螺纹锁紧环换热器接管过渡短节的应用分析
2020-06-12 09:46:20张昆
化工设备与管道 2020年2期
张昆
(兰州兰石重型装备股份有限公司设计部(青岛),山东青岛 266520)
随着近几年国内外炼油企业的加氢裂化和加氢脱硫装置趋于大型化,螺纹锁紧环式高压换热器的应用也越来越广泛。螺纹环式换热器接管与外部管道的连接主要分为法兰连接、接管与对接管道直接焊接、接管通过过渡短节与对接管道焊接三种方式。为了降低换热器与管道连接处的泄漏风险,又便于接管与对接管道焊接,采用过渡短节连接换热器接管和对接管道的方式越来越常见,如图1 所示。本文分析了换热器接管采用过渡短节与对接管道连接时的受力变化,并且总结了制造过程中的不同之处,为以后的设计和应用提供依据。
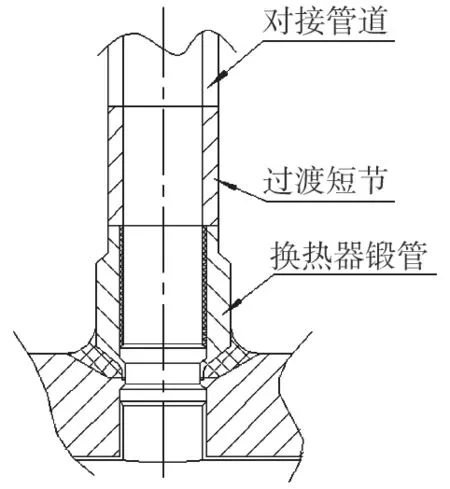
图1 接管通过过渡短节与对接管道连接Fig.1 Detail of nozzle and external pipeline connection using transitional short section
1 采用过渡短节与不采用过渡短节的受力分析对比
现以一台高压螺纹环换热器管程设计条件进行具体分析:设计压力Pi=16.5 MPa,设计温度250℃,锻管材料14Cr1Mo 锻件,接管端部受力如图2 所示,L=200 mm, Fx=24 510 N,Fy=24 510 N,Fz= 24 510 N,Mx=22 760 000 N·mm,My=22 760 000 N·mm, Mz=22 760 000 N·mm,锻管设计温度下许用应力[σ]t=153 MPa,接管端部外径D=242 mm,接管内径d=202 mm。

图2 带短节接管受力Fig.2 Diagram of force on nozzle with transitional short section
1.1 采用过渡短节时,接管端部即图2中B-B截面受力分析
1.1.1 轴向拉应力
(1)由弯矩引起的轴向拉应力σω:
∑My= My-Fz×L
∑Mz= Mz-Fy×L
总弯矩:

弯矩引起的轴向拉应力:

(2)Fx作用的轴向拉应力

(3)由内压对B-B 截面产生的轴向拉应力
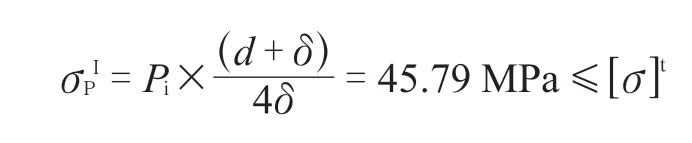
(4)组合轴向拉应力

1.1.2 由内压引起的环向拉应力
σI= Pi× ( d +δ ) / 2δ = 91.575 MPa ≤[σ]t
1.1.3 剪应力
(1)扭矩引起的剪应力τπ
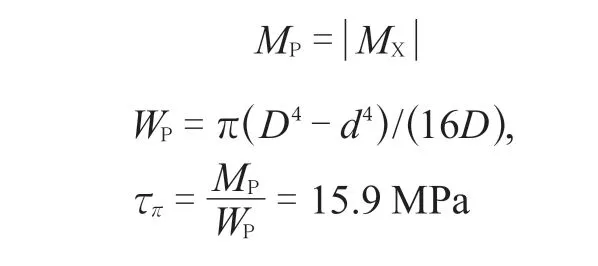
(2)外力Fy,Fz引起的剪应力

(3)组合剪应力
τ = τn+ τF= 18.38 MPa ≤0.6 [σ]t
1.1.4 组合应力
操作时最大主应力:

停工时最大主应力:

1.2 不采用过渡短节时,接管端部即图3中A-A截面受力分析
1.2.1 轴向拉应力:
(1)由弯矩引起的轴向拉应力σω
总弯矩:

图3 不带短节接管受力Fig.3 Diagram of force on nozzle without transitional short section

弯矩引起的轴向拉应力:

(2)Fx作用的轴向拉应力

(3)由内压对A-A 截面产生的轴向拉应力

(4)组合轴向拉应力

1.2.2 由内压引起的环向拉应力
σI= Pi×( d + δ ) / 2δ = 91.575 MPa ≤[σ]t
1.2.3 剪应力
(1)扭矩引起的剪应力τπ

(2)外力Fy,Fz引起的剪应力τF

(3)组合剪应力
通常原子以光子的形式吸收辐射,这使其电子跃迁到高能态,然后这些电子自发降到低能态,释放出光子,这就是“自发发射”。但是,如果把足够的电子放到一种介质中,使其处于受激态,新光子会使电子降到低能态,释放出光子而不吸收光子。在这种情况下,适当调谐的光子具有特定的波长、相位和方向,会诱导受激电子释放出具有同样性质的光子。现代的激光器中包含激发电子的输入能源装置,这种装置处于一种类似晶体的介质中,这种介质位于两块镜子之间,其中的一块镜子只是局部反射光线。在两块镜子之间持续反射的光不断受激发射,形成通过局部反射的镜子射出的单色光(激光)。
τ = τn+ τF= 18.38 MPa ≤0.6 [σ]t
1.2.4 组合应力
操作时最大主应力:

停工时最大主应力:

1.3 两种情况受力对比总结
通过以上的计算分析可以看出,增加短节时,接管端部所受的总弯矩小于不增加短节时该处受到的总弯矩,因此弯矩引起的应力较小。而由内压引起的应力及剪应力在两种情况下,未发生变化。
1.1 节中增加短节L 后产生的力矩方向与初始力矩方向相反,因此降低了锻管端部的受力。
若保持初始力矩大小不变,将方向发生变化,经计算,增加短节L 的情况下,接管端部即图2 中B-B截面所受组合轴向拉应力为102.19 MPa,相比不增加短节时的92.5 MPa 增加了约20%。
2 采用过渡短节与不采用过渡短节的制造过程对比
因螺纹锁紧环壁厚较大,且多数为铬钼钢制造,因此设备制造完毕后需要进行整体焊后热处理。
不带过渡短节的接管与壳体焊接后直接随设备进行焊后热处理,而带过渡短节的接管,过渡短节根据材料不同,与接管相焊的时机不同,对接处堆焊的焊材也不同。而过渡短节材料通常与接管的对接管线材料相对应。
2.1 设备锻管为铬钼钢+堆焊(E309L+E347),对接管线为S32168不锈钢
过渡短节材质选定为S32168,接管与不锈钢短节焊接如图4,此时接管与短节焊接应在设备最终热处理之后,水压试验前进行。

图4 锻管与短节焊接Fig.4 Detail of welding forging nozzle and transitional short section
2.2 设备接管为铬钼钢+堆焊(E309L+E347),对接管线为SA106.GR.B碳钢
过渡短节材质选定为16Mn 锻件,接管与过渡短节焊接如图5,此时接管与短节焊接也应在设备最终热处理之后,水压试验前进行。但接管与短节焊接完毕后需对环向焊接接头进行局部消除应力热处理。该种情况下,增加过渡短节,就免去了工程现场对管线与接管对接环缝做局部热处理的步骤。

图5 锻管与短节焊接Fig.5 Detail of welding forging nozzle and transitional short section
3 结论
本篇文章在受力和制造两方面对比了螺纹环换热器接管带过渡短节与不带过渡短节的不同:
(1)当增加短节后产生的力矩方向与初始力矩方向相反时,会降低接管端部的受力;反之,受力会有少许增加,但因为通常过渡短节长度较短,增加的应力不会太大。
(2)增加过渡短节,尤其是对接管线为碳钢时,可以免去工程现场对管线与接管对接环缝做局部热处理的步骤。
综上,本文分析了螺纹环换热器接管采用与不采用过渡短节与对接管道连接时的受力,总结了制造过程中的不同之处,为以后的设计和更广泛的应用提供依据。
猜你喜欢
大电机技术(2022年4期)2022-08-30 01:38:54
钻采工艺(2022年2期)2022-05-18 06:30:56
新疆钢铁(2021年1期)2021-10-14 08:45:38
四川轻化工大学学报(自然科学版)(2021年1期)2021-06-09 06:12:18
辽宁化工(2021年3期)2021-04-06 02:28:26
能源工程(2020年6期)2021-01-26 00:55:18
铁道通信信号(2020年10期)2020-02-07 01:01:14
石油管材与仪器(2019年3期)2019-07-03 08:19:00
石油管材与仪器(2015年6期)2015-04-04 09:39:56
河南科技(2014年13期)2014-02-27 14:11:25