
气流烘丝机燃烧炉头温度控制的稳定与优化
2020-06-01 18:40朱炜平
科学大众 2020年3期
朱炜平

摘 要:气流烘丝机作为制丝车间的主要烘丝设备之一,其各参数的控制精度和稳定性直接影响产品的质量。气流烘丝机工作时燃烧炉头的温度是其关键参数之一。以质量评价指标即QI提升为目标,系统分析当前气流烘丝机的主要问题并查找原因,提出并实施各项稳定优化措施,以提升该参数的QI得分为目标,保障产品质量的稳定。
关键词:气流烘丝机;炉头温度;QI
1 现状调查
气流烘丝机工作时燃烧炉出口气流温度的控制精度主要通过质量评价指标(Quality Evaluation Index,QI)进行评价。目前气流烘丝机工作时燃烧炉出口气流温度QI占气流烘丝机总QI评分权重较大,因此,提高工作时燃烧炉出口气流温度QI,将有效地提高气流烘丝机的QI总分,达到车间精益求精的工艺要求。
对2019年4月份燃烧炉头温度QI值进行分析,并提取了QI分数最低和最高的10批次的QI得分。综合发现,最低10批平均QI分数为43.57,最高10批平均QI分数为48.18,4月份平均QI分数为64.50。
通过比较4月份QI分数最低和最高的10批,可以发现最低10批的非稳态QI分数基本为0,且稳态分数也相对偏低,都存在比较大的提升空间。
2 目标确定
本着精益求精的精神,尽可能地提高QI分数无论是对生产班组还是车间来说都是不懈追求的理想目标,因此,将4月份分数最高的10批QI平均分48.18设为月平均QI目标将是一个挑战。
3 原因分析
气流烘丝机分预热、空闲、正常生产、冷却、清洗等5个状态。预热和空闲时燃烧炉头温度的设定值为168,正常生产时设定值按照工艺配方设定。当设备进入生产模式后,按照设定好的时间,工艺气温度按照所设定的生产模式设定值调节燃烧炉的炉头温度,料头阶段燃烧炉头的温度缓慢上升需要一定的过程。在料尾阶段,设备进入空闲模式后,按照设定好的时间,工艺气的温度按设定的空闲模式温度预设值控制炉投温度,在尾料阶段温度下降,并持续一段时间。根据现场实际调研分析,得出原因分析的树形图,如图1所示。
3.1 炉头温度PID调节效果较差
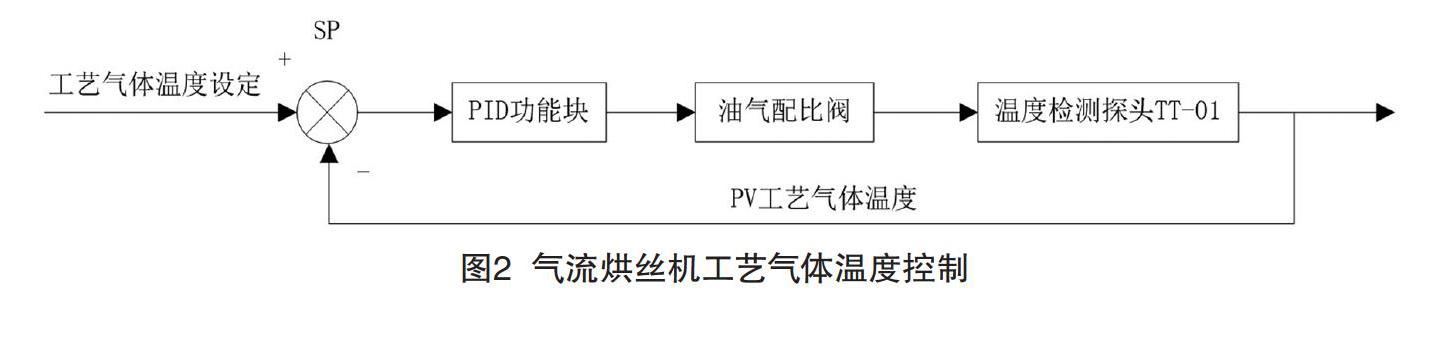
燃烧炉头温度控制回路,检测元件温度传感器TT-01,执行元件燃烧炉头控制器。燃烧炉由伺服电机控制油气配比阀,助燃风机提供助燃空气;当工艺气温度低于设定值时,燃烧炉增加火力开大阀位,当工艺气温度高于设定值时,燃烧炉减小火力关小阀位,始终保持工艺气体温度的稳定,制模型如图2所示。
