
厌氧+二级A/O+MBR工艺及其运用探究
2020-06-01 18:40曾令华
科学大众 2020年3期
关键词:污水处理
曾令华
摘 要:在污水处理中,厌氧+二级A/O+MBR是一种科学可行的处理工艺,具有投资合理、污水处理效率高等优点。在本研究,文章将详细分析厌氧+二级A/O+MBR的工艺内容,并结合实际案例,对该方法的运用作详细研究。
关键词:厌氧;二级A/O;MBR;污水处理
目前,城市生活污水情况越来越严重,寻找一种科学、有效的污水处理方法已经成为相关人员关注的重点内容。根据现有经验可知,传统的污水处理方法存在清洁效果差、运行效率低等问题,导致成本居高不下,制约了相关技术的进一步推广。而“厌氧+二级A/O+MBR”技术的出现,有效弥补了传统工艺的不足,具有明显优势。
1 对厌氧+二级A/O+MBR工艺的分析
1.1 厌氧+二级A/O+MBR技术简介
与传统技术相比,厌氧+二级A/O+MBR技术充分发挥了厌氧、二级A/O以及膜生物反应器(Membrane Bio-Reactor,MBR)工艺的先进性,使三者能够实现工艺互补,对于污水具有理想的处理能力。在厌氧+二级A/O+MBR系统中所产生的高污泥能够进一步控制水力停留时间,并能够同步完成硝化反硝化、反硝化除磷等化学处理过程,其效果显著。厌氧+二级A/O+MBR最早出现于20世纪70年代,其主要功能是处理城镇废水,其中的二级A/O具有令人满意的脱氨除碳能力,使污泥不易发生丝状膨胀,因此管理难度小,并且具有很强的水解酸化能力[1]。随着现代生产工艺发展,MBR工艺开始被广泛地应用在污水处理中,作为一种生化处理技术,具有出水稳定、占地面积小、排泥量小、操作簡单可行等优点,再配合厌氧池,能够快速处理废水,已经发展成为一种科学的污水处理方法。
1.2 厌氧+二级A/O+MBR技术的工艺原理
1.2.1 厌氧处理
在厌氧+二级A/O+MBR技术中,废水在经过固液分离处理后进入到沼气池,即折流式厌氧污泥反应池,该池的主要优点是造价低,能够满足多数地区的应用要求。在该池中,废水的平均停留时间为7.6~8.1 d,在这个过程中,污水在经过厌氧发酵后,会自流进入水解酸化池,此时的水解酸化池中设置了大量的组合式多孔环填料,使其成为微生物的附着床,保证微生物可以在池内顺利成长,最终提高污水处理能力。
1.2.2 二级A/O技术
在二级A/O池中分为厌氧段和好氧段。(1)好氧工艺单元主要采用低负荷的好氧工艺,该工艺的显著优点就是能够去除水体中残留的有机污染物,并且在硝化细菌的作用下,能够将污水中的氨氮元素控制在理想水平。(2)在厌氧工艺中,将膜池的消化液回流至缺氧池中之后,缺氧池入口的溶解氧维持在较高的浓度下,随着生化反应的进行,溶解氧将会被消耗殆尽,最终进入到缺氧与厌氧模式,因此,该工艺中所使用的厌氧工艺是通过水体溶解氧随水流形成的、递减的溶解氧梯度,造成缺氧和厌氧共存的模式。与其他相比,本技术中的厌氧工艺还能通过厌氧机制来调整废水污染物的原本结构,强化废水的可生化性水平。该工艺中的水解酸化功能,能够将生物降解难度高的物质转变为易降解物质,为混合厌氧消化过程的甲烷化阶段提供各种必要的基质,方便好氧与厌氧处置。在二级A/O池中,污水在厌氧段的停留时间为7.0~7.3 h,在好氧段的停留时间为21.0~21.6 h,通过相应的反应时间能够促使含氮化合物在反硝化菌与硝化菌的作用下转变为氨气并释放,而同时污水中的磷也会在相关微生物的作用下经过反复的沉淀后,以固体形式排出[2]。
沉淀池的设计中采用了气提污泥回流工艺,在保证多点污泥回流的基础上,维持回流量200%左右(必要时可以增加至300%),通过大比例的污泥回流提高了污泥中微生物的利用率,减少微生物流失等问题发生,最终降低整个系统的污泥处置成本。同时,本文所介绍的方法通过气提回流工艺,还有助于进一步控制系统能耗。因此,从整个技术来看,通过二级A/O池技术能有效清除污水中的氨氮污染物,保证了污水净化效果。
1.2.3 MBR技术
MBR技术能够结合高浓度的活性污泥处理与超滤膜系统,对污水作有效处置,该技术具有显著优势,表现为:(1)抗氧化性能良好。在污水处理过程中,膜的污染程度受抵抗氧化能力影响,因此,一般在无数处理过程中,膜的堵塞会导致污染物增加,而解决这种问题的主要方法就是化学清洗。本次研究中所使用的膜为PVDF(聚偏氟乙烯复合膜),该膜具有更强的抗氧化效果,对于碱、氧化剂等物质都具有良好的抗腐蚀作用[3]。(2)高强度特征。在MBR技术中,在聚偏氟乙烯复合膜基础上再在外侧增加一层,这种方法可以使复合膜具有更强的抗拉伸能力,并且膜清洗难度不会显著增加,因此满足该技术需求。
