
细支卷烟原料叶片结构控制方式的优化设计
2020-06-21 15:10刘鹏李敏隋相军邢立冉刘勇马知行
工业技术创新 2020年3期
刘鹏 李敏 隋相军 邢立冉 刘勇 马知行

摘 要: 为寻求打叶复烤过程中叶片结构的合理控制方法,以打叶机一打框栏和打辊转速为研究对象,试验不同形状、不同尺寸型号的框栏,每种框栏设定三种打辊转速,研究不同框栏形状、不同打辊转速对河北产地烟叶叶片结构指标及片形的影响。研究发现:使用六边形框栏打叶,叶片结构指标和片形改善明显;使用3.0~3.5英寸六边形框栏,烟叶大片率可控制在40%以内,大中片率可控制在80%以上,<2.36 mm叶片率可控制在0.5%以内,叶中含梗率可控制在1.2%以内;使用3.5~4.0英寸六边形框栏,片烟形状更趋近于圆形,卷烟制丝整丝率最高。实现了将叶梗分离后叶片结构的指标控制在适宜范围,满足了细支卷烟原料质量稳定性的要求。
关键词: 打叶复烤;细支卷烟;叶片结构;片烟形状;整丝率;一打框栏;打辊转速
引言
目前,对于细支烟原料的打叶复烤生产,复烤企业打叶机一打普遍采用菱形框栏打叶,大片率偏高、片形趋近于菱形和长条形,直接影响成品片烟的大中片率指标、卷烟制丝整丝率和烟丝填充能力[1]。对接新版细支烟生产加工要求——《卷烟工艺规范》和《打叶复烤五项关键技术指引》,通过实施片形结构优化技术,可将叶梗分离后大片率控制在45%以内,大中片率提高到80%以上,<2.36 mm叶片率控制在0.5%以内,叶中含梗率控制在1.5%以内,以提高片烟结构的均匀性[2]。
山东烟叶复烤有限公司诸城复烤厂使用的打叶机为仿COMAS卧式打叶器,具有四打十一分带一回梗打循环的组合结构,一打使用菱形框栏,在对北方产区烟叶打叶时,打辊转速450~480 r/min,打叶后大片率50%左右,片形多为长条形、菱形。为了满足细支烟原料叶片结构指标和片形要求,本文分析打叶工序对叶片结构指标和片形的影响。设定真空回潮、润叶、复烤工序和生产线流量基本保持不变,以打叶机一打框栏和打辊转速为研究对象,通过不同梯度的试验,实现降低大片率、提高中片率、优化片形、提升结构均匀性[3-5],实现叶片结构控制方式的优化设计,保障细支卷烟质量的均匀稳定。
1 材料与方法
1.1 材料、设备与仪器
1.1.1材料