在进料开始阶段,温度从168 ℃以较快的速度上升到173 ℃,此时,设备需要燃烧炉头的控制器能够快速动作并响应,设备整体的热转换效率要持续提升。在整个过程中,燃烧炉头的转换效率主要从两方面改进,一是整体炉腔的清洁程度,二是控制油气配比的阀门调整需要快速达到最佳的燃烧状态,使整体含氧量控制在7%左右。
利用月度生产空隙对炉头进行打开检查并对燃烧炉内的积碳进行检查,可以发现炉腔的内壁已被积碳覆盖,用工具深入检查发现积碳量厚度较大,影响到了燃烧炉整体的热转换效率。在燃烧炉燃烧时监测了含氧量,为3.5%,此时炉腔内的燃烧状态处于非完全燃烧,即油气配比不佳,进一步造成了燃烧不充分,进而影响到了炉头的PID控制效果。
3.2 存在堵料现象
堵料现象导致一批料出现多次料头料尾,影响QI值。通过统计21次非稳态较低批次的原因,发现其中19批次存在断料情况。
断料后重新进料,导致多个料头时PID的超调时间过长、非稳态时间过长,因此断料为要因。
3.3 料头温度异常降低导致非稳QI值降低
3—7月周末停产后的第一批,出现6次料头温度异常,快速降低后又提升。
4 实施对策
针对以上分析采取如下措施。
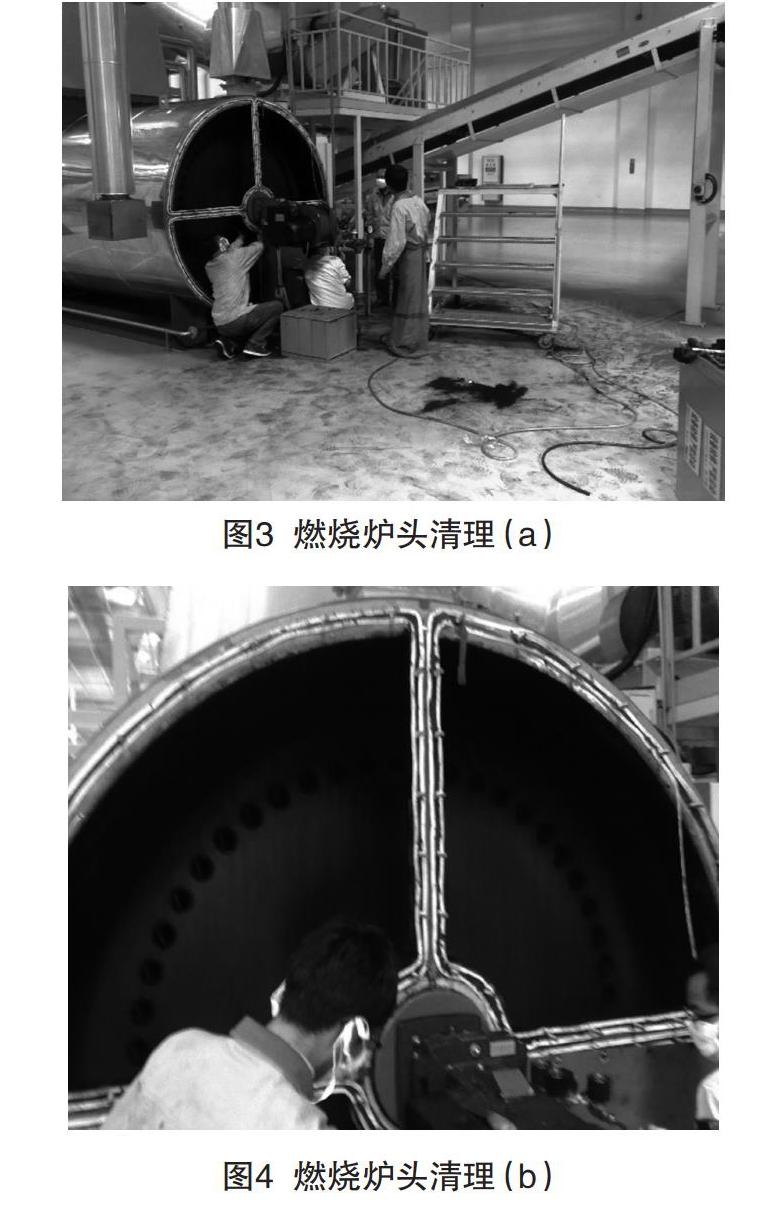
4.1 清理燃烧腔
利用停产时间,对炉头燃烧腔进行清理,如图3—4所示。
4.2 重新调整各火位下的油气比例
手动设置各火位进行燃烧,同时测试各火位下尾气中的成分比例,以达到完全燃烧又节省燃料的数值,对助燃风机风门凸轮进行调整(油量没调整)。其中调整主要元器件如图5所示。
4.3 气流烘丝机断料整治
气流烘丝机断料问题主要由另外一个小组负责,经过一些综合措施,堵料问题已经得到了比较好的解决。
4.4 针对燃烧炉炉头温度异常降低的现象
在以上整改的基础上,对炉头的温度检测器進行检查并查找其他原因,初步分析排水阀的设计及使用过程可能影响到炉头的温度。鉴于燃烧炉内部存在加大的负压,排水管路存在的少量污水会被负压抽入炉腔内部,并影响和干扰到了炉头温度的监测,进一步可能影响到炉头的温度控制过程。
改进措施为针对排水阀的使用情况进行调查,并最终确定每天生产首批前由现场人员开启排水阀进行排水,引流出燃烧炉内部杂物,预热时关闭排污阀。对该项操作进行了3个星期的检查与跟踪,发现炉头温度降低现象不再出现。
与技术组进行沟通确认后,将排污阀的操作规范写入《巡视作业指导书》,并纳入考核标准。
5 效果验证
经过采取一系列措施,9月起,气流烘丝机燃烧炉出口QI得分得到了有效提高。结合整改前和整改后的数据,如表1和图6所示。
通过以上措施,较大程度地提升了燃烧炉头温度的非稳态分数,同时也促进了稳态得分一定程度的提升。目前燃烧炉头温度QI得分已达到初始目标值。
