协作机器人在行星减速机装配系统中的应用
2020-06-19 08:51何书龙王文钊华正雨
中国新技术新产品 2020年6期
何书龙 王文钊 华正雨 赵 鑫
(沈阳新松机器人自动化股份有限公司中央研究院,辽宁 沈阳 110168)
行星减速机是机械传动机构最重要的组成部件,市场需求量巨大,应用领域广泛。行星减速机内部主要为齿轮传动结构,结构精密、复杂,所以行星减速机主要依靠人工装配生产。但是随着中国工业规模的发展和人口红利的消失[1-2],市场对行星减速机的需求不断增加,而生产的人工成本持续提高。因此,亟需降低行星减速机生产的人工成本并提高生产效率。但是由于齿轮传动的精密性,目前无法实现全自动生产。
出于安全考虑,协作机器人及技术的应用是实现与人协同工作,联通全自动与纯手工的一座桥梁。协作机器人牺牲了部分负载能力,却大大提高了安全性。协作机器人与传统工业机器人相比,具有3个特点。1)安全性高,人与机器人可以共用工作空间[3]。2)易用性强,示教方便,操作便捷。3)易部署,协作机器人质量轻,搬运轻便,安装调试时间短。
该文提供了一种将协作机器人应用于行星减速机生产的人机协作方案,利用协作机器人的碰撞保护、力反馈、视觉识别等技术,保障与协作机器人共同工作的人员的安全,为行星减速机的高效率、低成本的生产提供一条新思路。
1 系统总体方案设计
该系统主要用于行星减速机的生产装配过程,包括零件的上下料、零件的分拣、齿轮等零件装配。如图1所示,该系统主要包括3个部分。1)由复合机器人和货架组成的上下料平台,负责减速机零件上料及完成品下料。2)三维分拣平台,负责减速机关键零件的分拣,零件主要包括壳体、中心齿轮、行星齿轮、端盖等。3)协作装配平台,负责完成壳体固定、齿轮装配、端盖装配,以及与人协作完成端盖顶丝拧紧、成品检验工作。
该系统的工作流程分为3个步骤。1)由复合机器人从货架上取下要分拣的零件倒进振动槽中,经过三维分拣平台的三维相机识别,由协作机器人将分拣出来的零件放在协作装配平台。2)由协作装配平台里的协作机器人完成壳体固定,减速机齿轮、端盖力控装配,由人完成端盖顶丝拧紧后,协作装配机器人将装配完成的减速机存放如成品料盒。3)由复合机器人将装配完成的减速机从协作装配平台搬运到货架,完成减速机的整个装配流程。
1.1 复合机器人上料系统设计
行星减速机装配系统的上下物料采用新松公司生产的复合机器人,该复合机器人分为麦克纳姆轮底盘、七轴协作机器人和末端视觉夹爪3个部分。
其中移动部分采用麦克纳姆轮底盘,可实现全方向移动,零半径回转,自带激光导航,二维码定位,可以实现精准导航和定位,综合定位精度能达到±2 mm。抓取部分采用5 kg七轴协作机器人,负载5 kg,重复性定位精度达到±0.05 mm,该机器人有碰撞保护、拖拽示教功能,不仅安全性高,而且运动姿态丰富,示教方便。末端视觉夹爪采用二维相机识别物料位置,再用气动夹爪实现物料抓取、搬运,保证物料可以及时准确地投放到振动槽内。

图1 行星减速机装配系统结构图
1.2 三维分拣、协作装配平台设计
行星减速机装配系统中的减速机自动分拣和装配系统安装在同一个平台上,分为三维分拣部分、零件定位部分和协作装配部分3个部分。工作时由分拣协作机器人将零件分拣后放置到零件定位部分,再由装配机器人从零件定位部分将零件取出,到协作装配部分实现减速机装配。
该系统主要是基于协作机器人设计的,主要利用协作机器人的高安全性、高灵敏性和快速配置的特点和多机器人协同规划设计,保证机器人与机器人,机器人与人能安全协同工作。
其中三维分拣平台运用了三维视觉识别、机器人空间路径规划、3D模型空间点云碰撞等多种AI技术,实现了减速机零件的快速分拣。而协作装配平台运用了精准力控、碰撞保护和精准装配技术。
1.2.1 三维分拣平台设计
三维分拣平台主要由分拣协作机器人、三维视觉相机、机架、振动槽5个部分构成。
