
LH29-1项目碳钢管线AUT数据与切片数据对比分析
2020-05-19 03:26左艳青刘凯宋旭光赵明达牟惟义
科学与财富 2020年7期
左艳青 刘凯 宋旭光 赵明达 牟惟义

摘 要:随着海底油气田的不断开发和技术的不断进步,海底管线的需求日益增强,并已经成为海洋油气资源输出的重要组成部分。AUT(全自动超声波检测技术)以其高效、环保、精确的特点成为国际上检测海底管线的主要检测方法,2019年5月海洋石油工程股份有限公司在建的LH29-1海管项目中海管的检测方法就采用AUT检测技术,由于业主方要求在施工之前对AUT技术进行DNV(挪威船级社总部)认证方可采用,所以需要将AUT的检验数据和缺陷切片之后的实际数据进行对比,结果符合认证标准的要求。
关键词:LH29-1;AUT;DNV认证;切片;酸洗
1、LH29-1项目概述
哈斯基石油中国有限公司于2006年在南中国海发现荔湾3-1(LW3-1)气田,于2009年发现流花29-1(LH29-1)气田,荔湾气田和流花气田位于香港以南约300km,水深分别约为1500m和750m,属于珠江口盆地29/26区块。
2、LH29-1项目碳钢试管AUT检测数据采集
LH29-1项目碳钢管线AUT认证分为6寸V型坡口12.7mm厚度碳钢管线和6寸J型坡口12.7mm厚度碳钢管线的两种规格,在认证开始之前根据标准的要求我们设计符合认证要求的缺陷试管各6个,分别命名为6寸V型W1-W6,6寸J型W1-W6。
2.1 AUT检测设置校准
通过AUT的前期的准备,系统启动焊缝定义打开PipeWIZARD软件,在PipeWIZARD软件中设置探头的参数设置晶片的参数、探头闸门、探头间距、楔块参数、引导相应的皮口形式和壁厚,自动生成设置、分区数量、闸门信息(对称、非对称),通道参数设置添加通道、修改闸门长度、通道晶片数及角度调整,然后保存以上的设置将生成的设置根据坡口形式命名,保存至指定的目录后退出软件。
2.2 AUT检测软件设置
启动计算机PC和马达驱动单元MCDU及数据采集单元DAU,在系统中添加窗格内容,并激活各个通道;打开A扫描通道(根部、钝边、热焊、填充通道),打开参数调节,调节声程、角度、起始晶片、激活晶片数、入射点、收发模式;打开B扫描通道(包含根部B扫和体积通道);打开TOFD通道调整平均滤波,数字化频率,宽带和平滑等参数;打开耦合通道调整带宽,平滑参数和波束角度;打开视图配置更改体积通道的通道号和名称。
2.3 AUT检测过程
AUT的设置和软件准备完毕,检测试管之前,先对焊缝表面进行处理,去掉焊缝表面的飞溅、油污、焊渣等影响AUT检测的杂物。按照设定的距离安置AUT的检测轨道,保证轨道上下前后四个位置距离焊缝的距離一致。设定零点位置,开启AUT检测开关,AUT机头在焊缝检测一圈要保证覆盖整条焊缝。检查AUT检测图像无扫差丢失、耦合不良等影响判图的情况,在电脑上命名保存AUT检测图像试管焊缝的AUT检测完毕。
3、LH29-1缺陷切片处理
