
5万t/a苯法顺酐原料路线技术改造
2020-06-04 10:24徐德跃李玉鹏
云南化工 2020年1期
徐德跃,庄 锐,李玉鹏,刘 新
(云南曲煤焦化实业发展有限公司,云南 曲靖 655338)
传统的顺酐是用苯作为原料制造的,而苯是一个重要的有机化工原料,在很多领域不可或缺。苯的来源主要是煤焦油分离和石油重整,随着其用途的不断扩大,价格连续上涨,目前基本和顺酐价格非常接近。由于化工市场持续萎靡、产能过剩、淘汰落后小焦化和土焦化以及焦炭需求增速下滑导致副产的焦化苯供给增速下滑等,使粗苯原料供应紧张,公司装置一直开工率保持较低的水平,维持在35%~50%,下游配套有一套年产5万t/a苯法生产顺酐的装置,年需纯苯5.5万吨,导致公司需外购纯苯满足顺酐的原料供应。但半径500公里范围内的所有纯苯都采购回来,也不能满足顺酐的生产需求。又由于原料苯价格较高,导致公司顺酐生产成本居高不下,只能依靠副产蒸汽保持顺酐装置收支平衡,但公司每年还是亏损上千万。鉴于安宁大炼化投产在即,如果投产成果,每年能副产6万吨丁烷,若能够使用这部分丁烷作为我公司的正丁烷法顺酐的原料来源,将大大降低顺酐的生产成本。同时,丁烷与苯相比,毒性较低,对环境相对友好,采用丁烷制备顺酐是一种相对环保的工艺。
1 概述
顺丁烯二酸酐(简称顺酐),又称马来酸酐,是一种常用的重要有机化工原料,其消费量仅次于苯酐和醋酐,主要应用于玻璃钢行业的原料不饱和聚酯树脂(UPR),加氢类产品中的1,4-丁二醇 (BDO)、四氢呋喃 (THF)和 γ-丁内脂(GBL),也应用于食品添加剂、涂料、润滑剂添加剂、农药、酒石酸、琥珀酸及酐、四氢苯酐、改性松香等方面,具有十分广阔的发展前景。国内顺酐中65%用于树脂,20%用于食品添加剂,10%用于饲料添加剂,5%用于其它。
截止2015年底,我国苯法顺酐装置平均开工率低于30%,损失产能达到6成以上,与去年全年40%的开工率有所下滑,其中,正丁烷法顺酐开工率维持在75%左右。
2 原料利用概况
2.1 正丁烷
正丁烷下游需求主要由民用燃料以及化工原料两者构成。工业需求主要是正丁烷氧化制顺酐,以及正丁烷异构化制异丁烷、正丁烷催化脱氢制丁烯或丁二烯。
就工业用途来看,2015年我国顺酐有效总产能170.7万吨。其中,苯法顺酐产能106.7万吨,占比63%,正丁烷法顺酐产能63.5万吨,占比37%。2015年我国正丁烷异构化制异丁烷产能为35万吨左右,正丁烷催化脱氢制丁烯或丁二烯产能为50万吨左右。
2.2 纯苯
纯苯下游利用主要为苯乙烯、环已酮、苯酚、顺酐、苯胺、农用化学品、医药、轻工及橡胶制品业等。
据统计,我国截止2015年底纯苯总产能为1117万t/a,而下游产品所需纯苯量为1684.5万吨,大大超过纯苯实际产能,这也是造成纯苯采购不易和价格波动较大的原因之一。
3 正丁烷法与苯法比较
3.1 原料来源
随着我国石油地质资源的不断探明与开发,我国油田气储量十分丰富,尤其是在西部地区,原油轻烃含量较多,可以提供大量的丁烷资源。虽然液化气在市场上较为紧俏,但其价格仍然低于苯的市场价格。随着国家西气东输工程的开始及全国各大城市天然气管网的铺设与开通,液化气必将退出大中城市,重新寻找新的市场。加之副产大量正丁烷的烷基化装置产能已达1360万t/a(截止2015年),且未来仍有新装置投产计划,而且正丁烷价格将跟随LPG呈现长期走弱的态势,因此正丁烷将成为丰富廉价的顺酐生产原料。
由于煤化工产业整体市场的萎靡、产能过剩、淘汰落后小焦化和土焦化,将会使得焦化粗苯和纯苯的采购变得越来越困难,而且随着越来越多的大炼化项目的投产和轻烃资源的不断开发,因此原料供应不是很大的问题。所以,从原料上讲,正丁烷法比苯法更具有越来越大的原料来源和价格优势。
3.2 近3年纯苯和正丁烷价格趋势图
从图1和图2看出,纯苯价格受市场环境影响很大,价格波动大。

