基于位移控制的线圈自动绕线系统研究
2020-06-06 06:56:22高永强黄晓梅
计算机测量与控制 2020年5期
高永强,陆 熊,黄晓梅,刘 佳
(1.南京航空航天大学 自动化学院,南京 211106; 2.南京信息工程大学 信息与控制学院,南京 210044)
0 引言
随着力触觉再现技术的发展,基于电磁式装置产生力触觉的需求也日益提高,电磁铁线圈[1]是电磁式力触觉再现系统的重要组成部分,其线圈缠绕质量的好坏直接关系到力触觉的反馈效果[2]。
目前,大尺寸电磁铁线圈的绕制主要采用人工绕线[3]的方式,人工绕线主要以传统的手摇绕线机为支撑,实现半自动化的操作。通过线头线尾的焊接以及线圈电阻值和电感值的测量来校验绕制的是否合格。它存在以下一些缺点:(1)绕线速度慢;(2)操作不灵活;(3)排线不紧密;(4)张力不一致等。这些问题严重影响了电磁铁线圈的稳定性和可靠性[4-5]。此外,人工绕线通常采用单股绕制,实现双股或多股绕线难度更大。国内并没有提出单独针对大尺寸电磁铁线圈进行设计的绕线机系统,所设计的自动绕线机大多是针对小型线圈或者一些车床绕线系统,对线圈绕制的质量以及紧密度要求不严格。王超[6]等人设计的自动调速绕线机主要是应用在纺织等行业,实现绕线线速度不变的时线圈的绕制。马[7]等人通过在PLC的控制下将绕线电机和排线电机相互配合,实现了电机的自动排线,但系统设计复杂,仅针对电机转子绕线。此外,国内[8]外许多公司进行了自动绕线设备的研制来提高生产效率,但这些设备造价昂贵,且绕制的线圈尺寸较小,并不能适用于普通电磁铁线圈的绕制。因此设计一套大尺寸自动绕制设备来保证线圈质量已经成为迫切的需求。
本文针对大尺寸线圈的应用需求,通过自动绕线机构、自动排线机构、张力控制机构等模块,以STM32中央控制系统为核心,在排线控制算法指示下协调配合,实现了大尺寸(直径最大可达450 mm)电磁铁线圈的自动绕制。该系统设计小型化,简单化,能够适用于不同的工作场合,并且具有较高的工作效率,较高的绕线精度等特点。
