浅谈自动纠偏功能双辊装置在布料生产设备中的应用
2020-06-03 04:21靳智冯坚钢
科学与信息化 2020年9期
靳智?冯坚钢

摘 要 在对布料进行烘烤、定型时,需要用辊子对布料进行支撑,辊子还需要带动布料不停转动,以使烘烤更加均匀。现有技术的问题在于,辊子缺少自动纠偏的功能,布料在转动过程中容易跑偏。为了弥补现有技术的不足,我们提供一种带自动纠偏功能的双辊装置技术方案。
关键词 布料生产;设备;自动纠偏;功能;双辊装置
1自动纠偏功能双辊装置的特征
包括张紧辊组件、位于张紧辊组件右端的主动辊组件及位于主动辊组件上端的摄像头组件,张紧辊组件包括张紧辊本体、设置于张紧辊本体后端并用于转动安装张紧辊本体后端的张紧辊安装座、设置于张紧辊本体前端并用于支撑和带动张紧辊本体前端左右移动的横移驱动机构,摄像头组件包括对主动辊组件上的布料进行拍摄的工业摄像头。摄像头组件还包括隔热套筒和对照板,工业摄像头设置于隔热套筒内,对照板设置于隔热套筒下端。摄像头组件还包括安装轨和设置于安装轨上的支撑座,支撑座与隔热套筒固定配合。支撑座能够在安装轨上前后移动并通过螺栓固定,隔热套筒通过设置的连接板与支撑座固定配合,对照板固定配合于连接板下端。
横移驱动机构包括滑轨、能够沿着滑轨左右移动的张紧辊支架、电机、与电机传动配合的丝杠及与丝杠螺接的滑块,滑块与张紧辊支架固定配合,张紧辊本体的前端设置于张紧辊支架上。张紧辊本体的前端套设张紧辊轴承座,张紧辊轴承座设置于张紧辊支架上。
主动辊组件包括主动辊本体、设置于主动辊本体后端并用于转动安装主动辊本体后端的主动辊安装座、用于带动主动辊本体转动的主动辊驱动机构、设置于主动辊本体前端并用于支撑和带动主动辊本体前端上下升降的升降驱动机构。
升降驱动机构包括容置壳体、上下滑动配合于容置壳体内的主动辊支架及用于带动主动辊支架升降的升降驱动器,主动辊本体的前端设置于主动辊支架上。主动辊本体的前端套设主动辊轴承座,主动辊轴承座设置于主动辊支架上。升降驱动器为液压缸。
与现有设计相比,本装置设置摄像头组件和横移驱动机构,摄像头组件能够检测布料是否跑偏,横移驱动机构能够对跑偏的布料进行纠偏,机器自动运转,无须借助人工纠错,非常实用[1]。
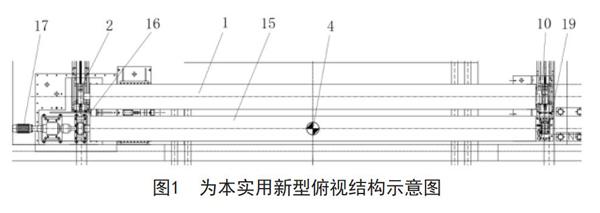
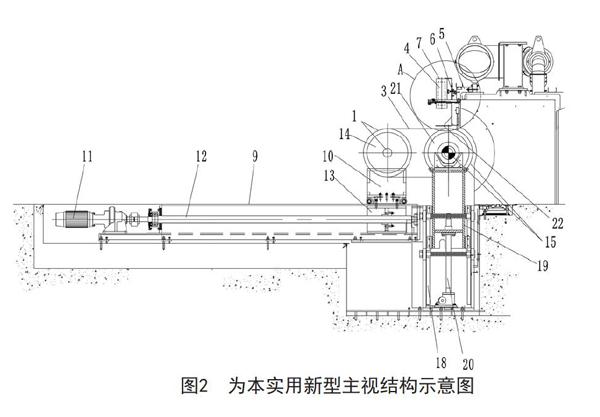
2自动纠偏功能双辊装置附图说明
3自动纠偏功能双辊装置的具体实施方式
下面结合附图对本实用新型作进一步说明。如图所示,一种带自动纠偏功能的双辊装置,包括张紧辊组件、位于张紧辊组件右端的主动辊组件及位于主动辊组件上端的摄像头组件,张紧辊组件包括张紧辊本体1、设置于张紧辊本体1后端并用于转动安装张紧辊本体1后端的张紧辊安装座2、设置于张紧辊本体1前端并用于支撑和带动张紧辊本体1前端左右移动的横移驱动机构,摄像头组件包括对主动辊组件上的布料3进行拍摄的工业摄像头4。其中,张紧辊安装座2为公知技术,其通过轴承、轴承座、壳体等结构对张紧辊本体1的后端进行定位[2]。
摄像头组件的具体结构:摄像头组件还包括隔热套筒7和对照板22,工业摄像头4设置于隔热套筒7内,对照板22设置于隔热套筒7下端,对照板22为白色的反射板,布料3从其下方经过,能够与布料3形成对比,方便图像的采集。更进一步的,摄像头组件还包括安装轨5和设置于安装轨5上的支撑座6,支撑座6与隔热套筒7固定配合,支撑座6与安装轨5滑动配合,支撑座6能够在安装轨5上前后移动,位置选定后再通过螺栓8固定,隔热套筒7通过设置的连接板23与支撑座6固定配合,对照板22固定配合于连接板23下端。
