
大修花键轴表面裂纹对使用性能影响的分析探讨
2020-06-15 06:29高龙
理论与创新 2020年8期
关键词:裂纹
高龙

【摘 要】轨道车辆传动系统部件关系到行车安全,车辆大修过程需要对齿轮类部件拆解后实施探伤,无损检测人员需要根据多方面因素判别使用状态。本文通过实际检测案例,从原材化学成分、裂纹部位微观形态、热处理性能等分析了裂纹产生原因,以及使用性能等进行分析,作为类似部件无损检测过程提供参考。
【关键词】花键轴;荧光磁粉检测;裂纹;使用性能
引言
某大修轨道车的换向箱在拆解检测过程中,其齿轮类部件经荧光磁粉检测中发现表面存在微裂纹类缺陷。该类缺陷在齿轮类部件大修过程中经常出现,无损检测人员参照相关标准直接判废处理,后续新部件的配套造成生产周期及生产成本居高不下。因此,考虑通过对花键轴表面裂纹区域的相关测试,分析裂纹产生原因。
1.实施过程
1.1无损检测
该花键轴用于某轨道车换向箱,位于输入轴位置,材质为30CrMnTi,热处理工艺采用碳氮共渗加淬火处理。花键轴采用荧光磁粉无损检测,发现键表面存在大量平行排列的微裂纹,裂纹位置为键槽底部,方向沿花键轴旋转方向,初步判断为裂纹类缺陷,按照无损检测验收标准不允许存在。
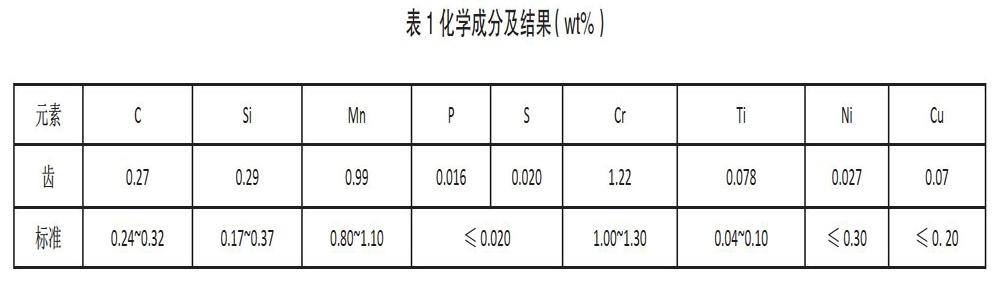
1.2化学成分分析
从键槽部位切取一块样品,进行内部化学分析检测,结果如表1所示。结果表明,花键轴材料的化学成分符合GB/T 3077-2015合金结构钢中30CrMnTi组成要求,原材部分符合技术要求。
1.3金相分析
切取包含裂纹的键零件金相试样块,将试样磨抛好后置于金相显微镜下观察。结果发现,键表面裂纹呈沿晶分布,深度约0.19mm,如图3a)和b)所示。
初步分析:键表面裂纹呈沿晶分布,并存在脱碳迹象,较大可能为渗碳淬火前已存在或渗碳淬火中产生的裂纹。不能排除裂纹是因表面磨削加工过程应力过大,加上碳氮共渗过程表层氢引入,后续去氢、去应力不彻底,使用中产生延迟裂纹。
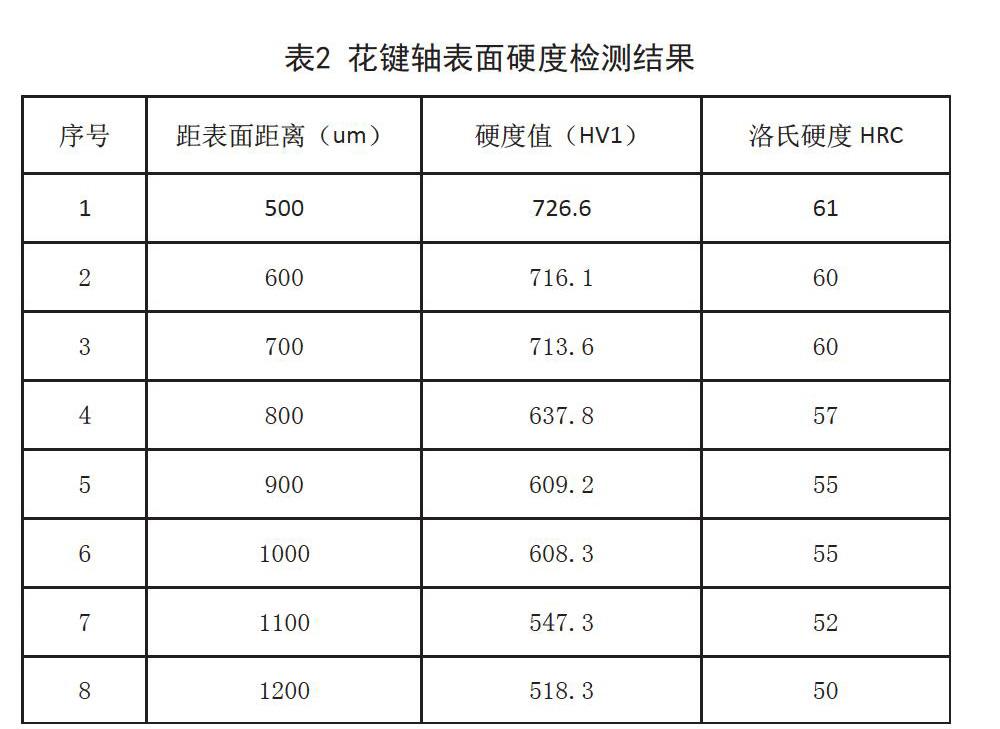
1.4渗层深度检测
对花键轴渗层进行显微硬度檢测,有效渗层深度为CHD=1.096mm,满足图纸要求渗层深0.8mm-1.2mm范围,检测结果见表2。渗层最高硬度值为61HRC,最低值52HRC。
2.结束语
(1)由上述检测结果分析,齿轮化学成分、渗碳深度及硬度符合技术要求,键表面存在裂纹,裂纹深度为0.19mm。由于该部件新制时均经过无损检测,故裂纹产生原因倾向于表面磨削加工过程应力过大,以及碳氮共渗后续去氢、去应力不彻底,在使用初期产生的延迟裂纹。
(2)花键轴裂纹深度较浅,均不超过渗层深度的五分之一,同时键槽根部平面不是受力部位,从受力分析角度,外力不存在明显加剧裂纹扩展的分力,对产品的使用性能无较大影响。
参考文献
[1]万升云.磁粉检测技术及应用[M].北京机械工业出版社,2018年:129-143GB/T 3481-1997.齿轮轮齿磨损和损伤术语[S]
猜你喜欢
辽河(2022年1期)2022-02-14
青年文学家(2021年16期)2021-08-05
当代化工(2019年8期)2019-12-13
人民长江(2019年7期)2019-09-10
中文信息(2019年6期)2019-07-01
扬子江(2019年1期)2019-03-08
西部论丛(2018年12期)2018-11-28
科学与技术(2018年25期)2018-06-17
家教世界·现代幼教(2017年4期)2017-05-15
中老年健康(2016年5期)2016-06-13