1 自动绕线设备系统方案设计
在大尺寸线圈自动绕制过程中,影响绕线质量的因素主要包括绕线和排线设备的结构,控制系统的精度以及排线算法[9]的可靠性。首先,需要对自动绕线设备的结构进行合理设计,保证线圈旋转的稳定性和准确性;其次,对排线机构的走线结构和运动控制算法进行设计,使得排线能稳定,准确,不乱线[10];最后选择可靠的中央控制系统,使得排线算法稳定高效运行。同时为了方便调试和实现不同尺寸的骨架绕制,开发了人工操作图形界面,可以方便输入不同参数完成线圈参数的确定,以及对绕线状况的实时监控,保障线圈异常时能够紧急处理。本系统主要组成以及绕线机工作流程如图1所示。
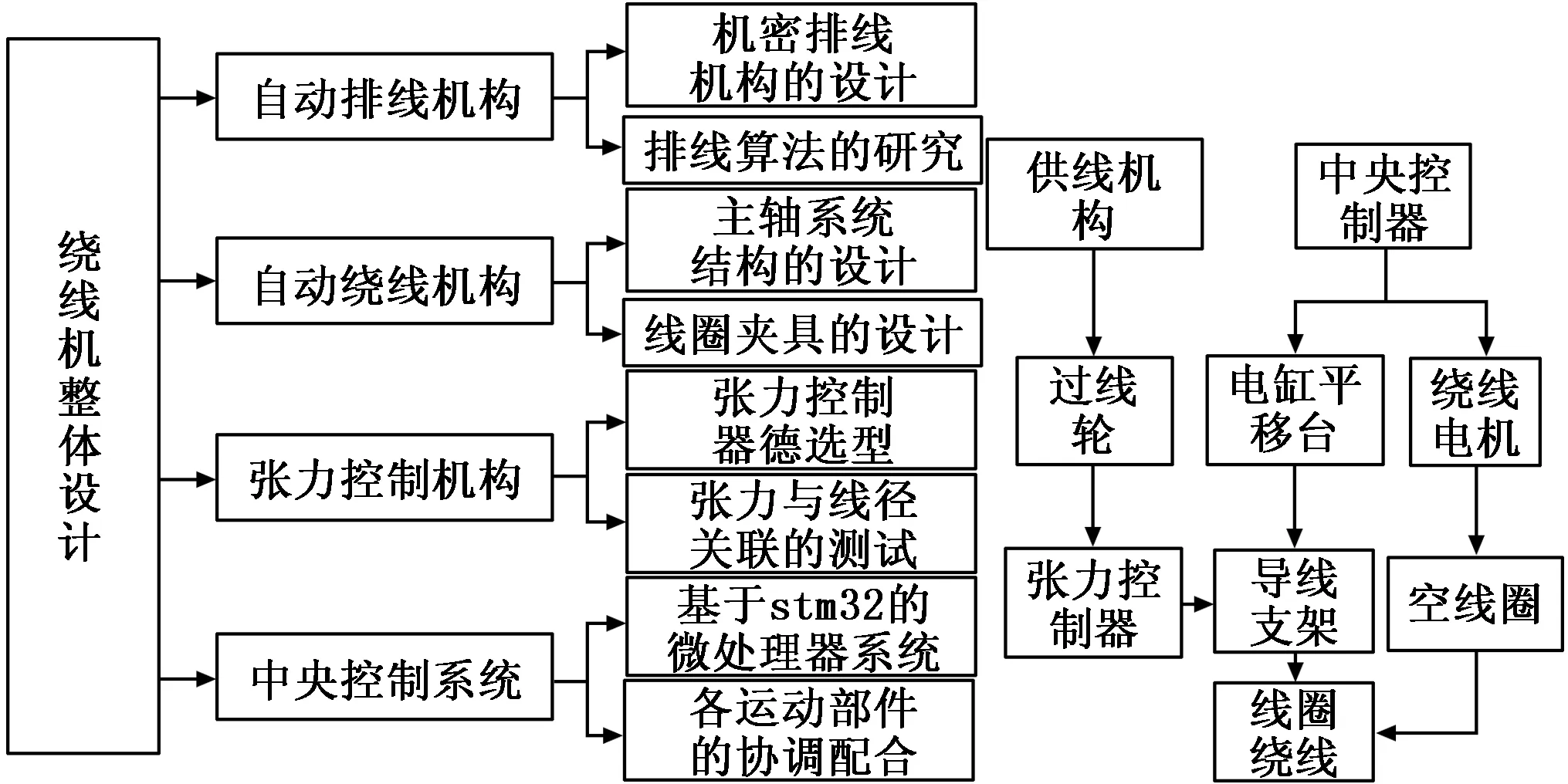
图1 自动绕线设备总体设计和绕线机结构组成
在绕线的过程中,将设计的空心圆盘状线圈固定在手摇绕线机的轴线上,漆包铜线通过张力控制器和排线机构上的导线定位孔,缠绕至空心线圈上。自动绕线机构,自动排线机构,张力控制机构按照中央控制系统指定的速度进行轴向旋转和水平方向往复移动,三个机构的相互配合来保证线圈绕制的成功。
2 自动绕线设备实物系统的设计
2.1 自动绕线机构的设计
绕线机构的主要作用是带动空盘片线圈稳定旋转。该机构主要包括手摇绕线机,步进电机及驱动器,传送带以及线圈固定夹具等。
在综合考虑了线圈的参数、转轴的承重、外形尺寸等条件下,最终选择飞越NZ-7绕线机(具有电子计数功能)作为绕线机构的核心部件。步进电机是自动绕线机构的动力核心,对系统绕线速度的快慢有重要的影响。通过齿形带传动结构的力矩计算公式,绕制完成后需要带动的负载预估计为7.5 kg,力矩为0.51 N·m。