
PSA在低温甲醇洗、液氮洗闪蒸气中的应用
2020-05-29 12:46:10沈杲
山西化工 2020年2期
沈 杲
(阳煤集团太原化工新材料有限公司,山西 太原 030400)
阳煤集团清徐化工新材料园区项目是太化集团整体搬迁项目,终端产品是己内酰胺、己二酸,其中,40万t/a合成氨及35 000 m3/h制氢装置是主要配套装置。合成氨装置气体净化采用的是低温甲醇洗和液氮洗工艺,在气体净化装置生产过程中产生的中压闪蒸气包含大量氢气,行业通常设计利用压缩机将闪蒸气送入到气体净化装置入口加以利用。新材料作为上下游一体项目,考虑到园区内有多处利用燃料气加热的设备,设计初期将合成氨气体净化装置闪蒸气作为燃料送入到燃料气系统。在项目进展过程中燃料气变更为引入天然气,另外,园区内建设的双氧水装置需要氢气,所以提出将合成氨气体净化装置闪蒸气通过变压吸附提取氢气送到双氧水装置使用。
1 变压吸附提氢装置设计工艺条件
该变压吸附(PSA)装置提氢单元采用杭州普菲科空分设备有限公司的变压吸附气体分离专有技术,变压吸附技术是以吸附剂(多孔固体物质)内部表面对气体分子的物理吸附为基础,利用吸附剂在相同压力下易吸附高沸点组分、不易吸附低沸点组分和高压下吸附量增加(吸附组分)、减压下吸附量减小(吸附组分)的特性。将闪蒸气在压力下通过吸附剂床层,相对于氢的高沸点杂质组分被选择性吸
附,低沸点组分的氢不易吸附而通过吸附剂床层(作为产品输出),达到氢和杂质组分的分离,然后再进行吸附分离杂质。这种压力下吸附杂质提纯氢气、减压下解吸杂质使吸附剂再生的循环便是变压吸附过程。
1.1 原料气工艺条件
该装置处理的原料气来自两方面:一是低温甲醇洗装置的三塔和四塔一段闪蒸气、二是液氮洗V01的闪蒸气(见表1、表2)。

