
基于SIEMENS828D数控系统的UG后处理器的构建方法
2020-06-01 18:40宿华龙张宇马彬石阳徐云飞
科学大众 2020年3期
宿华龙 张宇 马彬 石阳 徐云飞
摘 要:SIEMENS数控系统是目前优秀的数控系统之一,在国产和进口数控加工中心机床中得到了广泛应用。文章结合生产一线的加工经验,以SIEMENS828D数控系统为例,介绍了UGNX12后处理器的构建方法和过程,使立式加工中心在首件调试时,应用此处理器后处理生成的数控加工程序无须任何手动修改,避免手动编程和修改程序时出现的差错,同时,提高了编程效率和产品的一次合格率。
关键词:SIEMENS828D数控系统;UGNX12;后置处理
随着加工技术的不断发展,数控加工中心机床的应用在航天、航空、军工、汽车零件的制造中越来越普遍。西门子数控系统是目前优秀的数控系统之一,在国产和进口数控加工中心机床中得到了广泛的应用。对于单件小批量产品制造企业来说,提高产品一次调试合格率是企业高质量发展的基本需求。在加工精密和难度大的机械零件时,依赖于计算机辅助设计(Computer Aided Design,CAD)/计算机辅助制造(Computer Aided Manufacturing,CAM)软件来生成刀路轨迹,再将刀路轨迹通过后处理器转换成特定机床可以接受的G代码。然而使用UnigraphicsNX软件的加工模块默认的后处理器生成的G代码,并不适合SIEMENS828D数控系统直接使用。通常需要手动修改G代码,修改过程容易出现误删除的情况,造成加工方面的安全隐患。在修改程序段较多的程序时,也增加了机床的待机时间。因此,构建特定的后处理器,可以解决上述问题,同时提高编程效率和产品一次合格率。本研究以UGNX12后处理模块PostBuilder为基础,介绍了SIEMENS828D数控系统后处理器的构建方法和过程。
1 后处理器基本设置
1.1 后处理器语言设置
在WIN10操作系统中,打开“开始→SiemensNX12.0→后处理构造器”,进入后处理构造器对话框中。点击“Options→Language→中文(简体)”,将语言改为中文。
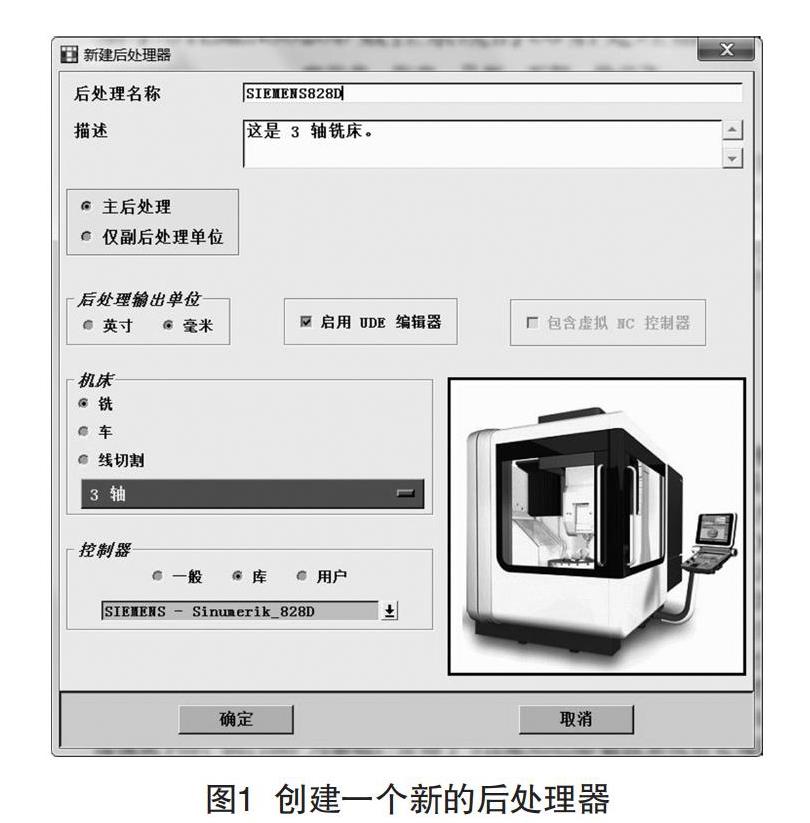
1.2 创建一个新的后处理器
在文件菜单中点击新建,弹出新建后处理对话框,定义后处理名称为“SIEMENS828D”,后处理输入单位选择“毫米”,机床选择“铣”,控制器选择“SIEMENS-Sinumerik_828D”,然后点击确定,如图1所示。
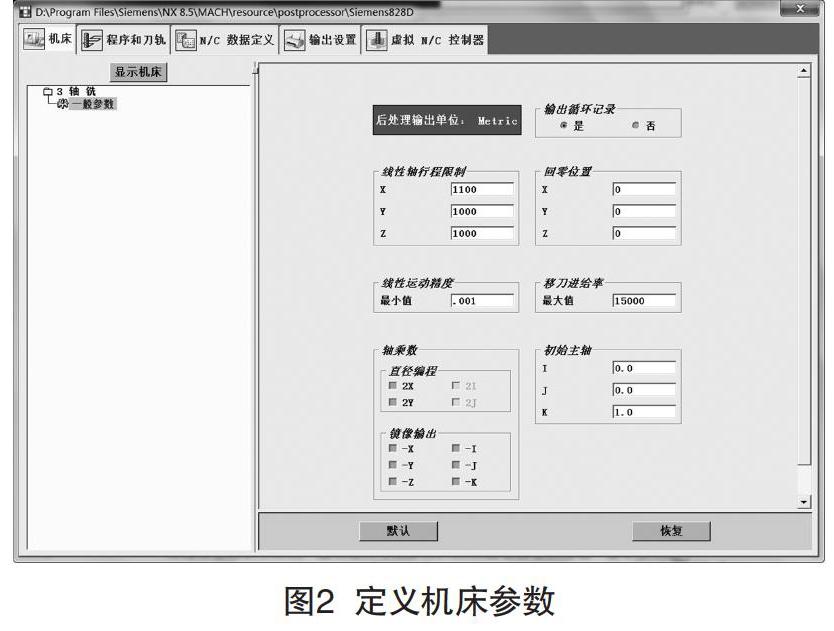
2 定义机床参数
选择机床选项卡,在线性轴行程限制对话框分别定义机床X,Y,Z的行程,线性运动精度定义为0.001,移刀进给率定义为机床最高移动速度,如图2所示。
3 定义程序和刀轨参数
3.1 定义程序起始序列参数
选择程序和刀轨参数选项卡,在程序起始序列添加3行新块,用于在程序头输出初始G代码。第一行定义为“G40G17G710G90G54”,第二行定义为“G0SUPAZ-1D0”,第三行定义为“D1”。
3.2 定义工序起始序列参数
选择工序起始序列,在刀轨开始添加一行定制命令,用于每个工序开始处输出中文注释信息,内容如下:
globalmom_tool_name