因此,需要选择力矩大性能好的电机为系统提供动力。通过参数选型和对比分析,最终选定了57HS7630A4行星步进减速电机,轴径14 mm,步距角1.8°。它可以提供的静力矩为1.8 N·m,转动惯量为440 g·cm2,并且配有10:1的减速器来进一步提高电机的扭矩。步进电机的驱动器型号为DM542驱动模块,输入直流电压为18~50 V,最大细分精度可达到128,并且能够提供稳定的电流,当出现过电压,过电流,欠电压或者短路时有自动保护功能。
当启动转速过大时,电机会出现堵转情况,因此起始时,步进电机的转速不能设置过大,通过实际调试可知将步进电机转速设置为200~600 r/min,通过减速器之后绕线机的绕线速度为20~60 r/min系统可以稳定工作。传动带的设计采用小轮带动大轮的传动机构[11],同时选择和步进电机轴径匹配的双槽皮带轮作为主动轮,通过皮带将绕线机的转盘与皮带轮紧密连接。设计步进电机和绕线机之间的距离时考虑设备所占空间的大小,定义两个转动轮的中心点间距为23 cm,因此通过传送带模型计算得到皮带的长度为90 cm。可以在保障系统正常工作的前提下节省空间。
另外,本系统针对的线圈骨架内径为230 mm,外径290 mm,厚度为30 mm。为了能够将线圈稳定地固定在绕线机的主轴上,进行了线圈夹具的设计和打印,具体如图2所示。

图2 线圈骨架的模型图和实物图
最后,将步进电机,电机安装支架,皮带轮,皮带,线圈及夹具依次安装到绕线机构上,具体的装配如图3所示。绕线机构装配完成后,对其进行调试确保主轴能够稳定旋转即为装配成功。
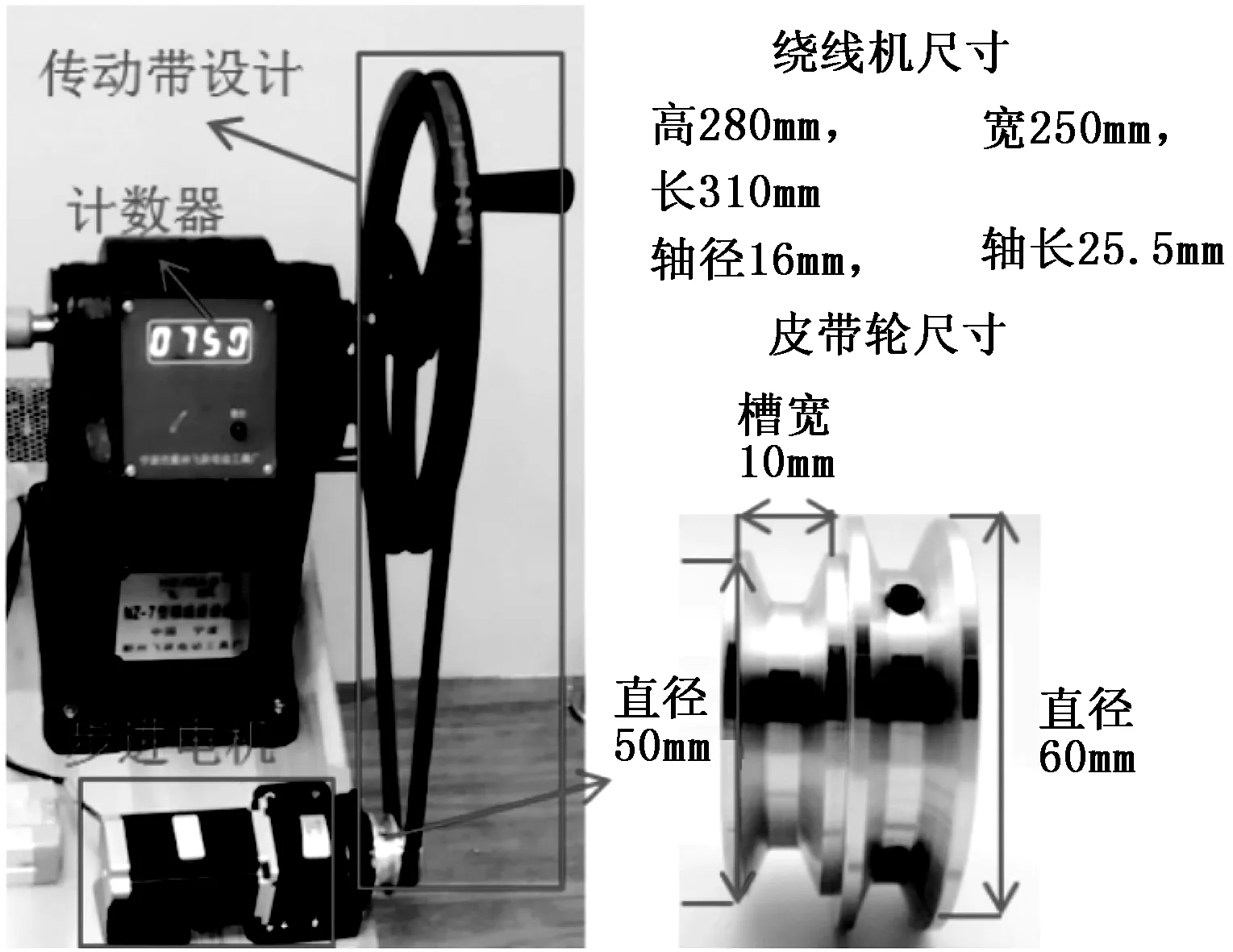
图3 自动绕线机构部分实物图
2.2 排线机构的设计
