
食品定量称重包装控制系统设计
2020-06-03 08:21王萌
食品工业 2020年5期
王萌
河南经贸职业学院(郑州 450003)
随着社会的不断发展,人们的生活水平得到大幅提高,奶粉、豆奶粉、核桃粉等食品消耗量逐年提升。在电子控制称重器出现之前,食品生产企业通常采用人工称重方式进行称重再完成包装,这种称重方式通常采用机械称进行静态称量。但这种称重方式往往工作强度大,且称重精度往往受人为因素影响,从而使得称重质量不高。
为了提高食品称重效率和称重精度,需要设计一款能够自动完成称重包装等工艺的动态定量称重系统。系统需要集机械设计、计算机技术、传感器技术及自动控制技术于一体,能够自动完成称重,并能够对称重系统数据进行采集。称重控制系统作为称重系统的大脑,在食品配料过程中通常需要多个控制器协调完成称重,从而要求称重控制器能够相互进行通讯。食品称重包装环境通常比较恶劣且工作时间较长,因此需要控制器中的硬件部分要求具有较高可靠性,能够适应复杂的工作环境。因此,称重系统中的控制器的控制精度直接决定称重包装产品的质量。
为了提高称重质量,且保证称重控制系统能够稳定可靠地在复杂多变的工作环境中长时间运行,设计一款基于PLC的食品称重包装控制系统,通过传感器采集食品质量,由PLC控制器完成判断,最终完成食品的定量称重包装。
1 食品定量称重系统
食品定量称重包装控制系统主要由定量称重系统和自动包装系统两部分构成。定量称重单元主要由给料装置、携带传感器的称斗、下料料斗及称重控制器组成。其中,称重控制器作为食品定量称重系统核心,控制器的控制精度、控制方法及控制器灵敏度等对于称重精度具有重要影响。定量称重包装系统结构简图如图1所示。