globalmom_tool_type
globalmom_tool_diameter
globalmom_tool_length
globalmom_tool_corner1_radius
globalmom_operation_name
MOM_output_literal";工序名称:$mom_operation_name"
if{[infoexistsmom_tool_name]}{
MOM_output_literal";刀具名稱:$mom_tool_name"
}
if{[infoexistsmom_tool_type]}{
MOM_output_literal";刀具类型:$mom_tool_type"
}
if{[infoexistsmom_tool_diameter]}{
MOM_output_literal";刀具直径:[format"%.2f"$mom_tool_diameter]"
}
if{[infoexistsmom_tool_length]}{
MOM_output_literal";刀具长度:[format"%.2f"$mom_tool_length]"
}
if{[infoexistsmom_tool_corner1_radius]}{
MOM_output_literal";刀尖半径:[format"%.2f"$mom_tool_corner1_radius]"
}
3.3 定义自动换刀参数
在自动换刀处添加4行新块,用于输出执行换刀的相关G代码。第一行定义为“M5”,第二行定义为“M1”,第三行定义为“TM6”,第四行定义为“D1”。
3.4 定义工序结束序列
选择工序结束序列,在刀轨结束处添加一行新块,用于在每个工序结束输出切削液停止指令,定义为“M9”。
3.5 定义程序结束序列
选择程序结束序列,在程序结束处添加3行新块,用于输出程序结束后返回安全位置的相关G代码。第一行定义为“G0SUPAZ-1D0”,第二行定义为“G0SUPAY-1D1”,第三行定义为“M30”。
4 定义输出设置
选择输出设置参数选项卡,在其他选项中定义NC/输出文件扩展名为MPF。
5 结语
文章结合生产一线加工经验,以SIEMENS828D数控系统为例,介绍了UGNX12后处理器的构建方法和过程,使UG编制的加工程序无须修改即可上机使用,避免手工修改程序过程出错,同时提高了编程效率和产品的一次合格率。
[参考文献]
[1]孙泽雷.基于UGNX8.0的卧式镗床后处理的设计制作[J].金属加工(冷加工),2017(6):52-54.
[2]郭永亮,赵华,张礼.Mazak五轴联动机床UG后处理3+2功能定制[J].金属加工(冷加工),2013(10):71-73.
猜你喜欢
工业设计(2022年4期)2022-05-17
科学与财富(2018年11期)2018-06-11
科学与财富(2017年16期)2017-06-13
计算机辅助工程(2016年1期)2016-03-15
企业导报(2015年16期)2015-12-14
化学教学(2015年4期)2015-06-18
智能制造(2015年5期)2015-05-29
智能制造(2015年5期)2015-05-29
汽车工程学报(2015年1期)2015-04-13
现代电子技术(2009年9期)2009-06-25
