焊材工艺性的数据化评价
2020-06-13 09:52:06马易思
经济技术协作信息 2020年16期
◎ 马易思
引言
焊材工艺性的分析评估主要依靠操作者的直觉和经验定性评估,这种以主观感受为主的评估方式有一个天然的弊端,就是对于同一种焊材的工艺性不同的操作者会得出出入较大的评价。随着焊接产品对高品质、高效率和精细化要求的提高,同时信息化技术的发展与应用,传统的焊接经验逐步变得可记录、可保存、可定量分析。传统的以主观感受为基础的焊材工艺性的定性评价方式必将由数据信息为基础的定量分析与评价方式所替代。
一、电弧电参数的数据化
焊材工艺性,主要包括两个大的方面,一方面是焊接过程的稳定性,也就是电弧的稳定性和熔敷金属的过渡特性,这关系到熔池的稳定和飞溅的程度,另一方面是熔池凝固后的成型,这关系到焊接缺陷如夹渣和焊道的表面质量。
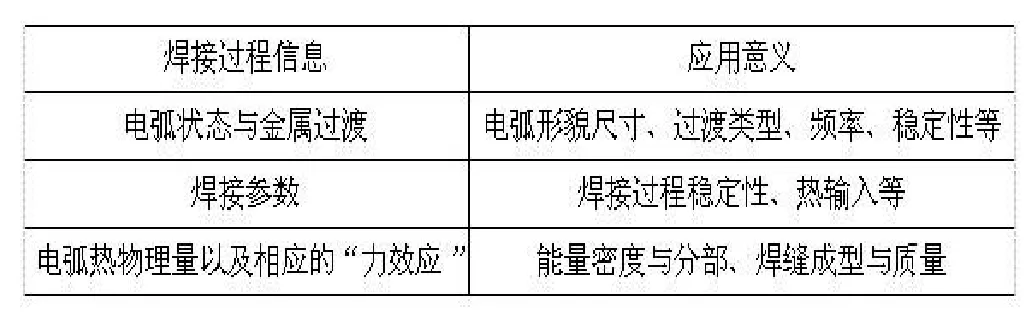
表1 焊接过程信息及应用意义
电弧稳定性,可以通过对电参数的测量进行定量分析和评价。电流、电压这些电参数与电弧的物理特性存在着联系。通过对这些电参数的采集和分析可以对焊接过程中的电弧物理特性进行定量分析和评价。现在焊接电参数的采集和测试技术也已经成熟。市场上已经有商用的焊接电参数分析仪。这种分析仪能够记录焊接过程中的电流电压的瞬时值,可以精确地描述了电流电压的随机变化。
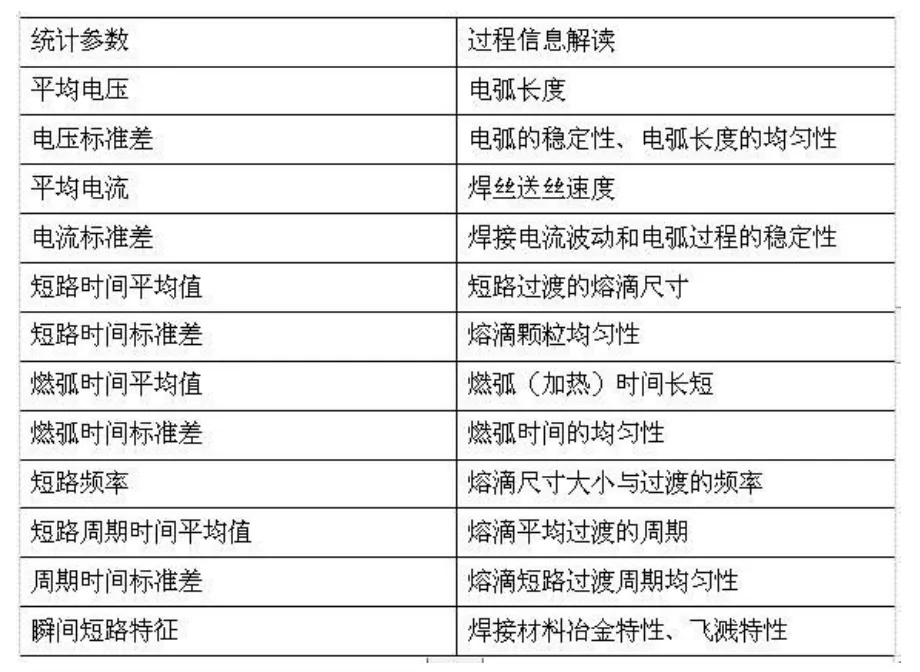
表2 统计参数和焊接过程信息的解读
二、药芯焊丝工艺性的数据化评价实例
采集到的焊接参数经过统计分析可以得到电弧电压的波形图,以及电压概率密度和电流概率密度分布图等,这些电参数数据反应了焊接过程中的电弧物理特性,进而可以定量评价焊接过程中的电弧稳定性及熔敷金属的过渡特征,从而对焊材的工艺性进行定量分析和评价。
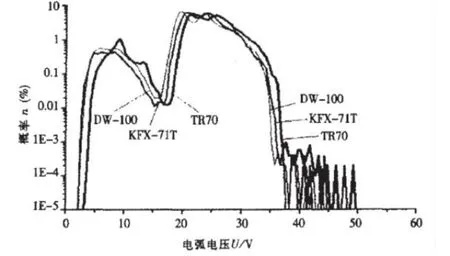
图1 不同药芯焊丝的电弧电压概率密度分布图[1]
