
降低开路磨出磨水泥温度的技术措施
2020-06-06 09:39贾月彩刘振华夏珍珍冯富宁
水泥技术 2020年3期
贾月彩,刘振华,夏珍珍,冯富宁
实际生产中,开路磨所磨制的水泥颗粒级配合理,但受工艺条件的限制,开路磨出磨水泥温度普遍偏高。出磨水泥温度过高可引起水泥中所掺加的二水石膏脱水成半水石膏,甚至部分脱水成无水石膏,使水泥产生假凝,影响混凝土的施工性能,产生快凝,混凝土坍落度损失大,甚至易使水泥混凝土产生温差应力,造成混凝土开裂等危害。另外,出磨水泥温度过高对磨机本身也不利,如会产生轴承温度升高的问题,会降低润滑作用,使筒体产生一定的热应力,引起衬板螺栓折断,甚至会造成磨机无法连续运行的问题,危及设备安全。
1 现状分析
某水泥生产线配置φ3.8m×13m的开路磨,出磨水泥温度高达140℃以上,对水泥性能造成了一定的影响。出磨水泥温度过高的主要原因是磨机内大量的研磨体之间、研磨体与衬板之间相互冲击、摩擦,产生大量热量,且热量不能及时带走。如何降低开路磨出磨水泥温度,提高产品适应性,是首要解决的问题。

图1 详细开口位置的流程工艺图

图2 磨头、磨头下料口、磨尾及出磨水泥斜槽技改后的效果图
2 主要技改措施
针对该水泥生产线开路磨温度过高的问题,经初步分析,提出了以下解决措施:
2.1 加大冷风阀开度
冷风阀的主要作用是增大冷风的加入量,未调整前,冷风阀一直处于关闭状态,为降低水泥出磨温度,生产P·S·A32.5R水泥时,将冷风阀开度由0%调整到85%~90%,生产P·O42.5水泥时,将冷风阀开度由0%调整到95%~100%,加大冷风阀的开度可提高入磨冷风比例,降低水泥温度。
2.2 提高磨内通风量及冷风比例
磨内及输送管道内的气体温度高于外界空气的温度,为了降低磨内温度,主要通过在磨头、磨头下料管、磨尾及出磨水泥斜槽增开开口(见图1),使外界低温空气进入磨内及输送管道内,以降低水泥温度。增开开口使风量增大的同时又带入了更多的冷风进入磨内,有利于降低磨内物料温度。为了保证系统负压,还需要加大尾排风机的拉风量。图2为磨头、磨头下料口、磨尾及出磨水泥斜槽技改后的效果图。其中,出磨水泥斜槽处的开度可以根据负压变化进行调整,若斜槽内负压允许,尽量将开口开到最大,以达到更好的降温作用。
3 改造效果
3.1 出磨水泥温度和水泥凝结时间的变化
技术改造后,磨内总风量及冷风比例加大,出磨水泥温度有明显的降低,初凝时间和终凝时间有不同程度的延长。水泥磨调整前后水泥温度及凝结时间对比见表1。
图3、图4分别为调整前后出磨温度及凝结时间的箱线图。图中显示数字为组数据的中位值,矩形边框为组数据的四分位间距框。从图3、图4中可以看出,调整后出磨水泥温度有明显的降低,由之前的148℃降低到118℃。初凝时间和终凝时间有相应的延长,初凝时间由之前的171min提高到194min,初凝时间延长了23min;终凝时间由之前的217min延长到248min,终凝时间延长了31min。凝结时间的四分位间距框有减小的趋势,说明质量数据更加稳定,产品性能有较大的提高。