横移驱动机构的具体结构:横移驱动机构包括滑轨9、能够沿着滑轨9左右移动的张紧辊支架10、电机11、与电机11传动配合的丝杠12及与丝杠12螺接的滑块13,滑块13与张紧辊支架10固定配合,张紧辊本体1的前端设置于张紧辊支架10上。更进一步的,张紧辊本体1的前端套设张紧辊轴承座14,张紧辊轴承座14设置于张紧辊支架10上。在安装时,在地面上开设一容置腔,电机11、丝杠12、滑块13均安装于该容置腔内,滑轨9设置于地面上,张紧辊支架10通过设置的滑轮与滑轨9滑动配合
主动辊组件包括主动辊本体15、设置于主动辊本体15后端并用于转动安装主动辊本体15后端的主动辊安装座16、用于带动主动辊本体15转动的主动辊驱动机构17、设置于主动辊本体15前端并用于支撑和带动主动辊本体15前端上下升降的升降驱动机构。其中,主动辊安装座16为公知技术,其通过轴承、轴承座、壳体等结构对主动辊本体15的后端进行定位。主动辊驱动机构17为公知技术,具体为电动机及其配套的传动部件,能够带动主动辊本体15旋转。
升降驱动机构的具体结构:升降驱动机构包括安装于地面的容置壳体18、上下滑动配合于容置壳体18内的主动辊支架19及用于带动主动辊支架19升降的升降驱动器20,主动辊本体15的前端设置于主动辊支架19上。更进一步的,主动辊本体15的前端套设主动辊轴承座21,主动辊轴承座21设置于主动辊支架19上。升降驱动器20为常规的升降机构,可选用液压缸、气缸、电缸等,最好选用液压缸。
本装置还配备电脑,电脑内具有视觉检测软件,工业摄像头4将拍来的照片传给电脑,电脑内的视觉检测软件对照片进行分析,当照片中的布料3边沿超出设定的位置时,电脑控制电机11工作,电机11带动丝杠12转动,丝杠12带动滑块13及其上的张紧辊支架10左右横移,张紧辊支架10带动张紧辊本体1的前端左右横移,以此纠正布料3的行进路线。本装置的张紧辊本体1长达十多米,因此其前端有一定的空间能够左右横移[3]。
4结束语
以上各實施例仅用以说明本技术方案,而非对其限制;尽管参照前述各实施例对本技术方案进行了详细的说明,本领域的普通技术人员应当理解:其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分或者全部技术特征进行等同替换;而这些修改或者替换,并不使相应技术方案的本质脱离本技术方案各实施例技术方案的范围。
参考文献
[1] 张友志.无动力自动纠偏装置在纯碱生产输盐皮带机上的应用[J].纯碱工业,2018,(3):21-22.
[2] 罗维平.基于织物面料的激光自动裁剪机控制系统[J].激光杂志,2010,(4):55-57.
[3] 李新华,龙世铭.无源液压纠偏装置在井下带式输送机中的应用[J].矿山机械,2018,46(3):71-72.
猜你喜欢
中国应急管理科学(2022年2期)2022-05-23
当代工人(2020年13期)2020-09-27
中学生理科应试(2019年10期)2019-10-30
工业设计(2019年4期)2019-06-11
小火炬·智漫悦读(2017年7期)2017-09-29
新高考·高一物理(2017年4期)2017-07-15
中国机械(2015年1期)2015-10-21
新高考·高一物理(2015年4期)2015-08-20
微型计算机(2009年2期)2009-12-09
娃娃画报(2009年9期)2009-09-14