称重控制器收到上位机下发的开始称重指令后,称重控制器向给料装置A和B发出控制信号,料斗开始进行粗给料快速下料,食品进入到称斗后,由称斗中的称重传感器采集重量信号,信号经过A/D转换模块传送到控制器中。控制器通过比较当前采集到的食品重量与目标重量的偏差,当偏差在一定范围时,控制器对给料装置A和B发出精给料信号开始进行缓慢下料,通过缓慢下料进行精确称重。控制器在发出停止加料信号时,往往会有一部分食品刚脱离给料装置,使得最终称重大于目标值。针对此情况通常通过控制器进行判断,在达到目标值之前停止加料,下料落下传感器测量值达到稳定后,控制器再进行偏差子判断,控制精给料直到达到目标重量。
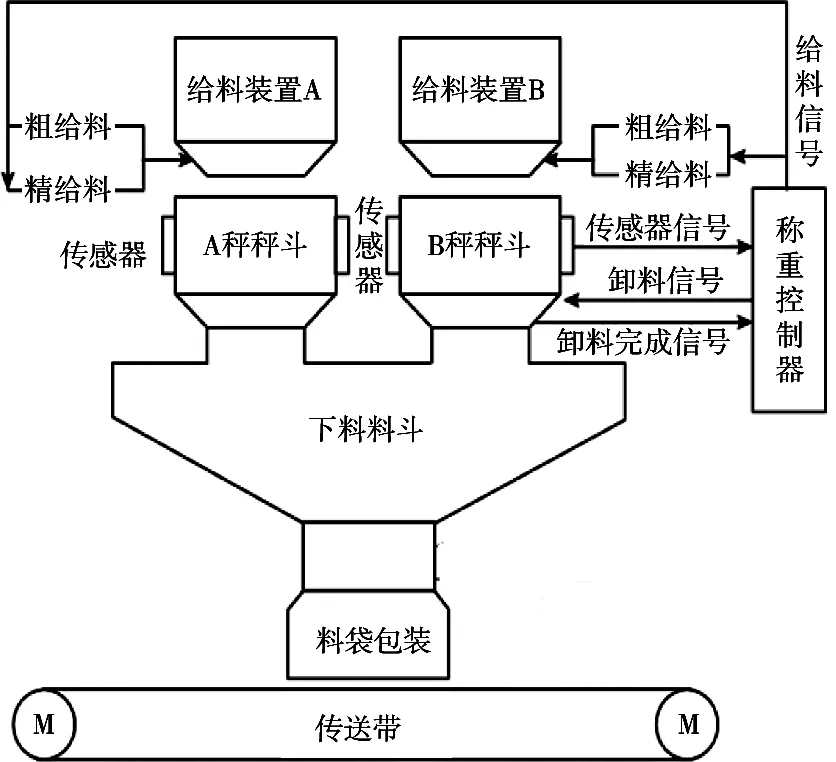
图1 定量称重包装系统结构
2 硬件系统设计
根据食品定量称重包装工艺流程及控制要求,采用基于PLC和触摸屏的控制形式,控制系统硬件结构如图2所示。控制系统主要组成为:
1) 核心控制器。核心控制器主要由松下PLC等模块组成,PLC主要完成逻辑动作指令下发,并采集传感器传送过来的模拟量信号,根据运算结果控制下料电机的动作。
2) A/D采集模块。AD采集模块主要负责采集称重传感器信号,并通过转换将其转换成数字量,并由PLC完成重量偏差计算。
3) 称重传感器。称重传感器主要负责测量称量斗内的食品重量,并将其传送到A/D模块中。
4) 直流电机驱动器。由PLC发出电机驱动信号后,控制卸料电机动作。