排线机构的主要作用是能够让漆包铜线来回往复运动,实现漆包铜线一层一层的自动排线,同时还能够保证漆包线紧密缠绕。由于本系统中采用的漆包铜线线径较细(直径小于2.5 mm),因此排线机构[10]中对平移台的精度要求较高。本系统选择日本IAI公司RCP2-SA5C电缸作为排线机构,它的主要参数如表1所示。根据表中提供的参数表明,该型号的电缸平移台无论是精度还是行程都能满足绕制线圈的需求。

表1 RCP2-SA5C主要参数表
电缸的驱动控制器采用电平触发,有效高电平为24 V,低电平为0 V。而中央控制模块提供的电压为3.3 V,需要进行电平的转换。电平转换模块采用的是3.3~24 V的光耦隔离单元,可以稳定实现电平的匹配。此外,该电缸相匹配的驱动控制器配有完善的界面控制单元,可以实现电缸的点位控制,操作简单,便于辅助系统的调试。
导线孔底座的设计是为了将两股漆包铜线分开,避免两股线相互干扰。导线孔底座的尺寸与电缸平移台尺寸相匹配,可以稳固地固定在平移台上,并且底座采用了两部分连接的方式,可以随绕线层数的增加调整角度。具体的设计与安装效果如图4所示。
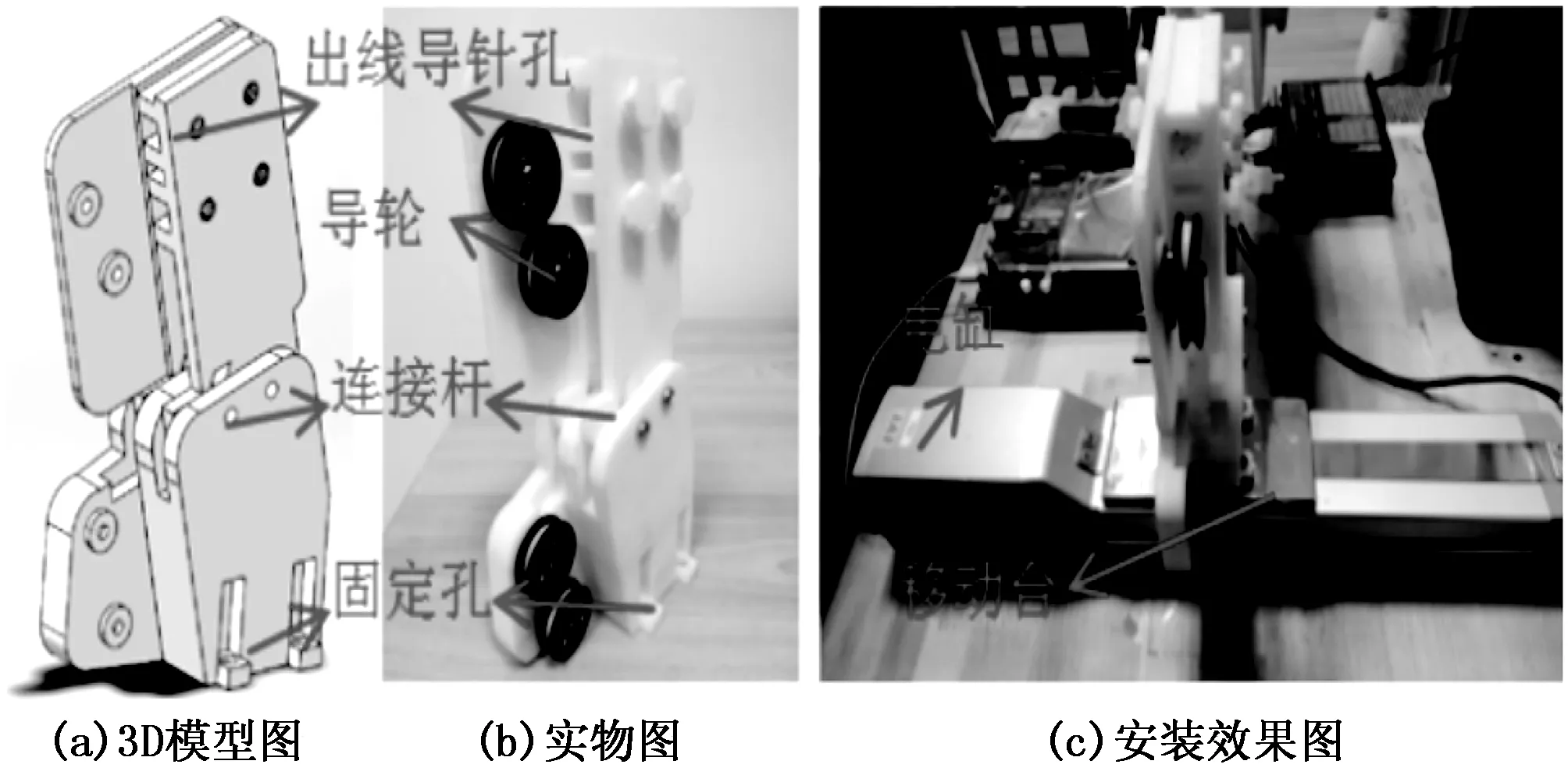
图4 排线机构的整体设计图
2.3 张力控制机构的设计
在线圈绕制过程中,漆包线的张力是一个不可忽视的因素。当张力过大时,漆包线会被拉长变形导致线圈阻值增大;当张力超出漆包线的极限值时,会出现断线状况导致线圈报废。而张力过小,漆包线绕制过程会十分松弛,出现排线散乱的现象[12]。因此为了保护漆包线和提升绕线质量,进行了张力控制机构的设计。查阅相关资料,针对该系统所绕制的0.72 mm漆包线的安全张力为2 520 g。张力控制机构的核心部件是磁阻尼器,选用的磁阻尼器的型号为YHZ-05,张力的可控范围为600~3 500 g,基本能满足所绕线径的需求。在实际绕制过程中,根据漆包线的线径将张力器刻度调到一定值,调整压紧弹簧、张力杆弹簧、张力杆力臂、不断重复微调,直到达到满意效果。其中张力杆及力臂的调整是为了在快速启动时不易断线,保证停止绕线时有较好的收线效果,进而保证绕线的松紧度。张力控制器的原理图和实物图如图5所示。