协作机器人选取新松公司的协作机器人,负载5 kg。末端搭载电动二指夹爪,夹持力40 N。三维相机选用的是3D智能相机,为了满足三维相机的视觉识别范围要求,将相机架设在振动料槽正上方1 m处,如图5所示。振动槽与振动台相连,便于零件夹取,振动台振动频率50 Hz,振幅5 mm。
分拣工作流程为复合机器人将零件倒进振动槽内,三维相机拍照后进行识别,如果识别不到合适抓取的零件,振动槽振动10 s,改变槽内零件位置和姿态,相机再次拍照识别,直到识别到可抓取的零件,再由协作机器人抓取零件到零件定位部分。
1.2.2 协作装配平台设计
如图2所示,协作装配平台的协作机器人同样选择新松公司的协作机器人,负载5 kg,末端搭载力控视觉末端夹爪,夹爪选取电动二指夹爪,夹持力40 N,视觉相机为二维视觉相机,力矩传感器选用OnRobot品牌的六维力矩传感器。机架台上设计有壳体定位台、端盖定位台、齿轮定位台和装配固定台。
工作时,二维视觉相机先识别零件,抓取壳体放在装配固定台上固定,然后夹爪抓取齿轮进行安装。安装时,利用齿轮装配时齿轮传递给六维力矩传感器的力矩大小,实时调整齿轮位置,最终完成齿轮装配。齿轮装配完成后,将端盖安装在减速机上,再由人将顶丝拧紧,固定端盖,最后将完成的减速机放在成品待取位置。
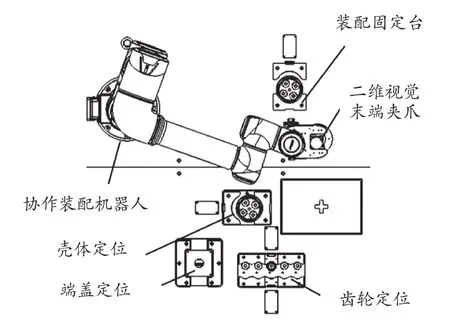
图2 减速机装配平台结构图
2 P L C电气控制系统设计
该系统的电气控制应用西门子1200系列PLC作为总控制进行调度,使用以太网通信的方式与各组模块之间进行TCP/IP信息的交换。
西门子PLC使用以太网通信功能中的PN口通信功能。西门子PLC作为服务器,与其他组成模块进行数据交换,各部分作为客户端进行设置,并且约定使用同一网段进行通信。网段要求为192.168.0.XXX网段。各详细地址根据实际调试时分配。
PLC设置2个DB模块存储区,分别为输入和输出信号的存储区。具体协议根据每一个模块的要求单独编写。该文将PLC地址设置为192.168.0.1主站,机器人控制器设置为192.168.0.10,2个DB块中预设20个BYTE型存储区。PLC发送命令至DB块中,机器人控制器可以读取相应的信息,同时机器人控制器反馈的信息也可以发送至指定的DB块中被PLC获取。该实例分配了3个机器人控制器,并顺延网址,均实现通信控制。
PLC对每一个模块在运行过程中的数据交互信息进行采集和反馈控制,例如正在运行时的各轴位置参数。机器人运动结束后将信息发生至PLC,PLC根据逻辑编程再发送下一步的启动命令至机器人。从而实现PLC与机器人配合的自动控制。
控制系统中设计应用了触摸屏控制器,在触摸屏上设计了工作界面和调试界面2个界面。在调试时应用调试界面,来监视和控制该系统中的机器人、传感器等部分的实时状态,调试完成后隐藏该界面,显示工作界面,工作界面可以控制系统的运行、暂停和初始化,方便用户操作。
3 结论
该文提供了一种协作机器人在行星减速机装配系统中的应用方案,解决了传统人工装配造成的成本高、效率低的问题,突破了传统工业机器人无法与人协同工作的现状。在工业装配方面,突显了协作机器人的高安全性、易用性和快速布置的特点,为后续协作机器人的市场应用提供了新的参考方向。
猜你喜欢
山东冶金(2022年1期)2022-04-19
百科探秘·航空航天(2020年6期)2020-07-09
作文成功之路·小学版(2019年8期)2019-09-18
读者(2018年20期)2018-09-27
读者(2017年14期)2017-06-27
山东工业技术(2016年15期)2016-12-01
设备管理与维修(2016年7期)2016-04-09
少儿科学周刊·儿童版(2016年1期)2016-03-14
读写算(下)(2016年9期)2016-02-27
电子工业专用设备(2015年4期)2015-05-26