烟叶样品等级为2018年保定C3L、石家庄C3L、张家口C4L,由河北中烟工业有限责任公司提供。
1.1.2 设备
(1)仿COMAS卧式打叶器(北京长征高科技有限公司生产),设备能力12 000 kg/h;
(2)试验用框栏3.5英寸菱形、3.0~3.5英寸六边形(3.0英寸六边形和3.5英寸六边形间隔排列)、3.5~4.0英寸六边形(3.5英寸六边形和4.0英寸六边形间隔排列)、3.0英寸三角形(英寸,非法定计量单位,1英寸=0.025 4 m)。
1.1.3 仪器
(1)CA24-HX1型叶片振动分选筛;
(2)CA14X型旋振分选筛;
(3)CA14型叶含梗检测机;
(4)FA2004型电子天平;
(5)TSM600型在线片形分析系统(上海创和亿电子科技发展有限公司生产)。
1.2 方法
1.2.1 试验设计
设计三种形状框栏,其中六边形框栏选用两种尺寸,每种框栏试验三种打辊转速,试验设计组合见表1。框栏形状和尺寸如图1所示。
1.2.2 试验方法
(1)试验时,每组试验原烟投入量为50 000 kg,生产线流量设定为10 000 kg/h,真空回潮、润叶和复烤工序工艺参数保持稳定,确保二润后烟叶温度和水分保持一致。
(2)叶片结构取样点为打后片烟汇总带处,每组试验待设备调试稳定后30 min取样,取样间隔30 min,每组试验取样检测5次。检测方法按GB/T 21137[6]执行。
(3)待设备调试稳定后30 min进行片形检测,以后每30 min检测1次,使用在线TSM600型在线片形分析系统测试圆度率。
(4)每组试验完成后,根据试验编号更换框栏,并清理设备。
2 结果与分析
2.1 叶梗分离后叶片结构
2.1.1 大片率
不同框栏、不同打辊转速下叶梗分离后,大片率有较大差异,如表2所示。分析可见,对比菱形框栏,使用六边形框栏和三角形框栏时的大片率均有所降低,六边形框栏下降最明显,大片率可控制在40%以内。其中,3.0~3.5英寸六边形框栏大片率平均降低8.06%,3.5~4.0英寸六边形框栏大片率平均降低7.33%,3.0英寸三角形框栏大片率平均降低4.25%。
2.1.2 大中片率
