
t8/5对BWELDY700QL4高强钢焊接接头过热区组织性能的影响
2020-05-22 03:18:50马清波赵娇玉
轨道交通装备与技术 2020年1期
马清波 赵娇玉
(中车齐齐哈尔车辆有限公司 黑龙江 齐齐哈尔 161002)
BWELDY700QL4低合金钢是近年来开发用于起重机构件的低合金高强钢,已广泛应用于起重机的吊臂、底架、转台等部件[1],但其强度级别较高,有一定的淬硬倾向,焊接时易产生冷裂纹[2]。t8/5对焊接接头热影响区的组织与性能有显著的影响,是衡量低合金高强钢焊接时产生冷裂纹的重要参数[3]。下文通过小铁研抗裂性试验、焊接热模拟试验、冲击试验、硬度试验和金相组织分析研究了t8/5对BWELDY700QL4低合金高强钢焊接接头过热区组织与性能的影响,为其生产应用提供了一定的理论依据。
1 试验材料和方法
1.1 钢材性能分析及焊材选择
BWELDY700QL4低合金高强钢,调质状态供货,其化学成分及力学性能如表1所示。

表1 BWELD700QL4的化学成分与力学性能
按照国际焊接学会(IIW)推荐的碳当量公式:
经过计算,该钢材的碳当量达到0.465,说明该钢的淬硬倾向较明显,具有一定的冷裂倾向,为降低淬硬倾向,焊接应采取适当的预热措施。
BWELDY700QL4低合金高强钢的屈服强度不低于700 MPa,抗拉强度不低于860 MPa,在焊接材料的选配上,要充分考虑保证焊缝金属的强度、塑性和韧性,在结合钢材的强度等级和化学成分的基础上选择焊接材料为YM-80A的焊丝。焊接材料熔敷金属的化学成分与力学性能如表2所示。
1.2 试验方法
1.2.1斜Y型坡口焊接裂纹试验
为了测试BWELDY700QL4低合金高强钢及匹配焊材的抗裂性能,确定合适的预热温度,按照GB/T 4675.1—1984《斜Y型坡口焊接裂纹试验方法》,分别进行了不同预热温度下BWELDY700QL4低合金高强钢的小铁研抗裂性试验。焊接方法为熔化极混合气体保护焊(GMAW),保护气体为Ar和CO2,二者体积比为V(Ar):V(CO2)=4∶1;焊接电流为240 A,焊接电压为20~22 V。
1.2.2焊接热模拟试验
为测定t8/5时间对BWELDY700QL4低合金高强钢过热区组织和性能的影响,采用Gleeble-3800热模拟机分别进行了不同t8/5时间的热模拟试验,并对焊接热模拟试件进行室温和-40 ℃的冲击试验、金相组织分析和硬度试验。表3为焊接热模拟试验参数[4]。

表2 YM-80A焊丝的化学成分与力学性能

表3 BWELD700QL4材料焊接热模拟试验参数
2 试验结果与分析讨论
2.1 小铁研抗裂性试验
4种预热温度下BWELDY700QL4低合金高强钢小铁研抗裂性试验结果如表4所示。当试件及环境温度为5 ℃且不预热焊接时,试件的表面裂纹率为91%,断面裂纹率为71.4%;预热温度为50 ℃、100 ℃、150 ℃时试件的表面裂纹率和断面裂纹率均为零。因此,焊接BWELDY700QL4低合金高强钢应进行50 ℃以上的预热[5]。

表4 BWELDY700QL4低合金高强钢小铁研抗裂性试验
2.2 冲击试验
BWELDY700QL4低合金高强钢过热区冲击试验按GB/T 2650—1989《焊接接头冲击试验方法》进行,缺口形式为V型,图1所示为t8/5时间对BWELDY700QL4低合金高强钢过热区冲击性能的影响曲线图。由图中可知,随着t8/5时间增加,冲击值逐渐增加,并趋于平稳。在室温下,t8/5时间为7.2~13 s时,其冲击值在106~143 J之间,均满足钢材规定值要求的47 J。在-40 ℃条件下,t8/5为7.2 s时,其冲击值为36 J,低于钢材规定值要求的47 J;当t8/5为9.0 s时,其冲击值达到73 J,满足钢材规定值要求的47 J;当t8/5为13.0 s时,其冲击值达到102 J。这说明为使过热区的冲击韧性值达到钢材规定要求,t8/5时间不应小于9.0 s。