5) 触摸屏。触摸屏主要负责称重包装参数设置、部分命令下发、数据采集及故障监控。
6) 显示基板。显示基板为触摸屏冗余,主要作用同触摸屏完全相同,在触摸屏出现故障情况下同样能够采集数据、设置参数、下发运转指令。
为了精确采集食品重量,选用Z6FC3-100型传感器,传感器通过重力挤压电阻,电阻发生应变实现重量称量。传感器标准额定称重为10 kg,为六线制接线方式。称重系统中共采用4个传感器,在A称重器中和B称重器中分别使用2个。传感器接线示意图如图3所示。
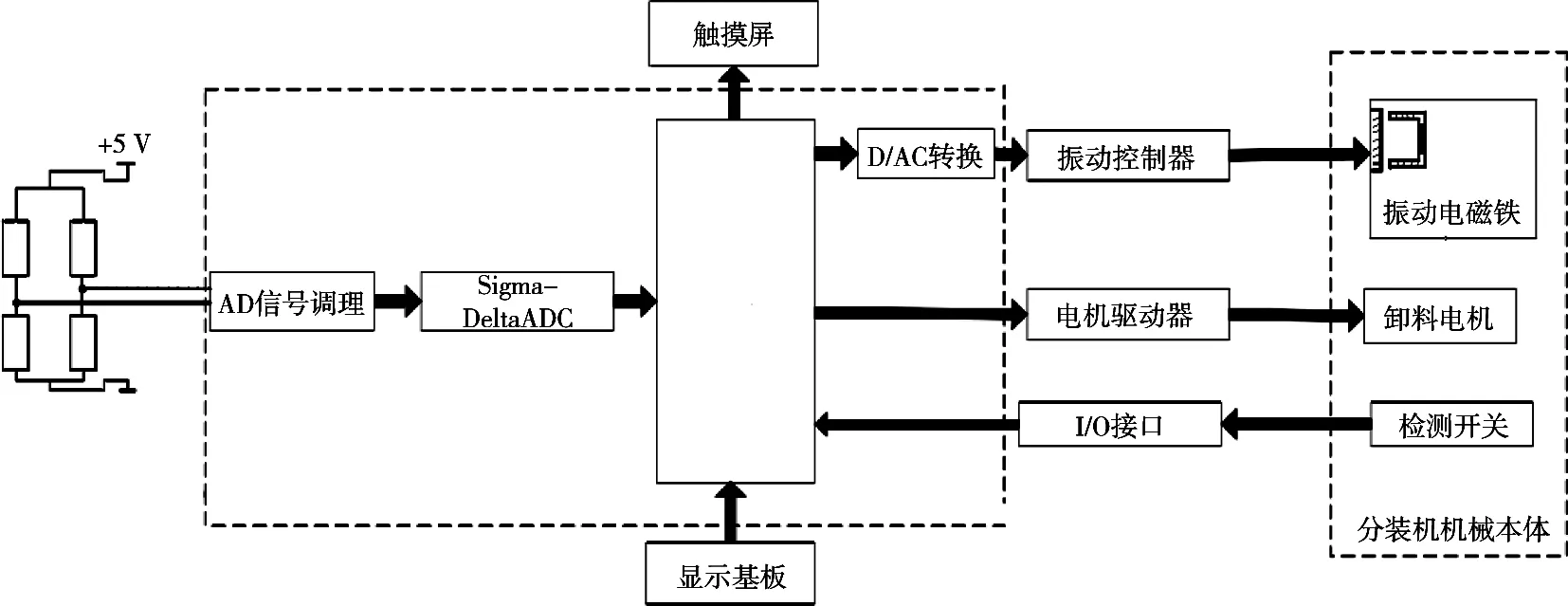
图2 系统硬件框图
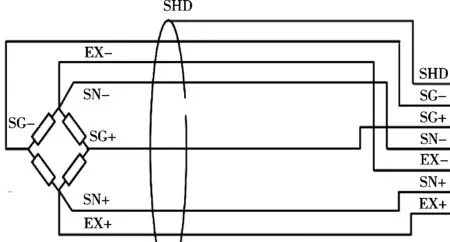
图3 传感器接线示意图
3 软件系统设计
食品定量称重包装控制系统需要实现食品流量的精确控制,完成一次完整的称重控制流程如图4所示。通过触摸屏启动按钮;称重系统开始运行,系统进入安全回路确认即称料斗内有无物料、卸料门是否处于关闭状态,安全回路确认通过后开始称重。PLC控制器控制驱动粗给料电电机和精给料电机运动,从而给料阀门打开,食品开始快速落入称重料斗中。PLC检测到食品重量达到一定值时,则关闭粗给料电机,精给料电机继续运转进行放料,质量达到设定值时,精给料电机停止转动,给料门全关闭,称重结束。实际质量超出目标值上限时,称重控制器再给出称重结束信号后,进行超出上限值报警。若实际值并未达到目标值下限时,精给料电机继续运转进行补料。