LH29-1项目碳钢管线的的试验焊缝应接受破坏性参考测试,把焊缝切割成片来确定AUT系统检出和测量尺寸的能力。采用“salami” 法进行切片,每个缺陷切3片,1&2号切片2mm,3号切片10mm。缺陷定位方法采用最大回波法,使用AUT扫查器直接定位。每个切面进行酸洗,应用放大5倍照片存档。按照认证要求每个坡口形式根据缺陷的位置和性质,需要准备表面位置、填充位置、夹渣类型、根部位置各三个缺陷来验证AUT对缺陷的检出和测量尺寸的能力。碳钢管线6寸V型坡口准备W1焊缝的D1和D5,W2焊缝的D1,D4和D5, W3焊缝D1和D3,W4焊缝D1,W5焊缝D1和D6,W6焊缝D3的D4,总共12个缺陷进行切片;碳钢管线6寸J型坡口准备W2焊缝的D2和D3,W3焊缝的D2,W4焊缝D1,D2,D3和D5,W5焊缝 D2,D4和D8, W6焊缝D5的D6,总共12个缺陷进行切片。
4、酸洗拍照
在切片酸洗之前要清理试验面的油迹和其他污物,准备酸洗程序作用到的直流电源、导线、切片、石墨电极、电解腐蚀液和试验容器。
第一步:将配置好的腐蚀溶液倒入试验容器中;
第二步:将石墨电极棒与直流电源的负极通过导线相连,电解腐蚀切片与直流电源的正极通过导线相连;
第三步:将石墨电极棒和切片放入盛有腐蚀溶液的试验容器中,并确保切片完全浸入腐蚀溶液中,形成由电子导体和离子导体构成的电解池回路;
第四步:打开直流电源开关进行通电腐蚀,不同耐蚀合金材料,应根据相应的试验参数设置输出电流,在完成规定的通电时间后,取出切片,并在流水中进行清洗;
第五步:流水中清洗后,再用酒精(普通不锈钢材料、双相不锈钢材料、超级双相不锈钢材料)或1:3的硝酸酒精(镍基合金材料)进行清洗;
第六步:清洗后,再用吹风机及时吹干切片之后用相机晶相拍照,通过照片得出缺陷的真实数据。
5、AUT数据与切片数据对比
5.1 LH29-1碳钢管线6寸V型坡口的AUT检测数据和切片数据对比如下:
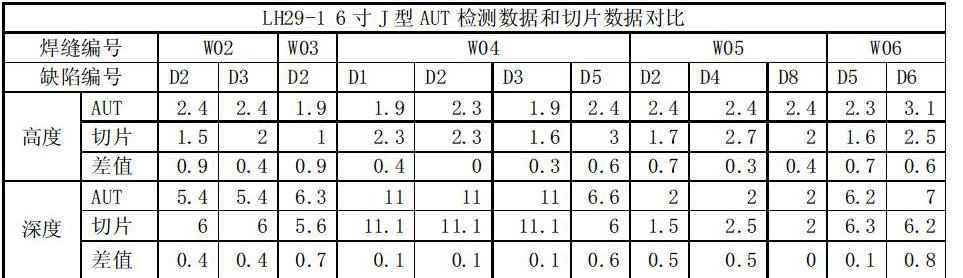
5.2 LH29-1碳钢管线6寸J型坡口的AUT检测数据和切片数据对比如下:
由以上两表中的AUT的检测数据和切片的实际测量数据中缺陷的高度和深度实际切片之后测量的缺陷的高度和深度对比差值小于1mm,按照DNV-RP-F118对缺陷检测能力包括高度及深度等进行准确评定,并要求平均偏差小于1mm,达到DNV认证要求的工艺标准,此次LH29-1碳钢管线AUT认证圆满完成。
6、总结
海洋石油工程股份有限公司自2002年引入AUT的海底管线对接环焊缝的检测以来,经过十几年的发展壮大,目前拥有国内最强大的海底管线检测力量,2013年获得AUT系统对碳钢管线的DNV认证后,成为中国首个通过DNV(挪威船级社总部)AUT系统认证工作的公司。LH29-1碳钢项目AUT检测 DNV认证通过,再次说明海洋石油工程股份有限公司的检测团队对AUT技术的掌握日臻成熟,将投入到公司建成国际一流能源工程公司的建设中去。为祖国的石油事业贡献自己的力量。
参考文献:
[1] DNVGL-RP-F101-2017 海底管线系统.
[2] DNV-RP-F118-2010钢管的环焊缝焊接AUT系统认证和项目的具体程序验证.
猜你喜欢
山东冶金(2022年2期)2022-08-08
中国金属通报(2022年1期)2022-06-02
锻压装备与制造技术(2021年2期)2021-07-19
山东冶金(2019年6期)2020-01-06
西南石油大学学报(自然科学版)(2018年4期)2018-08-02
工业设计(2016年11期)2016-04-16
大型铸锻件(2015年4期)2016-01-12
应用科技(2015年5期)2015-12-09
焊接(2015年2期)2015-07-18
电机与控制应用(2015年3期)2015-03-01