表1 低温甲醇洗闪蒸气

表2 液氮洗闪蒸气
1.2 产品气
H2回收率保证值≥80.0%,装置操作弹性:50%~110%。
达到双氧水装置氢气纯度工艺指标要求(见表3)。
2 变压吸附装置工艺流程
本装置采用一段5-1-3PSA提氢工艺,由5个吸附塔组成,其中,一个吸附塔始终处于同时进料吸附的状态,由吸附、3次均压降压、顺放、逆放、冲洗、3次均压升压步骤组成。

表3 双氧水使用氢气指标
来自低温甲醇洗和液氮洗闪蒸气混合气,先经原料气分液罐分离掉其中的液滴,从吸附塔底部进入处于吸附工况的塔内,在多种吸附剂组成的复合吸附床的一次选择吸附下,一次性除去氢以外的几乎所有杂质,获得纯度大于99.0%的产品氢气从塔顶排出后经缓冲罐稳压、调压后送往双氧水装置,由逆放和冲洗产生的解析气放空(见图1)。

图1 工艺简图
3 变压吸附5-1-3PSA提氢工艺特点
1) 5个塔依次交替进行吸附过程、均压降压过程、逆放过程、冲洗过程、均压升压过程、终冲过程即可实现气体连续分离与提纯。
2) 采用三次均压回收氢气过程,在保证氢气纯度的同时又是提高氢气回收率的可靠保证。
3) 采用冲洗解吸工艺,不使用抽真空动设备,降低了能耗,操作更简便。
4) 作为关键设备的PSA程控阀,采用空气动力操作系统,相对于液压操作系统具有操作稳定性高、清洁、维护方便的优点。
在西方国家,以英国的上议院为例,其协商民主的保障制度就历经了从习惯法(软法)到制定法(硬法)的演进过程才建立起了软法和硬法相结合的保障机制。英国上议院起初的保障机制来自日耳曼人的商议习惯,1215年制定的《自由大宪章》则从宪法的层面为贵族开会协商议政提供了根本的法律依据,此后通过的《权利请愿书》《权利法案》《国会法》《国会参政法》以及《人权法案》等,使英国上议院逐步建立起较为完善的协商民主硬法保障机制。也正是借助这些硬法保障机制,英国的上议院可以通过质询和弹劾等方式追究相关人员的责任,从而使其协商民主实现的法律力度较大,水准较高。