表1 水泥磨工艺调整前后水泥温度及凝结时间对比表(P·O 42.5水泥)*
3.2 差热实验
针对公司所用脱硫石膏及调整前后的出磨水泥进行了差热分析。图5为公司所用脱硫石膏的差热曲线。从图5中可以看出,附着水失水温度为91.68℃,失水吸收热量为81.231 4J/g;二水石膏的两个结晶水脱水分两步进行,首先随着温度升高至132.05℃,失去3/2个结晶水,吸收热量为370.133J/g,然后温度继续升高,当温度达到181.94℃时,失去最后1/2个结晶水,吸收热量为128.086 3J/g,两者吸收热量比例约为3:1,公司所用石膏为含有附着水的脱硫二水石膏。
图6、图7分别为调整前后出磨水泥P·O42.5的差热曲线,此水泥均为不含矿粉的出磨水泥。从图6中可以看出,调整前出磨水泥的差热曲线只有一个半水峰,脱水峰点温度为182.94℃,脱水吸收热量只有8.324 7J/g,所用石膏中3/2个结晶水均已失去,只有少量1/2个结晶水存在,说明此出磨水泥中不含二水石膏,水泥中的石膏已完全转化为半水石膏和无水石膏,水泥中石膏脱水比较严重。从图7中可以看出,工艺调整后,差热曲线出现两个吸热峰,峰点温度分别为143.65℃和163.04℃时,其脱水吸收热量分别为120.986 9J/g和102.681 0J/g,两者热量比例约为1:1,出磨水泥中石膏存在二水石膏和半水石膏共存,可见磨内温度降低,水泥中石膏脱水情况有较大的改善。

图3 调整前后出磨温度变化箱线图

图4 调整前后凝结时间变化的箱线图
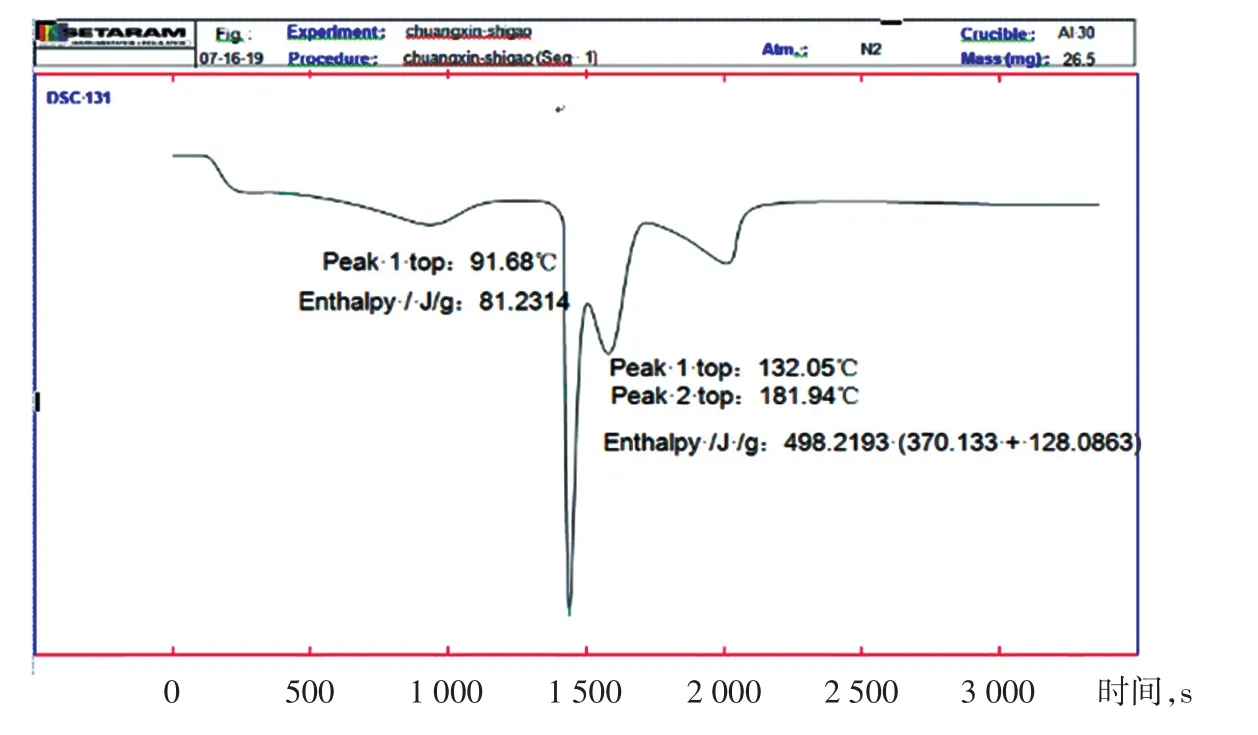
图5 脱硫石膏的差热曲线
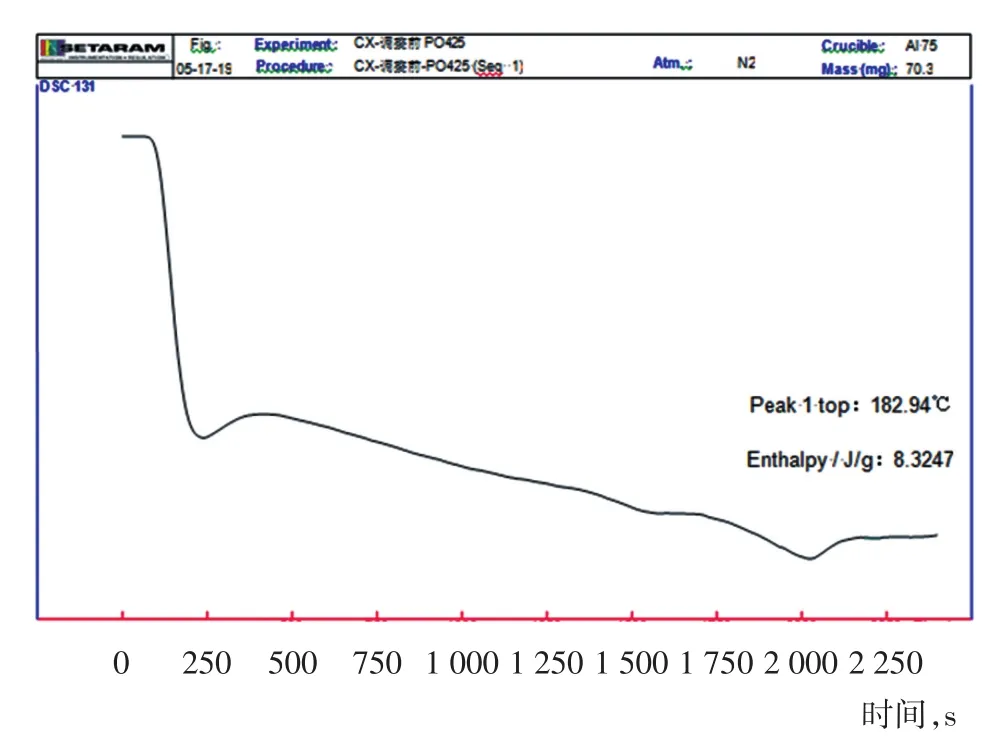
图6 调整前P·O42.5的差热曲线