图1 纯苯价格趋势图

图2 正丁烷价格趋势图
正丁烷价格受市场环境影响较小,价格波动小。从原料价格来看,丁烷法顺酐更具有市场竞争力。
3.3 原料消耗
顺酐产品成本75%以上是原料费用,正丁烷法每吨顺酐产品消耗1.l~1.2吨正丁烷,而苯法每吨顺酐产品消耗1.1~1.3吨苯,但正丁烷法生产顺酐理论产量为1∶1.69,苯法为1∶1.256,所以正丁烷的顺酐理论产量比苯法高许多。随着新生产技术和高效催化剂的不断开发和应用,正丁烷法的原料消耗将比苯法低得多,所以,从消耗方面讲,正丁烷法更具有优势。
3.4 反应原理
正丁烷法顺酐与苯氧化法类似,主、副反应都是强放热反应,所以在反应过程中及时移出反应热也是十分关键的问题。根据反应方程式得知,正丁烷氧化法比苯法放出的热量少,这样就可以减少移出放热的动力。
3.5 催化剂参数
表1数据为常州新日催化剂有限公司提供的催化剂测试参数。

表1 正丁烷催化剂压降测试表
由表1看出,新日催化剂在低压条件下,转化率和收率较低。但原料价格低廉的优势可以弥补这一劣势,而且使用在原有固定床反应器的方案是可行的。随着高效催化剂的不断开发和应用,转化率和收率也将不断提高。
由于地区自身基础条件等原因,同一产业在不同地区的发展轨迹有显著的差别。本文根据2005~2017年的相关数据,计算出华北、东北、华东、中南、西南和西北各区域6个产业相比前一年的产业动态集聚指数,限于篇幅,本文只列出产业转移趋势明显的产业转移测度值,如表2所示。
3.6 生产成本
年产量同为5万t/a,生产成本价差1944.32元/吨,原料价差1800元/吨。从表2看出生产成本价差主要取决于原料价格,小部分取决于副产蒸汽,说明了丁烷法顺酐优势就在于原料价格低廉。

表2 苯法和丁烷法生产成本比较表(水吸收法)
3.7 主要技术改造内容
1)由于丁烷常温下为气态,为了安全生产,避免原料挥发,需要新增3个原料储罐,加压储存原料,并增加相对应的储罐基础;
2)新增2台正丁烷气化器,原苯汽化器作为原料丁烷预热器,有效利用能耗;
3)为了保证催化剂活性,增加一套补磷系统;
4)在进入反应器前,新增2个原料/空气混合器,使在反应器内反应均匀,降低原料消耗;
5)由于丁烷法会产生丙烯酸,而且酸量比苯法多,所以需要改造二级气冷,新增4台后部冷器,一开二备,做到能随时切换清洗;
6)更换进料设备,调整操作参数,并根据情况在精馏中加阻聚剂,减少阻聚物的产生;
7)自二级气冷后,工艺管道都为316L不锈钢材质,并改造部分工艺管线;
8)更换正丁烷法催化剂。
3.8 主要设备投资
新建一套同规模的正丁烷法顺酐装置需要投资约2亿元,而在苯法顺酐装置的基础上,只需投资3千万元左右(表3),而且不会对现有顺酐市场形成冲击,并大大降低了企业的投资风险。