在张力控制器安装确定之后,需要进行供线机构的设计。由于本系统中所用到的厂家线圈重量较大,因此采用了水平放置的线筒支撑结构,通过设计转动轴承将供线线筒悬空固定。整个供线流程如图1所示,将漆包线穿过线筒,经过张力控制器,导线孔固定于绕线机转轴的盘片上。
2.4 绕线和排线控制算法设计
中央控制系统是整个自动绕线排线设备正常运行的关键部分。主要是进行自动绕线和排线电机的精确控制,保证各个部分的协调运动。经过对整个系统资源的分析和对比,中央控制系统采用STM32F103为主控的开发板。它带有脉冲脉宽调制(PWM),可以方便配置不同频率和占空比的脉冲。利用液晶屏显示模块进行漆包线参数的输入以及绕线匝数和绕线速度的监控。
整个软件系统的核心部分是精准控制的排线算法设计,它是指示绕线和排线两个机构协调配合的关键。分析漆包线的绕制规律如图6所示,h是每匝线圈之间的间距(mm),d是绕制盘片的内径,H为盘片的宽度。
根据螺旋线运动规律,得到排线机构的速度与绕线机构的速度比例关系如下:
(1)
其中:c是每圈漆包线的长度(mm),vr为绕线机的速度(m/s),vp为排线机构的速度(m/s)。假设漆包线单层绕制的时间为t,漆包线的外径为dn等于线圈间距h,平移台的导程为P,则绕线机电机的转速n1与排线转速n2分别为:
(2)
(3)
(4)
通过上述计算可以得到绕线电机和排线电机各自的转速,进而可以对电机控制使其相互配合,完成线圈绕制。
精准排线控制算法主要过程如图7所示。

图7 精准控制排线控制算法流程图