图7 调整后P·O42.5的的差热曲线
3.3 磨机系统工艺参数的变化

表2 调整前后滑履轴承温度的变化和磨尾收尘器入口负压的变化

图8 调整前后滑履轴承温度的变化

图9 调整前后窑尾收尘器入口负压的变化
通过以上调整,出磨水泥温度降低的同时,滑履轴承温度(靠近磨尾端的两个滑履轴承)有明显的降低。由于通风面积提高,为了保证磨内物料的合理走向和磨机产量,需要加大尾排风机转速,加大磨尾拉风量,因此磨尾收尘器入口负压有增大的趋势。表2为调整前后滑履轴承温度的变化和磨尾收尘器入口负压的变化。图8、图9为调整前后滑履轴承温度的变化和磨尾收尘器入口负压的变化图。
从图8、图9中可以看出,磨尾滑履轴承温度由之前的58℃~60℃降低至50℃~53℃,磨尾收尘器入口负压提高了150Pa左右,由之前的-300Pa提高到-450Pa左右,电耗相应增加约0.5kWh/t水泥。
4 结语
通过加大冷风阀的开度及对系统进行工艺改造,出磨水泥温度降低了30℃以上,石膏脱水情况改善,水泥性能大幅提升,水泥磨滑履轴承(尤其是靠近磨尾端的两个滑履轴承)温度降低,设备运转率提高。
猜你喜欢
中国化肥信息(2022年9期)2022-11-23
东坡赤壁诗词(2022年2期)2022-04-15
小天使·聪聪画刊(2021年2期)2021-09-10
科学与财富(2021年33期)2021-05-10
北京汽车(2021年2期)2021-05-07
Digital Chinese Medicine(2020年3期)2020-11-03
发电技术(2020年3期)2020-06-29
小雪花·小学生快乐作文(2020年12期)2020-05-17
西部论丛(2019年17期)2019-10-14
戏剧之家(2018年21期)2018-10-19