表3 投资费用
3.9 技改前后流程
苯法顺酐工艺流程方框图见图3。丁烷法顺酐工艺流程方框图见图4。正丁烷法为使用新日催化剂。由于是在原生产装置改变原料,原反应器列管处理能力降低,使得产能下降,所以产量由原来的50000 t/a下降为30000t/a。详见表4。
4 结论
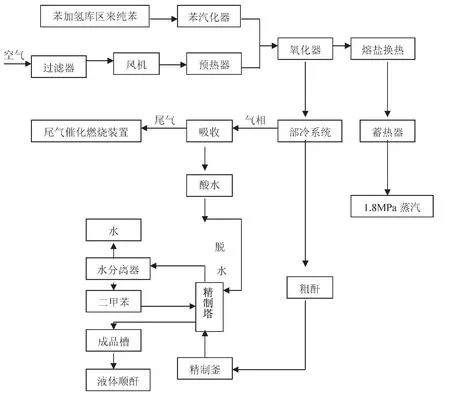
图3 苯法顺酐工艺流程方框图

图4 丁烷法顺酐工艺流程方框图
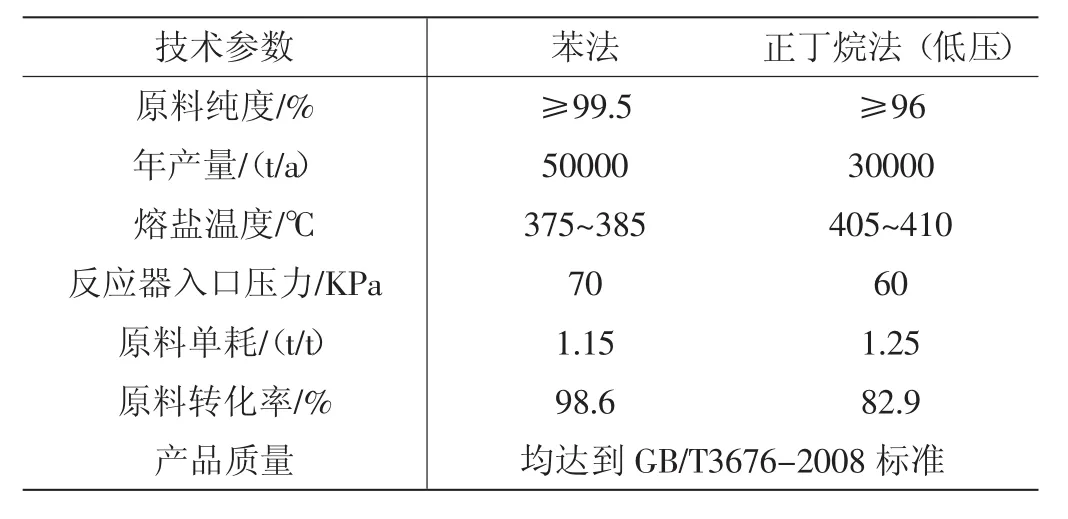
表4 参数对比表
正丁烷法顺酐技术是一种比较成熟的生产工艺,能合理的利用资源。与苯法相比,正丁烷价格低廉,波动幅度不大,下游需求量较少,受市说明:加粗部分为需要技术改造内容。场影响较小;生产成本低;原料途径丰富;正丁烷法原料单耗更低;正丁烷法具有极大优势。但目前丁烷法转化率和收率都不及苯法。随着新型、高性能催化剂的不断研发,从长远看,转化率和收率迟早能达到预期目标,而且苯法必将被正丁烷法代替。目前苯法顺酐产能占比为63%,正丁烷法顺酐产能占比37%。从国内范围看,目前一些顺酐生产厂家正积极改建、扩建和新建以正丁烷为原料的顺酐生产装置,日后顺酐市场的竞争日趋激烈。所以应快速转向正丁烷法,缩短改造周期,尽快投产,率先抢占市场,而在苯法顺酐装置上进行技术改造是目前最佳途径,才能最大限度的规避市场风险,快速扭亏为盈,使得公司走出困境。
猜你喜欢
化工管理(2022年14期)2022-12-02
低温与特气(2022年2期)2022-11-26
石油炼制与化工(2022年8期)2022-08-09
能源化工(2021年3期)2021-12-31
石材(2020年12期)2021-01-15
石材(2020年11期)2021-01-08
石材(2020年10期)2021-01-08
昆钢科技(2020年6期)2020-03-29
创新作文(1-2年级)(2019年1期)2019-07-04
当代水产(2019年4期)2019-05-16