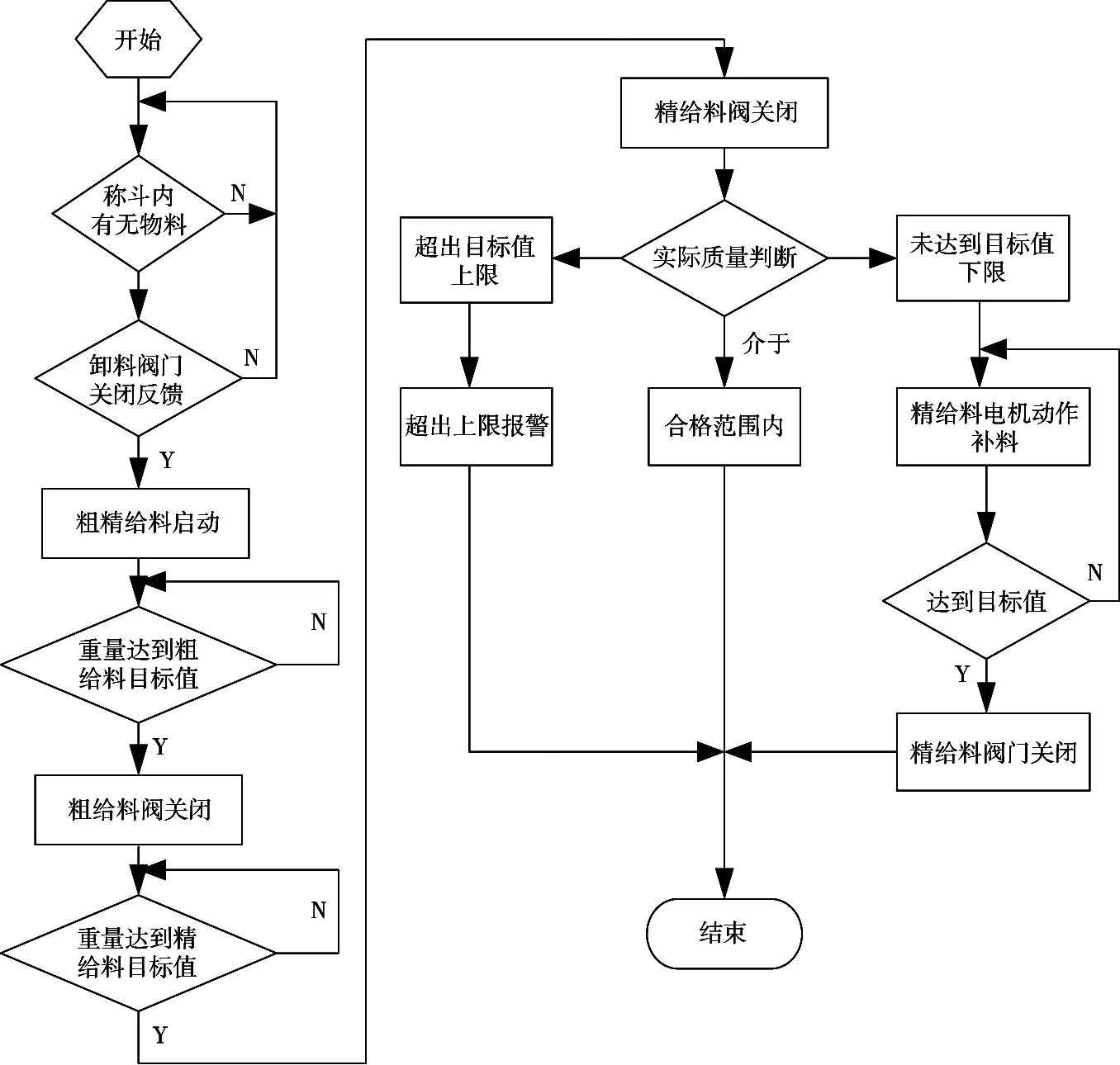
图4 控制流程图
为使称重控制系统命令下发、数据采集显示、故障信息提醒,基于人机触摸屏开发相关人机交互系统。触摸屏系统运行界面如图5所示。主界面中包含部分运转按钮、控制按钮、运行状态显示、完成包装数量合格数量统计及其他一些界面。
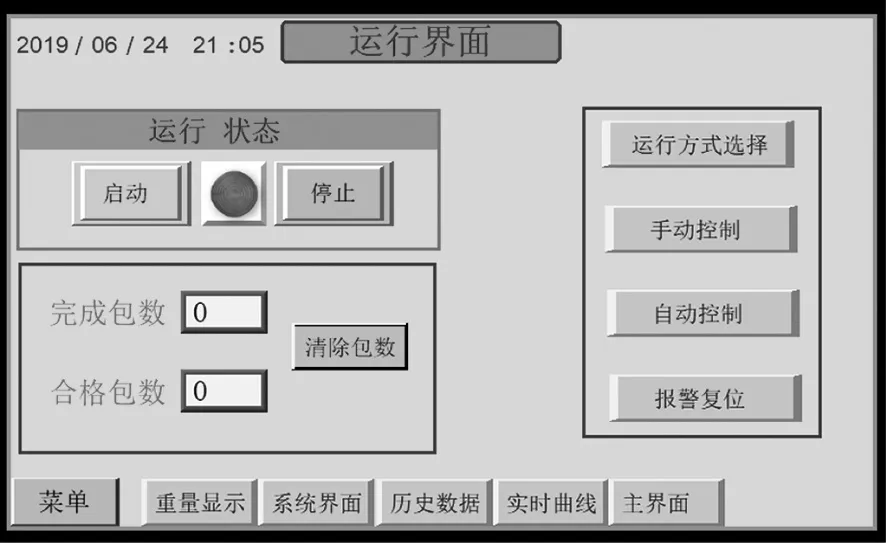
图5 运行界面
4 结语
为提高食品定量称量机械自动化程度、提高企业生产效率、降低工人劳动强度,设计一款基于PLC和触摸屏相结合的定量称重控制系统。详细介绍控制系统硬件结构,并在此基础上给出控制系统PLC程序设计流程图,结合称量工艺及控制方式,设计人机触摸屏画面,通过触摸屏实现定量称重系统命令下发、数据采集、故障显示等。该控制系统结构简单,稳定性高,抗干扰能力强。控制系统能够显著提高称重系统自动化程度,对提升食品称量包装企业生产效率具有重要意义。
猜你喜欢
世界科学技术-中医药现代化(2020年2期)2020-07-25
文苑(2020年6期)2020-06-22
装备制造技术(2019年12期)2019-12-25
中成药(2018年12期)2018-12-29
知识就是力量(2018年7期)2018-07-11
中成药(2017年6期)2017-06-13
医学研究杂志(2015年4期)2015-06-10
筑路机械与施工机械化(2014年2期)2014-03-01
诗潮(2014年7期)2014-02-28
河南科技(2014年12期)2014-02-27
