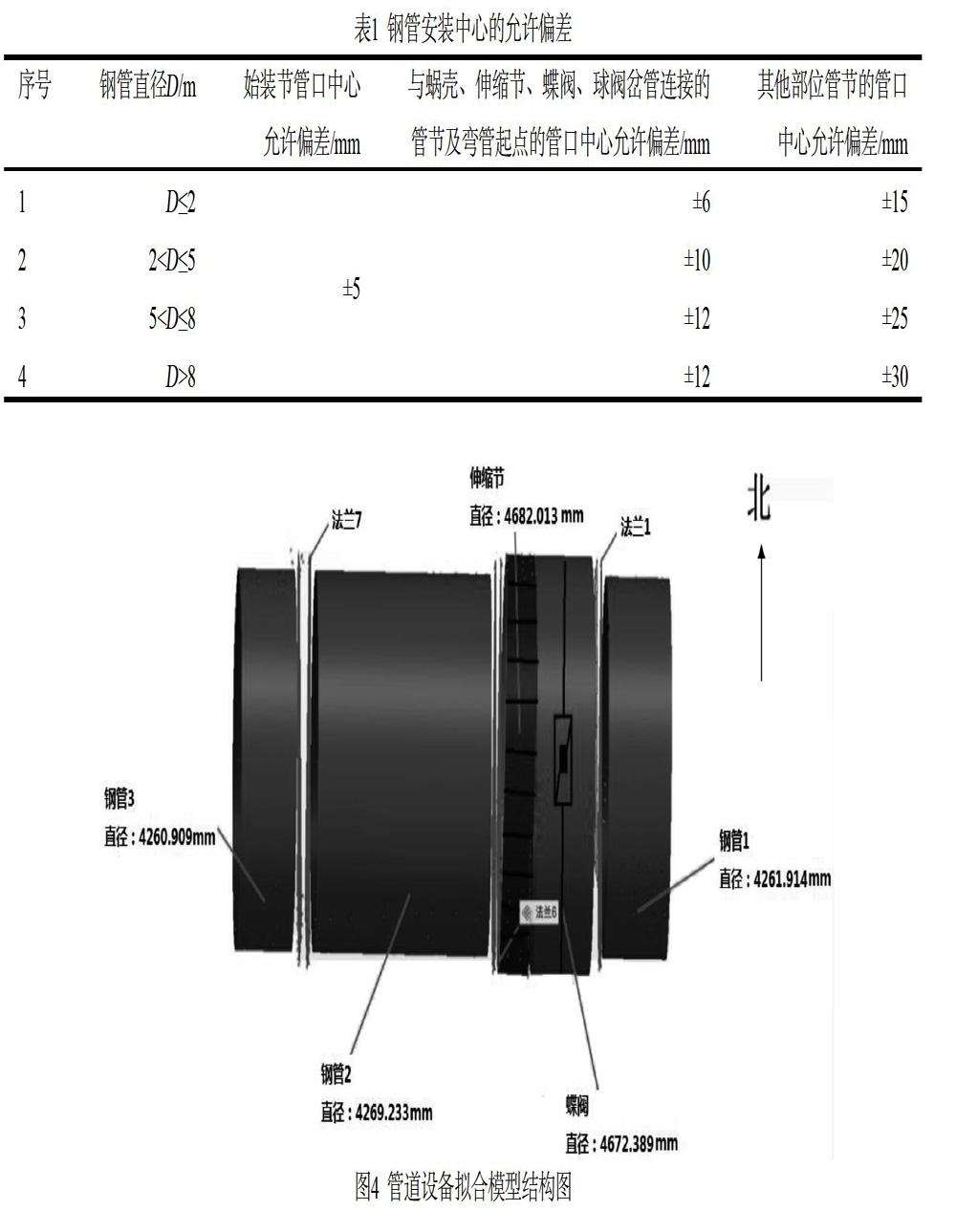
(1)管道设备同心度分析。参照GB 50766-2012标准《水电水利工程压力钢管制作安装及验收规范》[9]中的允许偏差,如表1所示。
根据工程管道设备的直径,分别选取与伸缩节、蝶阀等连接的管节的管口中心允许偏差为±6 mm、±10 mm,其他部位管节的管口中心允许偏差为±15 mm、±20 mm,作为评价标准。将激光跟踪仪检测及计算所得的管道设备轴线端点圆心坐标在垂直方向、水平方向偏差值与评价标准进行对比分析,对管道不同方向的偏差程度是否满足要求进行评价。
(2)管道设备同轴度分析。设定最右侧管段为起始端,偏角向上倾斜为“+”、向下倾斜为“-”。根据激光跟踪仪测量数据,计算得出管道设备之间轴线与基准轴线偏角值,分析二者的变化量,结合偏移角的偏移方向、偏移程度,判断整体管道的变化趋势,分析管道设备同轴程度,以此判断管道的变形趋势。根据趋势,初步设定上拱形、下拱形及连续起伏三种变形趋势。
3 检测结果分析与应用效果评价
3.1 检测结果分析
采用激光跟踪仪对某输水工程中共计19套管道设备中的管道、蝶阀、流量计等开展同心度、同轴度检测。图4为管道设备拟合模型结构图,表2为某一典型管道设备的检测结果。
根据检测结果进行拟合分析可得:
(1)根据所得的轴线端点圆心坐标偏移程度,能够分析管道设备同心度是否满足标准。通过将端点圆心坐标垂直方向、水平方向偏差值与评价允许值相对比,得出5处管口中心偏差值超过规范中管口中心允许偏差值。
(2)根据偏角值,能够分析出管段轴线相较于基准轴线的变化量。根据偏角值,并结合偏角方向与数值变化,可以得出呈上拱形态势有9处,呈下拱形态势有3处,呈连续起伏态势有4处。
(3)结合工程所在区域的沉降观测等相关资料发现,工程处于重点地面沉降区,区域地质条件复杂,管道及检修井易发生不均匀沉降,管道的偏移有可能是由地面不均匀沉降所造成的。
3.2 对比分析
对管道设备法兰连接部分平行情况、伸缩节的伸缩量、法兰连接孔是否错位等进行人工检测,以判断管道的偏移情况。通过人工现场检查,以及对管道法兰垂直外表面、伸缩节两侧法兰外表面等处在十二点钟、五点钟、七点钟的位置进行的检测,得出法兰(每对)外口厚度、伸缩节的伸缩量偏差值等,判断各管段的变形情况。将人工检测结果与激光跟踪仪检测结果在19套管道设备上进行对比分析,发现两种方法检测结果一致性较好,表明激光跟踪仪检测结果准确性高、可靠性强。
3.3 应用效果评价
通过以上对某大型输水管道设备进行的同心度、同轴度检测,结合检测结果,进行综合评价如下:
(1)激光跟踪仪检测精度分别为:±15 μm +0.5 μm/m(空间精度)、3.5 μm/m(角度精度),其检测精度较高。在19套管道设备上将激光跟踪仪检测结果与人工检测方法进行对比,一致性较好,准确性较高。
(2)管道设备拟合模型能够直观地反映出管道设备的变形情况,为管道变形规律与机理研究奠定了基础。
(3)检测过程中发现激光跟踪仪检测系统仍存在一些不足。一是由于检测环境复杂,结构遮挡等因素会造成站点、测点布置困难;二是随着检测距离的增大,仪器中角度编码器位置误差随之增大,易产生角度误差等。
4 结论与建议
本文利用激光跟踪仪对某工程19套管道设备进行了同心度、同轴度检测,结合管道设备拟合模型,计算了轴线相较于基准线位置偏角值、管道端点圆心坐标偏移程度,得到以下结论与建议:
(1)激光跟蹤仪检测结果准确度高,能够直观、清晰地反映出管道设备的现状,能够应用于大型管道的同心度、同轴度检测中。
(2)针对激光跟踪仪仍可能存在的误差,建议后续进行补偿分析实验,进一步仪器检测能力,为大型输水管道安全运行与维护提供更完善的检测技术及应用基础。
参考文献
[1] 胡建英, 张爱芳, 王丽丽, 等. 浅圆槽工件的同心度检测[J]. 内燃机与配件, 2017(22): 65-66.
[2] 郑吉先, 袁兵昌. 自动测量技术在箱体同轴度检测中的应用[J]. 内燃机与配件, 2019(23): 247-248.
[3] 何广添. 关于同轴度与同心度的测量方法的分析[J]. 机电工程技术, 2019, 48(7): 15-16.
[4] 孙慧洁. 误差分离方法在多级低压涡轮转子不同心度测量中的应用研究[J]. 科技风, 2019(28): 1, 19.
[5] 邢道坤, 彭明祥, 许立山, 等. 折点坐标算法在中国尊项目同心(轴)度测量控制中的应用[J]. 施工技术, 2019, 48(4): 20-22.
[6] 朱革, 潘帅嘉, 余小雨, 等. 基于机器视觉的精密零件同心度测量系统设计[J]. 传感器与微系统, 2020, 39(4): 77-79, 82.
[7] 徐亚明, 郑琪, 管啸. Leica AT960激光跟踪仪测量精度分析[J]. 测绘地理信息, 2020, 45(1): 8-12.
[8] 胡玉坤, 张文峰, 彭攀. 激光跟踪仪滑轨测量精度分析[J]. 城市勘测, 2019(3): 154-156, 163.
[9] 水电水利工程压力钢管制作安装及验收规范: GB 50766-2012 [S].