首先,电缸平移台带着出线导针往复移动,绕线机构带动空线圈绕轴旋转。起始时出线导针滞后于空线圈边缘以保证绕线足够紧密。随后,两者同时加速后,达到合适的速度比,出线导针沿一定方向逐步移动,最终在一层的末端两者对齐,而后在第一层末端绕线机继续运动一圈,开启下一层运动模式,出线导针减速再次滞后于绕线层,重复上一层的动作,直至完成整个绕线。同时为了实现精密控制,自动绕线设备采用了S型曲线加减速[13],较好的解决了边界排线错乱的问题。最后,将控制算法配合的结果转换成各个电机的PWM,完成绕线和排线的协调一致,实现自动绕线和排线的功能。
3 大尺寸线圈绕制效果及数据分析
经过各个机构的安装调试,最终实现整个系统的实物如图8所示。

图8 系统的实物图
该自动绕线机可以实现的绕线速度为40 r/min,通过计算完成一个1 500匝线圈的绕制仅需要40分钟,相比人工绕线需要两个小时甚至更长时间来说大大提高了绕线的速度,并且绕线的质量也有所保证。人工绕线与自动绕线效果的对比如图9所示。图(a)是人工绕制完成一个线圈的效果,图(b)中是绕制过程中的半成品,线圈绕制第10层时排线的效果,图(c)是绕制完成的最终效果,从中可以看出边界漆包线已经有部分错线,主要原因是排线算法中还存在一定的问题,随着绕线层数的增加,层与层之间出现空隙而没有及时填补。因此可以在未来的研究中继续改进排线算法。相比人工操作,线圈整体绕制的均匀性、致密性大大改善,并且保证了绕线中漆包线的张力一致。
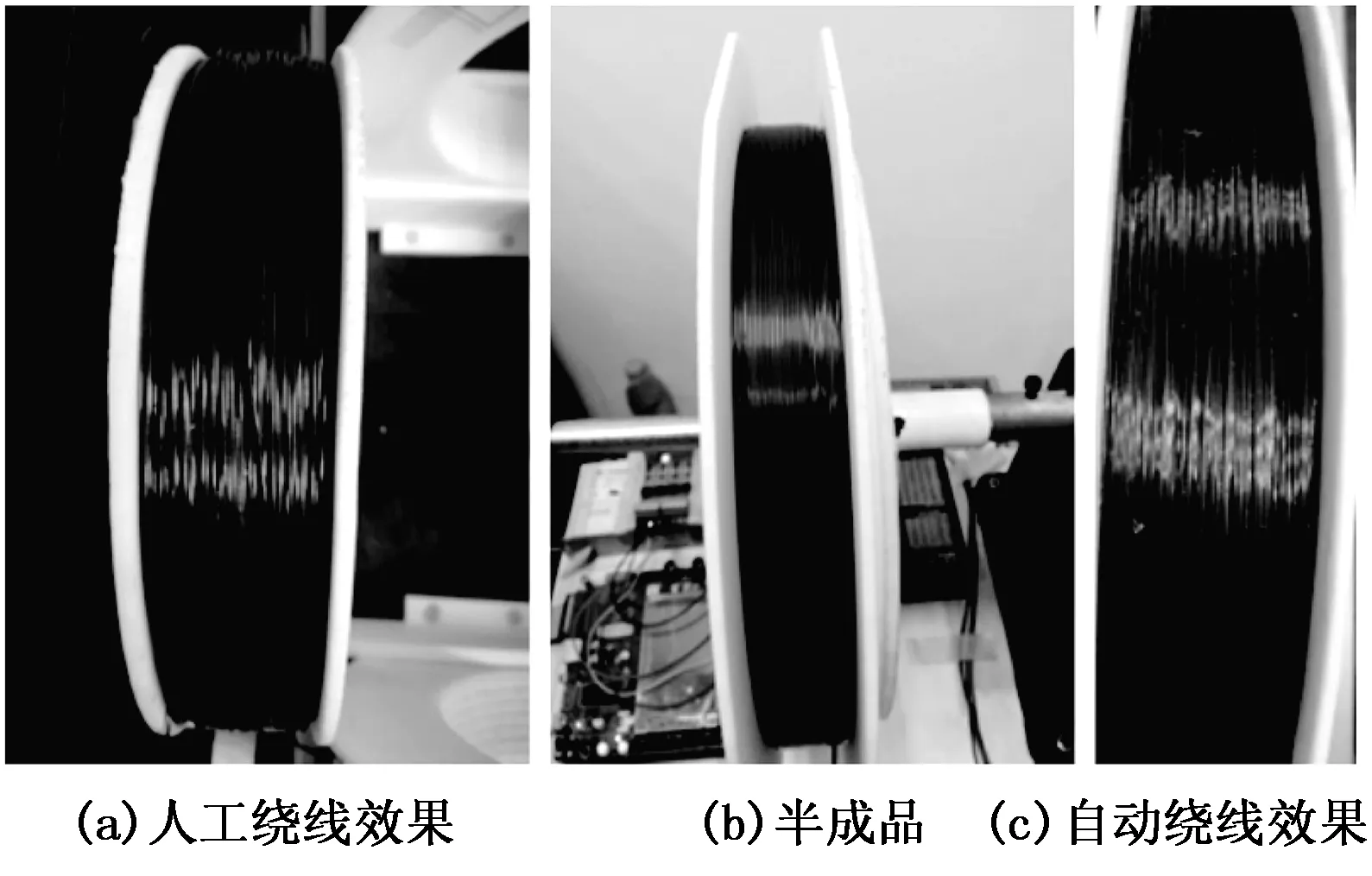
图9 人工绕线和自动绕线机效果对比图
在本系统中对绕制的6个大线圈进行参数的测量和计算。理想条件下当空盘片骨架尺寸一定时,绕制1 500匝线圈时电阻值为15.20 Ω。6个线圈实际测量的电阻值和参数如表2所示。线圈0代表理想条件下的电阻值。其中采用的安捷伦34410A数字万用表(6 1/2位双显示)对绕制的线圈进行电阻测量。