图1 t8/5对BWELDY700QL4低合金高强钢过热区冲击性能的影响
2.3 显微组织分析
图2为BWELDY700QL4低合金高强钢在不同t8/5时间时过热区的金相组织照片。其过热区的组织均为板条马氏体,晶粒度均为5级。
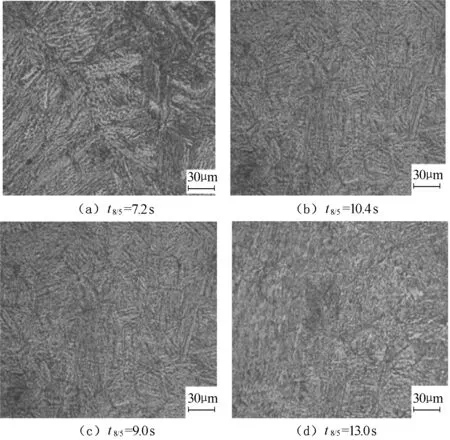
图2 BWELD700QL4低合金高强钢在不同t8/5下过热区的金相组织
2.4 硬度试验
BWELDY700QL4低合金高强钢在不同t8/5时间时过热区的硬度测试结果如表5所示。其硬度值在HV424~480,说明在不同t8/5时间下其过热区的硬度变化不大,t8/5时间对过热区硬度无明显影响。
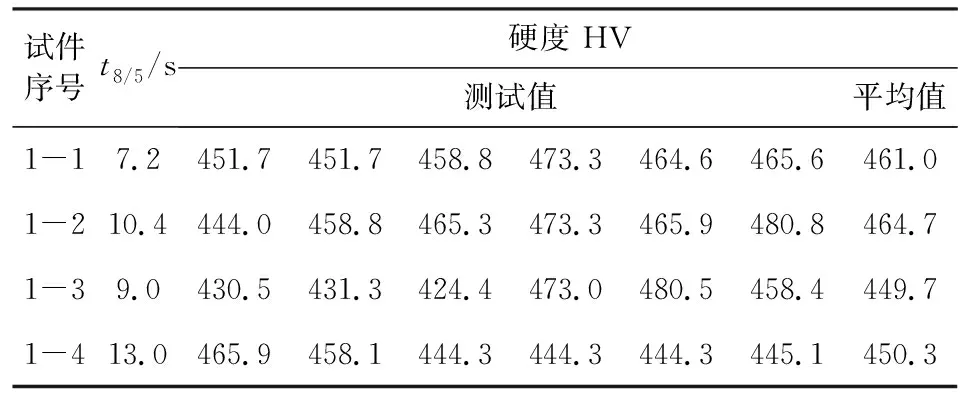
表5 BWELD700QL4低合金高强钢在不同t8/5过热区硬度测试结果
3 结论
(1)BWELD700QL4低合金高强钢具有一定的冷裂倾向,焊接时需要进行适当的预热。
(2)在室温和-40 ℃条件下,随着的t8/5时间增加(7.2~13 s),BWELDY700QL4低合金高强钢过热区的冲击韧性值呈现渐增趋势,为使过热区的冲击韧性值达到母材规定值要求,建议t8/5时间不应小于9.0 s。
(3)当t8/5时间在7.2~13.0 s时,BWELDY700QL4低合金高强钢过热区组织均为板条状马氏体,晶粒度为5级,且其过热区硬度变化不明显。
猜你喜欢
文史月刊(2023年10期)2023-11-22 07:57:14
山东冶金(2022年1期)2022-04-19 13:40:34
山东冶金(2019年3期)2019-07-10 00:54:00
山东冶金(2018年5期)2018-11-22 05:12:06
童话世界(2018年8期)2018-05-19 01:59:17
电镀与环保(2017年6期)2018-01-30 08:33:27
上海金属(2016年4期)2016-11-23 05:38:42
上海金属(2014年5期)2014-12-20 07:58:35
西安建筑科技大学学报(自然科学版)(2014年6期)2014-11-10 02:35:32
组合机床与自动化加工技术(2014年12期)2014-03-01 02:22:44