5) 所有程控开关阀按照事先给定的逻辑程序顺序执行,自动化程度高。
4 工艺控制
4.1 吸附时间设定
装置吸附时间参数可在DCS上设定,也可由DCS根据流量自动计算产生。做到流量越大则吸附时间就应越短,流量越小则吸附时间就应越长,在各种操作负荷下充分利用吸附剂的吸附能力,保证产品纯度的情况下获得最高的回收率(见表4)。
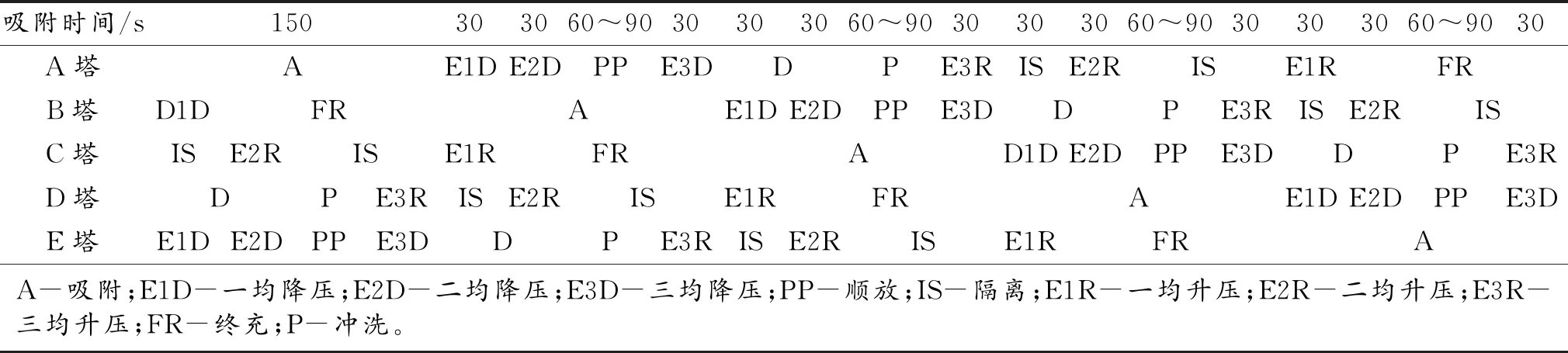
表4 变压吸附时序表
4.2 压力设定
变压吸附气体分离工艺核心是利用压力的变化实现吸附剂对混合气体的杂质组分的分离,压力是PSA的关键参数,原料气体压力越高吸附分离效果越好。由工艺设计参数确定,原料气进入装置的压力设定为0.8 MPa(G),吸附塔各阶段的压力由控制系统依据理想压力曲线自动设定完成(见图2)。
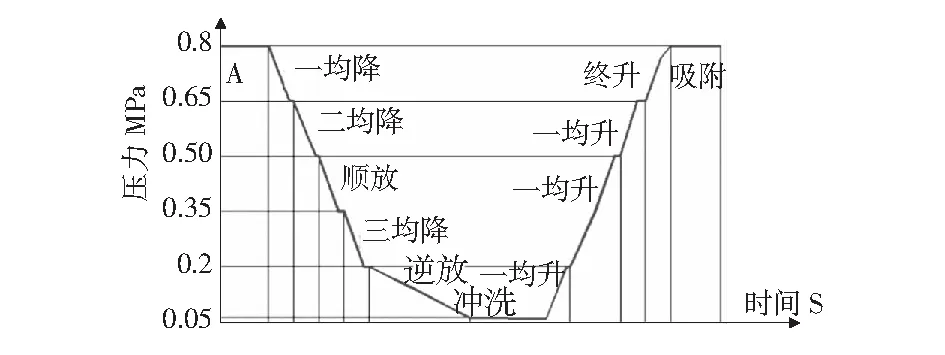
图2 吸附塔理想压力曲线示意图
4.3 报警、联锁的设定
PSA装置主要依据程控阀自动切换工艺流程,因此装置要求有完善的报警、联锁系统(见表5、图3)。
5 主要设备及吸附剂
1) 气液分离器
规格:Ф600 mm×4000 mm,内设丝网除沫器,除掉原料气带来的液滴,保护吸附剂。
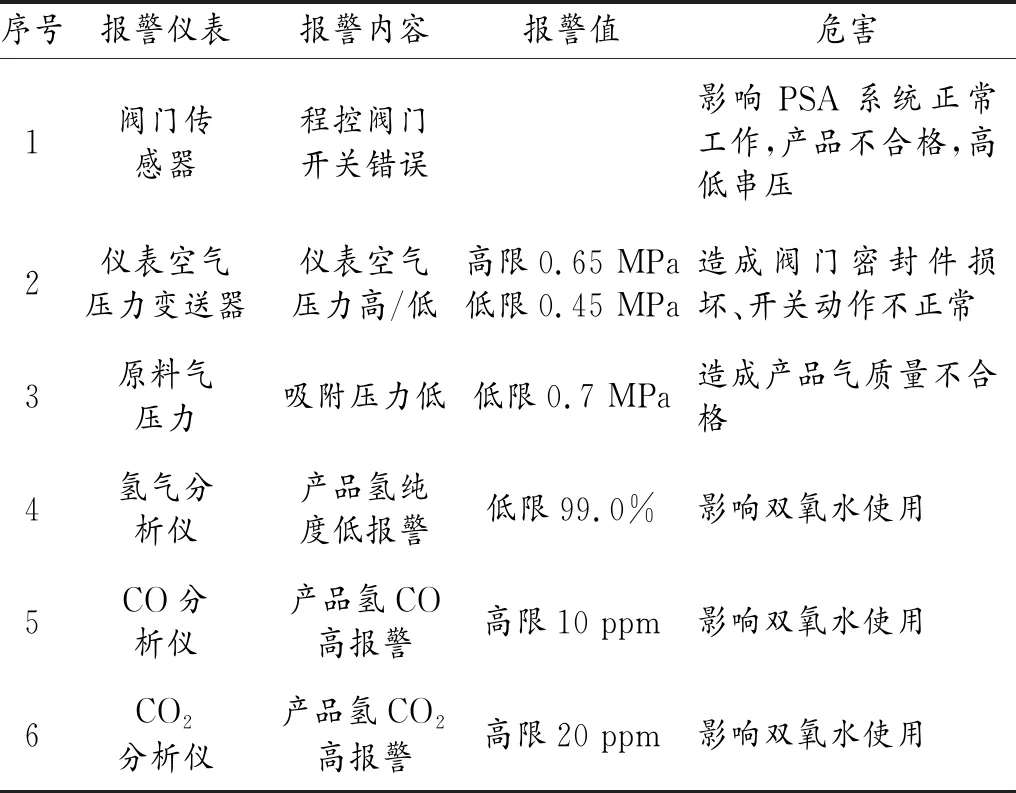
表5 报警一览表

图3 联锁逻辑图
规格:Ф1000 mm×7000 mm,保障产品氢气压力稳定送出。
