NaA分子筛膜用于医药企业乙醇脱水精制回收
2020-06-08 09:50王志龙罗超吴巍盛春光
中国化工贸易·中旬刊 2020年2期
王志龙 罗超 吴巍 盛春光


摘 要:采用高分离性能NaA分子筛膜对医药企业对回收乙醇1及回收乙醇2进行脱水精制回收,并對其渗透汽化性能进行测试,在操作温度为85℃、真空度为300~500Pa的条件下,对乙醇含量为90wt.%的乙醇/水体系进行分离,随着时间的进行渗透通量平均在1.1kg·m-2·h-1,渗透液中平均水含量99.6wt.%。运行结果表明,该两种原料通过NaA分子筛膜进行乙醇精制回收可行且效果较好。通过运用该膜工艺医药企业建立10000t/a乙醇脱水制备精制回收乙醇,运行以来将含水量10%的回收乙醇1和回收乙醇2脱水至含水量在0.5%以下,连续运行稳定分离结果较好,节能减少成本效果显著。
关键词:NaA分子筛膜;乙醇脱水;渗透汽化
Abstract:high performance NaA zeolite membrane was prepared by hydrothermal synthesis method, and its pervaporation performance was tested. Under the condition of operating temperature of 75℃ and vacuum degree of 300-500 Pa, the ethanol/water system with ethanol content of 95 wt.% was separated. The permeation flux was more than 2.0 kg·m-2·h-1 and the separation coefficient was more than 9000. The characterization and test results show that the prepared NaA zeolite membrane has high crystallinity, continuous density and high repeatability. The crude ethanol with water content of 10% has been dehydrated to less than 0.05% since its operation in the 50000 t/a ethanol dehydration enterprise. The continuous operation and stable separation results are good.
Keywords:NAA molecular sieve membrane;ethanol dehydration;pervaporation
0 前言
无水乙醇是一种重要的基本化工原料和溶剂,有着广泛的用途,在油漆、染料、制药、化妆品、橡胶、电子工业等领域应用广泛。乙醇在使用过程中与水易形成共沸体系,导致乙醇的回收利用较为困难,传统的共沸精馏脱水技术会引入新的杂质,且过程能耗大,环境污染严重,亟待需要节能、高效的乙醇脱水工艺。
分子筛膜是一种新型无机膜,它具有耐高温、抗化学与生物侵蚀、通量大、分离选择性高等优点,在许多渗透汽化/蒸汽渗透过程中展示出优异的应用前景。渗透汽化是在混合物(液态或气态)中某组分蒸气压差推动下,利用组分通过膜的吸附(溶解)与扩散速率的不同来实现分离的过程。NaA分子筛膜技术作为一种新型的膜分离技术,具有一次分离度高、操作简单、无污染、低能 耗的特点,解决乙醇提纯过程的高能耗问题。在NaA分子筛膜脱水过程中,含水混合有机溶剂经预热后进入膜组件进料侧,而渗透侧采用抽真空方式维持一个低压环境(绝压2000 Pa以内)。在进料侧,水分子优先吸附于膜表面,在膜两侧水蒸气分压差推动下透过膜,并在膜渗透侧汽化为水蒸气。经分离操作后,膜进料侧出口得到无水的有机溶剂产品,而渗透侧组分经冷凝后去废水处理。
1 实验部分
1.1 原料预处理
医药企业生产过程中有两种回收乙醇,为回收乙醇1和回收乙醇1。其中两种乙醇pH、电导分别为一号釜pH:3.3电导:64,消旋回收pH:8.75电导:116。而适合NaA分子筛膜稳定运行的有机溶剂pH值范围在6.5~ 9.0,溶液中电导率≦5。通过调节pH值、蒸馏对两种回收乙醇原料进行预处理,处理后原料pH值分别为为6.88和7.86、电导率分别为3.13和3.45,含水量在10% wt%,符合NaA分子筛膜脱水对原料的要求。