表2 6个线圈主要验证参数
对测量结果进行误差分析可知,在绕制过程中,虽然是自动排线,但是由于精度和漆包铜线的紧密程度有一定的差别,使得绕制出来的线圈虽然有相同的匝数,但是实际漆包铜线的长度不一致,导致测量的电阻值并不一样,但6个线圈电阻的差值在0~0.56 Ω,基本可以确认绕制的线圈是均匀一致的。另外,通过对理想条件下电阻值与实际测量值偏差的百分比分析,该偏差基本稳定在5%以内,符合电磁力反馈系统中电磁铁线圈的设计需求。
4 结束语
本文利用手摇绕线机、步进电机、电缸平移台、张力控制器等装置设计了面向力触觉再现的大尺寸电磁铁线圈自动绕制系统,详细介绍了各个模块的制作和设计过程,研究排线控制算法精确指示各个模块,完成整个绕线过程。最后对比分析了人工绕线与自动绕线效果,以及线圈绕制质量,验证了本系统的可行性和有效性。本系统克服了传统手摇绕线人工操作质量差、单股绕线的难题,提高了自动绕线的抗干扰能力,使得绕制的线圈均匀一致,张力一致,紧密一致,对促进电磁力触觉再现的发展具有重要的研究意义。
猜你喜欢
现代制造技术与装备(2023年8期)2023-11-02 06:16:26
设备管理与维修(2022年21期)2022-12-28 07:34:14
电线电缆(2021年3期)2021-07-21 08:37:14
防爆电机(2020年6期)2020-12-14 07:17:04
制造技术与机床(2019年11期)2019-12-04 05:50:36
电线电缆(2018年1期)2018-03-16 02:19:08
计算机测量与控制(2017年6期)2017-07-01 16:23:59
电子制作(2017年20期)2017-04-26 06:57:36
电焊机(2016年6期)2016-03-06 08:15:37
消费电子(2015年7期)2015-12-11 15:58:02