3) 解吸气罐
规格:Ф1200 mm×7000 mm,稳定解吸气压力。
4) 吸附塔
规格:Ф800 mm×5000 mm,内装四层填料和吸附剂,是进行吸附的重要设备(见图4)。
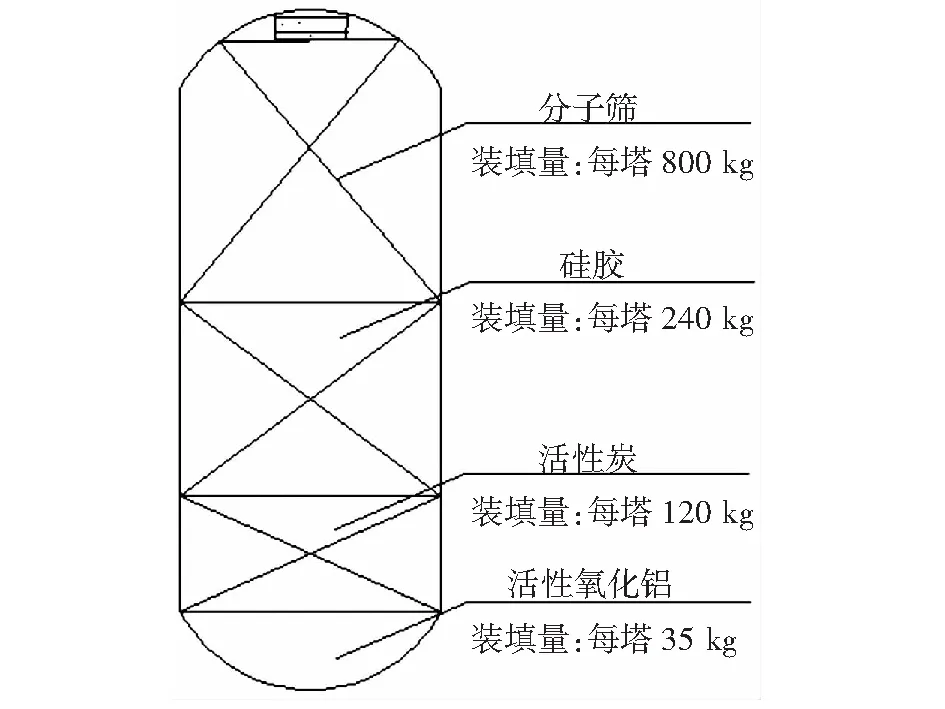
图4 吸附塔内部装填示意图
6 结论
通过将低温甲醇洗与液氮洗富氢闪蒸气利用变压吸附提氢,能产出约480 m3/h的氢气,充分利用含氢气体为双氧水提供满足工艺要求的原料气,回收经济效益为400多万/年。全部为静止设备,相比传统工艺中利用压缩机将富氢气体回收的设计节约了投资,且维护操作简单,没有动设备相对能耗低,并且避免了当作燃料气的资源浪费,使得经济利益最大化。对于有需求氢气的化工一体化园区,将合成氨净化装置低温甲醇洗也液氮洗闪蒸气回收氢气加以利用是一种较经济的工艺选择。
猜你喜欢
当代化工研究(2022年3期)2023-01-18 08:43:50
电气技术(2022年4期)2022-04-28 03:09:10
劳动保护(2019年3期)2019-05-16 02:38:00
中国资源综合利用(2016年6期)2016-01-22 07:28:53
湖北师范大学学报(自然科学版)(2015年1期)2016-01-10 08:41:35
电源技术(2015年5期)2015-08-22 11:18:24
电测与仪表(2015年5期)2015-04-09 11:30:48
新疆大学学报(自然科学版)(中英文)(2014年2期)2014-11-06 07:49:00
机械制造文摘(焊接分册)(2014年1期)2014-03-20 13:57:33
石油化工应用(2014年3期)2014-03-11 17:39:09