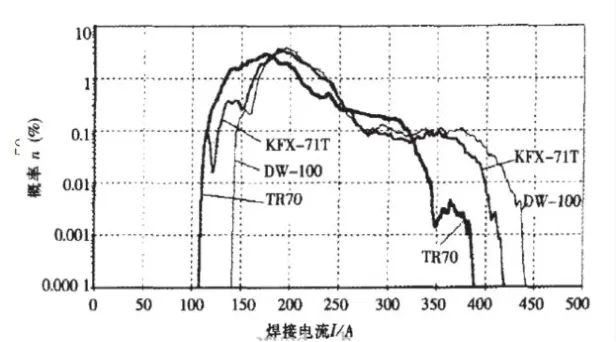
图2 不同药芯焊丝的电弧电流概率密度分布图[1]
图1为相同工艺参数下不同药芯焊丝的电压概率密度分布图,这三种药芯焊丝的电压概率密度分布图具有类似双驼峰的形式,左边的小驼峰的概率密度分布范围的大小表示的是短路过渡行为,大驼峰的概率密度分布范围则表示的是正常燃弧行为。但在细部的特征上如短路电压和正常燃弧电压的概率范围上又有较大的差异。图2为这三种药芯焊丝的电流概率密度分布,左边概率较高的部分表示正常燃弧时的电流的概率密度,中部较平缓的部分表示的是熔滴短路时产生的大电流的概率密度。焊接过程中熔滴短路越少,这部分就越低。
三、结论
1.将焊接过程中的电弧特性进行定量的评价,通过数据来评判某一种焊材的电弧特性和稳定性以及熔敷金属的过渡特性。通过焊接电参数的数据采集和分析,避免了从前主观评判的弊端,同时也加深了对焊接工艺的理解和控制。
2.焊材工艺性中加入电参数的分析和评判,可以对焊材进行进一步的优选,提高焊材与实际生产的匹配程度,进而提高效率和降低成本。
焊接电参数的积累和理解也将是未来焊接自动化生产线的基础,焊接质量监测的核心。
猜你喜欢
电焊机(2024年1期)2024-03-01 06:20:44
节能与环保(2022年3期)2022-04-26 14:32:36
金属加工(热加工)(2020年12期)2020-02-06 05:58:58
现代工业经济和信息化(2016年12期)2016-05-17 05:37:50
金属加工(热加工)(2015年8期)2015-12-27 07:36:16
焊接(2015年3期)2015-07-18 11:03:24
焊接(2015年2期)2015-07-18 11:02:38
机械制造文摘(焊接分册)(2014年1期)2014-03-20 13:57:32
河南科技(2014年15期)2014-02-27 14:12:35
河南科技(2014年5期)2014-02-27 14:08:36