废水在MBR池内做好氧处理,该处理方法的主要优势就是可以充分将污水中的一些微生物阻拦在二级A/O系统中,保证整个系统中活性微生物的浓度维持在理想水平,保证了污水处理效果。除此之外,该技术所使用的真空纤维膜能够有效去除污水中的悬浮物,使污水更加洁净。MBR池内的活性污泥可以通过气提污泥回流至前段的水解酸化池,保证污水处理系统的微生物平衡。
2 厌氧+二级A/O+MBR技术的应用分析
2.1 技术应用路径
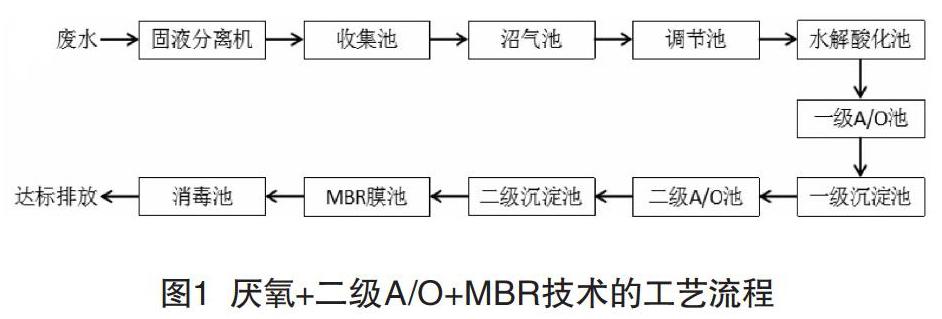
厌氧+二级A/O+MBR技术作为一种先进的污水处理技术,具有广阔的应用前景,本文将结合某地区的污水处理要求,对厌氧+二级A/O+MBR技术的应用路径作详细分析,其具体的污水处理工艺流程如图1所示。
2.2 工艺调试
在厌氧+二级A/O+MBR技术的工艺调试中,主要调试内容包括以下几方面。
(1)清水实验。在厌氧+二级A/O+MBR技术的相关设备与结构准备就绪后,向结构中灌入一定量的清水,通过检查清水在该结构中的运行情况,判断污水处理系统中产水泵、沼渣泵等关键的部件能否正常运行;检查各个管道的形状与状态,记录是否存在漏气漏水等问题。当清水实验运行24 h并且无异常情况后,证明厌氧+二级A/O+MBR技术的准备环节取得成功。
(2)进水调试。在清水实验结束后,开始向该结构中引入污水,按照正常设计的参数启动设备,根据相关设备设计的运行参数调试设备。之后对出水水质进行连续监测,当连续监测结果显示出水水质稳定之后,就可以进入到正常的工作状态。
2.3 工艺运行
本文所介绍的厌氧+二级A/O+MBR技术在经过调试后,设备的运行稳定性良好,连续监测结果显示,出水水质满足我国相关地区对污水排放的标准,其中总磷的进水水质为(57.36±2.14)mg/L,SS进水水质为(2 741.52±69.17)mg/L;出水标准分别为(5.24±1.29)mg/L,(104.63±13.42)mg/L。
2.4 经济效益分析
本项目的总投资为86万元,其中,土建项目约48万元,设备采购约38万元,详细的成本支出情况为:(1)土建工程投资包括池体建设,使用了钢砼结构,总造价为42.6万元;设备间采用砖混结构,总造价5.4万元。(2)设备采购,主要包括污水提升泵、沼渣泵、剩余污泥泵、产水泵、反冲洗泵等,总采购价格约36万元,安装与调试费用2万元。
同时,从运行成本来看,该系统在建成之后,废水处理成本约为5.03元/t,整体成本较低。而从社会效益进行评价后,可以发现,该技术作为一种科学可行的处理工艺,是对废水处理方法的一种改造,能够加快当地循环经济产业发展,不仅减少了环境污染问题,也能保证地区经济活跃,甚至创造新的经济增长点,这对于推动社会的可持续发展都具有重要影响。
3 结语
本文介绍了一套完整的厌氧+二级A/O+MBR技术,并对该技术的应用情况进行了评价,从总投入来看,整体投入水平较低,无论是城市还是其他存在污水处理需求的机构均可以承受该成本,因此,厌氧+二级A/O+MBR技术是一种有效的污水处理方案,值得推广。
[参考文献]
[1]刘治界,杨春鹏,秦冰.催化臭氧氧化与陶瓷膜耦合处理污水研究进展[J].现代化工,2020(3):1-4.
[2]侯辰鸣.膜生物反应技术在环境工程污水处理中的应用探析[J].中國资源综合利用,2020(1):63-65.
[3]王洋,张建胜.EM-BAF污水处理自动化控制方案的实现[J].中国仪器仪表,2020(1):59-63.
猜你喜欢
中国应急管理科学(2022年2期)2022-05-23
中国科学探险(2021年4期)2021-10-02
科学与财富(2021年34期)2021-05-10
科学家(2021年24期)2021-04-25
环境与发展(2020年10期)2020-12-14
科技创新与品牌(2020年7期)2020-07-29
当代农村财经(2018年12期)2018-02-14
旅游纵览·行业版(2017年2期)2017-03-25
消费导刊(2016年4期)2017-01-10
城市建设理论研究(2012年22期)2012-09-06