不同框栏、不同打辊转速下叶梗分离后大中片率如表3所示。分析可見,采用四种不同形状尺寸的框栏时,叶梗分离后大中片率基本接近,结合表2中大片率数据(中片率=大中片率-大片率),六边形框栏的中片率提高最多,3.0~3.5英寸六边形框栏打叶时,打辊转速370 r/min对应的大中片率最高;3.5~4.0英寸六边形框栏打叶时,打辊转速380 r/min对应的大中片率最高。大中片率平均值均控制在80%以上。
2.1.3 <2.36 mm叶片率
不同框栏、不同打辊转速下叶梗分离后<2.36 mm叶片率如表4所示。分析可见,在四种不同形状尺寸的框栏中,3.0~3.5英寸六边形框栏打叶造碎率最低,为0.13%,随着打辊转速提升,造碎率逐渐升高。使用六边形框栏打叶,合理控制打辊转速,更适合细支烟加工降碎片的要求[7-9]。<2.36 mm叶片率平均值均控制在0.5%以内。
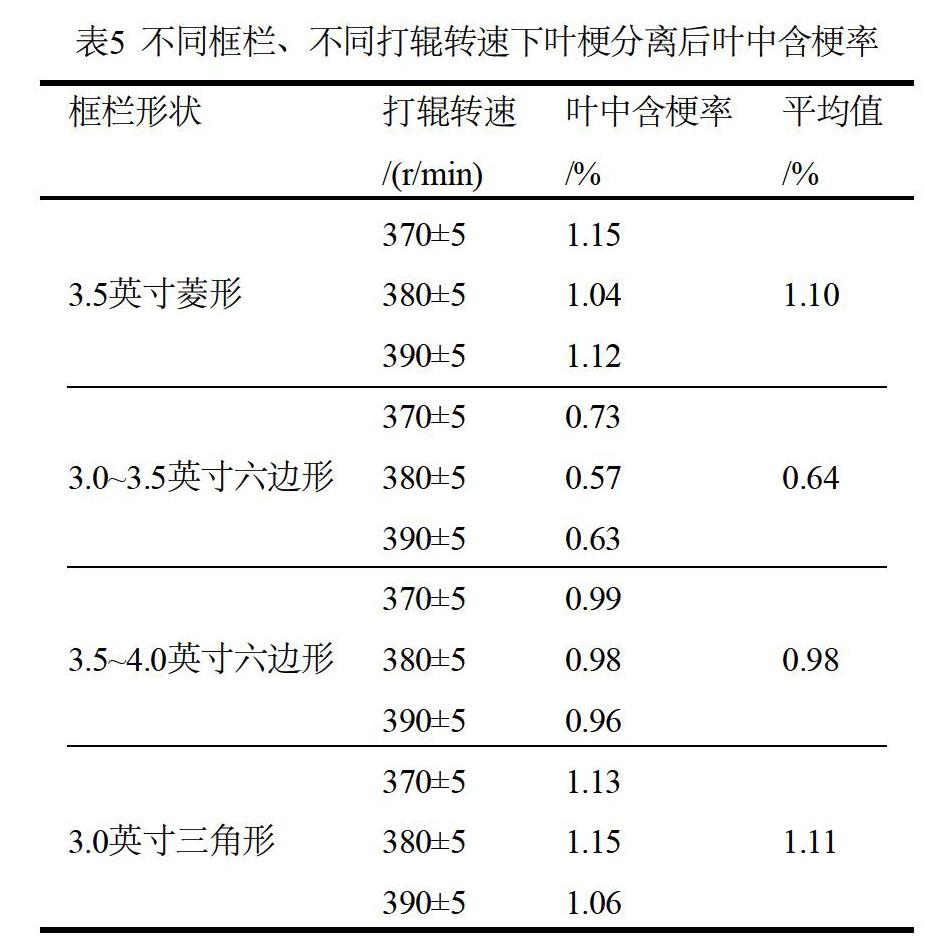
2.1.4 叶中含梗率
不同框栏、不同打辊转速下叶梗分离后叶中含梗率如表5所示。分析可见,在四种不同尺寸型号的框栏中,六边形框栏叶中含梗率最低,均低于1.0%,随着打辊转速提升,叶中含梗率有所降低,3.0~3.5英寸六边形框栏叶中含梗率最低,为0.64%。叶中含梗率平均值均控制在1.2%以内。
2.2 片烟圆度率
2.2.1 片烟圆度率计算公式
TSM600型在线片形分析系统利用图像处理技术获得片烟图像,通过图像处理分析,检测每片片烟的面积,以圆度率表示片烟形状,公式为
C—片烟圆度率;
A1—片烟面积,mm2;
A2—片烟外接圆面积,mm2。
利用图像处理技术获得的片烟图像及处理分析结果如图2所示。
2.2.2 圆度率与整丝率的关系
片烟圆度率代表片烟形状与圆形的接近程度,圆度率越大,片烟形状越接近圆形;圆度率越小,片烟形状越细长。实践证明,烟丝的整丝率是随着圆度率的增加而提高的。但是,并不是说圆度率越大越好,圆度率过大,切丝时会产生一定造碎,反而影响整丝率[10]。
从图3可以看出,整丝率随着圆度率的增加先升高再降低,圆度率在0.3%~0.8%时,整丝率大于80%;圆度率在0.5%~0.7%时,烟丝整丝率最好。
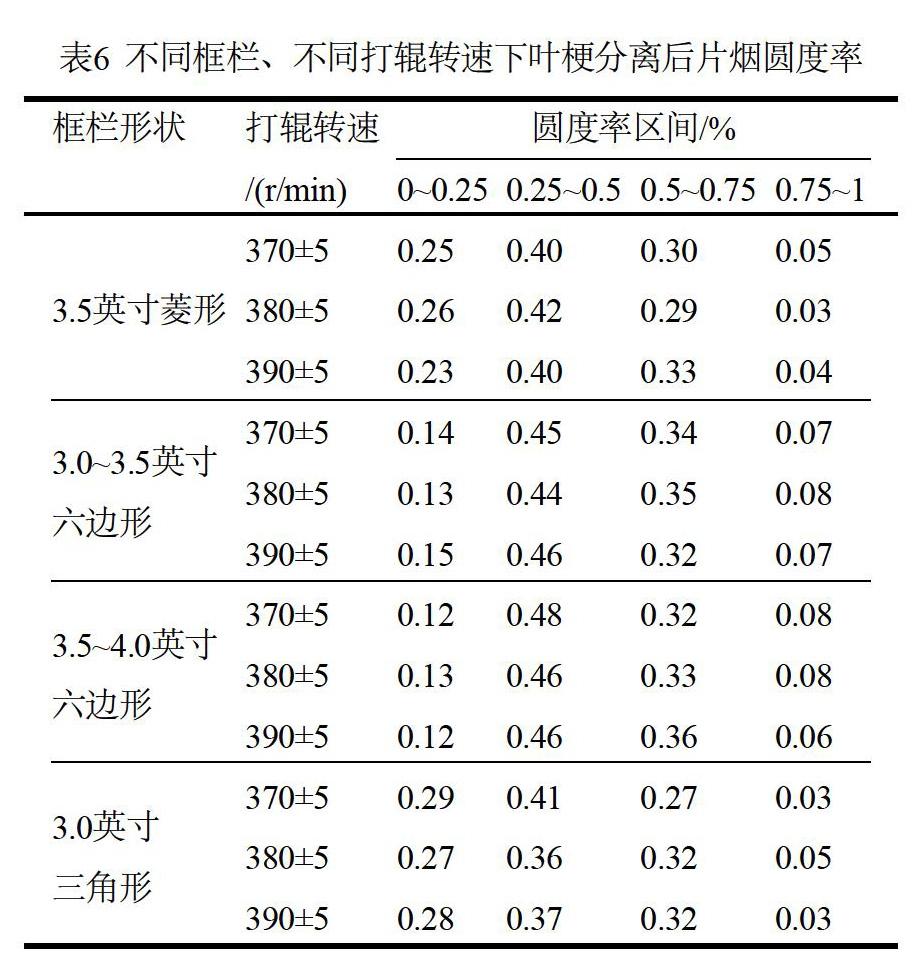
2.2.3 叶梗分离后片烟圆度率
不同框栏、不同打辊转速下叶梗分离后片烟圆度率如表6所示。在0~0.25%区间,六边形框栏打叶片烟圆度率低于菱形框栏和三角形框栏,说明六边形框栏打叶的片烟形状优于菱形框栏和三角形框栏。按照整丝率大于80%统计,片烟圆度率在0.25%~0.75%区间最好的为3.5~4.0英寸六边形框栏,打辊转速为390 r/min。
