压力容器焊缝检验中裂纹问题分析及预防
2020-05-19 02:33李刚伟
科学与信息化 2020年6期
李刚伟
摘 要 在压力容器焊缝检验过程中经常会遇到各类焊接缺陷,其中最为常见对焊接接头性能危害的缺陷是裂纹,尤其是具有延迟特点的冷裂纹。研究焊接工艺过程、焊缝中各类裂纹形成机理,了解掌握各类裂纹的特点,对于我们在具体工作中准确鉴别缺陷提供依据,更能够促使我们改善焊接工艺,提高焊缝检验一次合格率。
关键词 延迟裂纹;熔合区;热影响区
引言
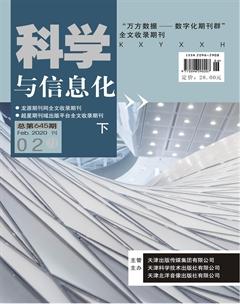
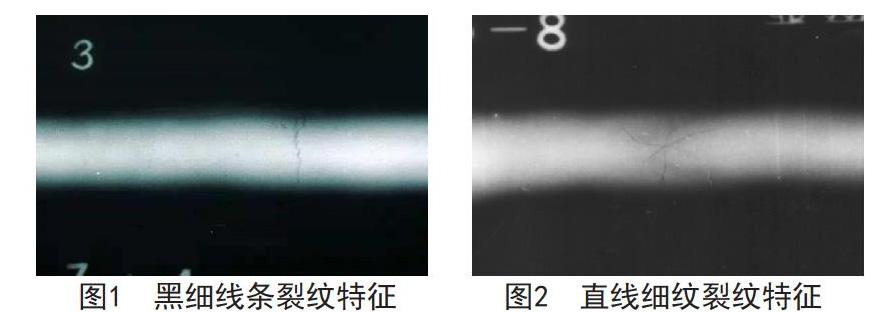
裂纹是焊接接头中危害最大的一种缺陷。它对常温下抗拉强度有很大的影响,这种影响随着裂纹所占截面积的增大而增大。另外,裂纹尖端是一个尖锐的缺口,它将引起高应力集中,促使构件在低应力下发生裂纹扩展而失效。裂纹不仅在焊缝金属中产生,而且在母材热影响区也可能产生。常见裂纹在X射线底片上的形貌有以下特征(如图1、图2):
①黑细线条,略带曲齿及有波状细纹,两端尖细,黑度逐渐淡漠消失。②裂纹呈现一条直线细纹,轮廓分明,两端常较尖细,中部稍宽不大含有分枝,边缘没有松状现象。③放射状裂纹的黑度较浅。
1常见裂纹形成机理及特征
裂纹是在焊接应力及其他因素共同作用下,焊接接头中局部地区的金属原子结合力遭到破坏,形成新的界面而产生的缝隙。按照裂纹发生的条件和时机,常见裂纹可以分为:热裂纹、冷裂纹、再热裂纹等。
(1)热裂纹又称结晶裂纹,一般是沿晶界开裂,发生在杂质较多的低碳钢、低合金钢和奥氏体不锈钢中。热裂纹往往形成于焊缝金属凝固末期,敏感温度区在固相线附近的高温区。在焊缝金属凝固的过程中,结晶偏析使杂质生成的低熔点共晶物富集于晶界,形成“液态薄膜”,在特定敏感温度区间,强度极小,由于焊缝收缩而受到拉应力,最终开裂形成裂纹。
(2)冷裂纹一般情况下只有当指焊缝冷却至200到300摄氏度一下之后才可能会出现,而且也并非是在达到了上述温度之后就立即出现,其往往会在完成指焊工作之后的一段时间(可能为几个小时,亦可能为几天乃至更长的时间)内出现,因此冷裂纹也被称作延迟裂纹,它最常出现的位置是热影响区,极少部分会出现在焊缝区。对于冷裂纹而言,它最主要的微观特征即沿晶或者是穿晶以及混合开裂,其造成的破坏大多为典型脆断等。与热裂纹不同,冷裂纹大多在低温环境下产生,并且在断口处存在明显的发亮金属光泽。
(3)再热裂纹是接口在冷却之后经过二次加热并且温度到达550至650摄氏度后出现的一种裂纹,其具體的产生原理是晶内的强化相会对晶粒内部局部化的调整产生阻碍,进而抑制晶粒产生整体的形变,致使晶界不得不承担因应力松弛造成的塑性形变,并产生一定的滑移,最终由于三晶粒的交界处出现了应力集中而形成了再热裂纹。通常情况下再热裂纹出现的时间是在焊缝金属凝固的末期,它出现的位置主要是敏感温度区即固相线周围的温度较高的区域中,而且通常会由熔合线逐渐向着热影响区中的粗晶区所发展,一般呈晶间开裂。对于再热裂纹而言,它因为是近缝区金属受到焊接热循环作用而产生的裂纹,所以晶内的强化程度要远远优于晶界[1]。
2预防措施
在焊接接头之中,裂纹特别是冷裂纹具有极大地危害性,倘若不及时的解决这些问题那么在未来极有可能会造成一些无法想象的损失。下面我们就简单阐述一下防止裂纹出现的具体策略。
2.1 防止热裂纹出现的措施
通过上述分析,我们可以看出热裂纹大多出现在一些杂质含量偏高的低碳钢和低合金钢以及奥氏体不锈钢之中,所以我们可以通过以下方式来防止热裂纹的出现。首先可以将一些形成铁素体的元素添加到焊缝之中,从而让焊缝变为奥氏体加铁素体的双向组织。其次,还需要降低木材以及焊缝中的碳含量,并且对焊接的规范进行严格的控制与管理,减小熔合比,通过碱性焊条来强迫冷冻,从而在根源上预防热裂纹的产生。
2.2 防止冷裂纹出现的措施
想要避免出现冷裂纹,就需要挑选低氢型碱性焊条来进行工作,在焊后进行严格的烘干,使其被保存在一个温度处于100到150摄氏度的环境里,随取随用,进而实现有效减氢的效果。除此之外,还要进一步提高预热的温度,并采用后热的方式,进而防止出现淬硬组织
2.3 防止再热裂纹出现的措施
为了避免出现再热裂纹,我们一定要做到以下几点:①要重视合金元素对于再热裂纹产生的影响;②要进行合理的预热或者是后热,从而有效的控制冷却的速度;③要尽可能降低焊接完成后的残余应力;④避开产生再热裂纹的敏感温度以及在温度敏感区停留的时间等。
3结束语
在焊接接头之中,裂纹是其中危害程度最高的一个缺陷,而且裂纹还会对常温状态下抗拉的强度造成极为不利的影响,并随着裂纹占据截面积不断增加而扩大,倘若不及时解决这类问题,那么就有可能会在未来出现一些灾难性且无法控制的损害。本篇文章通过分析焊接工艺工程以及其中各种纹裂的形成机理,对不同纹裂具体的特征有了一个大概的了解,最终为焊接工艺进一步的完善提出措施。
参考文献
[1] 陈冰川,陈伟民,朱伟青.在役压力容器焊接裂纹的成因分析及预防措施[J].理化检验:物理分册,2011,(5):68-71.