1.2 建立实验流程
采用高性能工业化规模化生产的高性能NaA分子筛膜对预处理后后的乙醇原料进行渗透汽化脱水;实验装置如图1所示,将NaA分子筛膜密封与不锈钢膜组件内,膜组件进出口为不锈钢管线。将含水量10%wt%原料通过加液口加入到原料罐中,在循环泵的输送下经过加热器将物料温度控制在85℃,渗透侧真空度保持在300~500Pa,透过膜产生的渗透液经过冷凝器收集在渗透液罐。
1.3 NaA分子筛膜渗透汽化性能检测
采用通量和渗透液含水量来评价膜的渗透性能。其中渗透通量是指单位时间、单位膜面积渗透组分透过膜的质量,用J来表示,单位为kg·m-2·h-1。利用图1实验装置,操作温度为85℃、采用含水量10wt%的乙醇/水体系对膜渗透性能进行测试。
2 实验结果与分析
2.1 NaA分子筛膜用于乙醇渗透汽化脱水
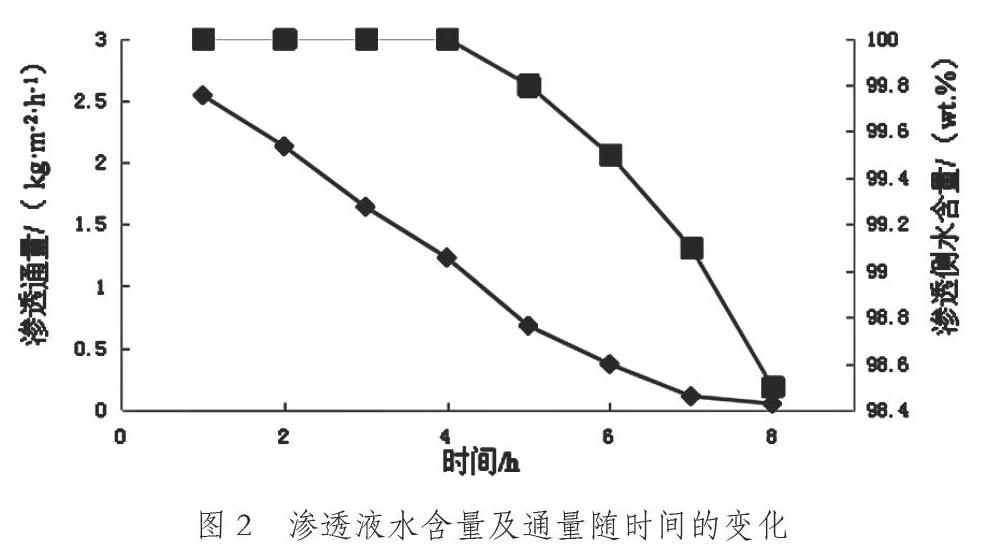
图2为NaA分子筛膜对一号釜和消旋回收两种原料脱水过程中,渗透侧水含量、及通量随时间的变化情况,结果表明,随着实验的进行,原料水含量降低,渗透通量和渗透液含水量不断下降,但膜保持了较高的分离性能。通量下降是因为随着原料中水含量的逐步降低,水分子从溶液中迁移到膜表面的阻力增强,经过8h的运行,两种原料中水含量降至0.05wt%和0.04wt%,平均通量为1.1kg·m-2·h-1,渗透液中平均水含量99.6wt%。
2.2 不同批次原料NaA分子筛膜的性能
为验证回收乙醇1和回收乙醇2两种乙醇原料在NaA分子筛膜在乙醇原料脱水膜性能,采用多批次乙醇原料进行实验。在操作温度85℃条件下,每种含水量约为10% wt%的原料乙醇对膜实验后的渗透性能进行表征。
上述结果显示不同批次的乙醇原料在NaA分子筛膜中都运行都表现出较好的分离效果和通量。
3 示范工程装置
3.1 运行工艺流程及运行情况
医药企业建立10000t/a NaA分子筛膜乙醇脱水精制回收设备用于乙醇回收。图3为NaA分子筛膜乙醇脱水精制回收工艺流程,采用该设备及工艺成功的将含水量10%的回收乙醇脱水至含水量在0.05%以下。渗透侧水含量随着操作条件的变化在98%左右,满足企业生产要求。运行以来NaA分子筛膜分离性能稳定,设计参数与实际运行参数相符,渗透汽化分离结果如图4所示。
3.2 运行成本对比
对该药企NaA分子筛膜乙醇脱水精制回收技术与传统的共沸精馏法运行能耗进行比较,NaA分子筛膜乙醇脱水精制回收技术节约成本约46%,年节约蒸汽19000t,年减少用电130000度,年减少循环水用水20000t,为企业创造良好的经济和社会效益。生产1t99.5wt%产品设备运行成本对比情况如表2。
4 结论
NaA分子筛膜具有优异的乙醇/水系渗透脱水性能。在医药企业乙醇脱水精制回收应用表明:将原料液含水量在10wt%,成功脱水至0.05wt%以下。在实验和生产过程中均表现出良好的渗透汽化运行稳定性,为在NaA分子筛膜在其他有机溶剂脱水应用提供了可靠依据。随着NaA分子筛膜的发展,NaA分子筛膜在医药企业乙醇脱水精制回收技术将大大地提高医药企业乙醇的回收再利用,提高生产效率及降低生产成本。
参考文献:
[1]盛春光.高性能NaA沸石膜的制备及渗透蒸发应用研究[D].大连:大连理工大学,2011.
[2]盛春光,田莉,臧毅华,吴巍,陈赞.高性能NaA沸石膜的放大制备及表征[J].当代化工,2020,49(02):300-304.
[3]白玲,蓝伟光,万金保.发酵-渗透汽化膜技术制无水乙醇研究进展[J].化工环保,2007(4):334-337.
[4]于晓波,张吉波,蒋巍,刘长玲.NaA分子筛膜的制备及其用于醇水分离的研究进展[J].现代化工,2011,31(12):22-28.
[5]王彦鋒,陈砺,王红林,渗透汽化法在无水乙醇生产中的应用研究[J].可再生能源,2004(4):9-11.
[6]许荣强,徐怀东,叶立.用膜分离技术生产乙醇的探讨[J].过滤与分离,2003(2):29-30.
[7]于晓波,张吉波,蒋巍,刘长玲.NaA分子筛膜的制备及其用于醇水分离的研究进展[J].现代化工,2011(12).
[8]顾学红,徐南平.渗透汽化脱水分子筛膜的制备与应用研究[J].中国工程科学,2014(12).