3 结论
本文通过开展打叶机一打不同框栏、不同打辊转速下打叶工序的对比试验,针对以河北产地为代表的北方烟叶,研究了一定范围内框栏形状、尺寸和打辊转速对叶梗分离后叶片结构指标和片烟形状的影响,结果表明:
(1)打叶机一打使用六边形框栏,可有效降低大片率、提高中片率,<2.36 mm叶片率和叶中含梗率也明显降低,基本满足细支卷烟原料叶梗分离后叶片结构指标的要求;
(2)使用3.0~3.5英寸六边形框栏,打辊转速370 r/min时,叶片结构指标优于其他试验组合;
(3)使用3.5~4.0英寸六边形框栏打叶,片烟形状更趋近于圆形,卷烟制丝整丝率高于菱形框栏和三角形框栏。
参考文献
[1] 高伟, 王晶, 米锋, 等. 打叶器结构对打后片烟片形的影响[J]. 烟草科技, 2018, 51(1): 93-97.
[2] 徐维华, 罗登山. 卷烟工艺规范[M]. 北京: 中國轻工业出版社, 2016.
[3] 孔祥, 杨波, 肖方明, 等. 不同形状打叶框栏对叶片结构的影响[J]. 安徽农业科学, 2018, 46(23): 175-176.
[4] 杨江平, 钱旎, 周玉新, 等.不同形状打叶框栏组合对烟叶打后叶片结构和经济指标的影响[J]. 南方农业, 2020, 14(7): 30-32.
[5] 蔡联合, 邹克兴, 孙建生, 等. 打叶框栏尺寸对烤烟打叶过程中叶片结构及出片率的影响 [J]. 湖南农业科学, 2017(8): 78-80.
[6] 烟叶 片烟大小的测定: GB/T 21137-2007[S].
[7] 袁帅, 徐磊, 姚小龙, 等. 基于中细支卷烟的叶片结构优化研究[J]. 轻工科技, 2020, 36(4): 113-114.
[8] 张大波, 孔臻, 吴硕, 等. 国内细支卷烟加工工艺现状[J]. 烟草科技, 2018, 51(1): 79-84.
[9] 高宏. 打叶机框栏改进与打后烟叶叶片结构关系探讨[J]. 化工管理, 2019(2): 194-195.
[10] 孙嘉. 烟丝整丝率变化率对卷烟卷接质量控制的影响[J]. 研究科技与创新, 2014(20): 123.
