解析喷墨显色方式原理及如何提升打印精细度
2020-05-14 10:14
网印工业 2020年4期
在喷墨打印应用中,打印输出高质量的图案效果一直是大家追求的目标,如何提升喷墨打印精细度成为很多朋友关注的焦点,本文将为大家分析喷墨显色方式原理以及提升打印精细度的方法。
提升打印精细度的方法
缩小墨点尺寸和提升单位面积墨点数量
从喷墨打印头的发展来看,会发现喷头本身就是按这个趋势在发展,我们经常关注的喷头核心参数墨点最小皮升数大小、分辨率高低直接和打印精细度相关。例如爱普生5代头和目前使用广泛的爱普生4720喷头,两种喷头由于最小墨点皮升数和分辨率的差异直接导致了打印精细度的差异。
加入同色系浅色墨水
前面我们提到由于墨点只能呈现单一的色彩,所以为了表现较低浓度的色彩就必须减少墨点的数量,留下空白区域,当然这会造成影像质量的下降。
所以另外一个提升打印精细度的方法便是加入同色系浅色墨水,这使得需要低浓度输出的情况可以使用较多墨点的淡墨来取代浓墨,如此一来便可避免原本低浓度少墨点造成分辨率和细腻度下降的缺失。这也是为什么市面上有些追求打印精细度高的客户要求搭配淡青色(Light Cyan)及淡洋红色 (Light Magenta)墨水,甚至黑色会配有三阶的墨水(Black、Gray、Light Gray)。
搭配组合专色方案
如前文所述,为了表现全彩必须使用不同尺寸和数量的墨点混合,例如:洋红色与黄色可组成红色及橙色。但以减色法三原色混合呈现的彩度不及直接使用该颜色墨水鲜艳,所以喷墨应用开始加入了互补色墨水,目前常见的互补色墨水配置为红、绿、蓝(Red/Green/Blue)或橙、绿、紫 (Orange/Green/Violet),也就是我们常说的专色墨水。
那么不同面料该如何调整打印精度?不同花型该如何调整打印精度?为什么打印精度越高,印花成品反而不清晰?为什么数码印花企业要选择多种品牌的打印机?为什么pass数越多,反而打的不清晰?
通过大量的研究和生产实践发现,数码印花应用的工艺参数不同,会使数码印花产品的精细程度产生巨大的差别。实际上,数码印花的精细问题,不但在线条精细程度上表现出来,更能反映出整体印花图形的清晰度和鲜艳度。一般情况下,不精细的数码印花,整体图案不清晰,有些多拼色的地方,还会造成颜色不鲜艳,有雾蒙蒙的感觉。
我们知道,数码印花的原理是四分色印花,四分色印花的原理是基于“色光减色法”进行的。它只要用青、品红、黄、黑四个基本色,进行不同比例的混合,从理论上讲可以拼混出大部分自然色彩。而且这四个颜色都是根据花型(哪怕是一根线条),以半阶调(大小不同圆点)的形式喷印在织物表面的。所以,控制圆点不扩散,就能提高数码印花的精细度。下面就根据生产中的一些研究和实践,谈谈如何提高数码印花精细度问题。
喷印图像精度对印花精细度的影响
一般数码印花的花样有两种,一是光盘刻录的图像,二是纸样和布(或绸)样。原则上刻录好的光盘图像(如果精度高)可以直接放在数码印花机上进行喷墨打印,而纸样和样绸必须先进行扫描,刻录光盘或放入电脑后才可以进行喷印。
经过多年的实践证明,数码印花对光盘图像的精度以及纸样和样布扫描后的精度是有要求的。如果没有达到一定的精度,数码印花后的精细度就无法达到理想的要求。
精度简称dpi,是图像分辨率的一个指标,例如dpi为150,就表示在每一英寸长度上有150个像素点。dpi值越高,说明图像的质量越好。我们在做数码喷印时,当然希望来稿的像素越高越好,但这与现实差距较大。主要原因是所用的照相机、扫描仪的像素不可能无限增大。例如现在的专业级相机,dpi达到600已经相当不错,扫描仪如果用超过600dpi的精度扫描,不但扫描速度很慢,而且会生出很多杂色。

表1 不同图像精度对喷印质量的影响
图像精度需要控制在什么范围内比较好?我们对此进行了一些试验。图像精度分别设定为50、75、105、150dpi,喷印精度设定在300dpi,打印结果见表1。
从表1可以看出,图像精度在50dpi时,图像出现非常明显的马赛克;当输出精度达到75dpi以上时,丝绸喷印后的图像就没有马赛克出现;图案的清晰度,随着图像像素的提高也变得越来越好。达到105dpi以上后,清晰度的好坏,已经无法用肉眼识别出来。从得色量来看,这四档输出精度的色彩深浅基本没有变化。因此,我们认为,在数码喷印时,图像的精度至少不能低于75dpi。
如果碰到一些精度不好的图像,最好能够用专门分色软件,将图像进行分色处理,这样就可以提高图像的精度。然后将处理后的图像进行喷印,就可以得到比较好的喷印效果。
喷印输出精度对印花精细度的影响
喷印精度的高低,决定数码印花产品精细度的好坏和喷印速度的快慢。喷印精度设置的越高,数码印花的产品颜色表现越丰富,层次过渡越好,但喷印速度会大大降低;反之,喷印精度设置的越低,数码印花产品的颜色表现越来越差,层次过渡越来越不好,但喷印速度会大大提高。如何在喷印精细度和喷印速度之间找到一个比较合适的喷印精度,是提高数码印花精细度和速度的一个重要因素。
我们采用图像精度150dpi,喷印输出精度设定在300、600、800、1200dpi,喷印结果见表2。
表2表明,随着喷印精度的提高,颜色的层次越来越丰富,所表达的颜色越来越多。喷印精度达到1200dpi后,大部分的颜色都能表达的和原有图像基本一样。但喷印输出精度与喷印速度成反比关系,喷印输出精度越高,喷印速度越慢。例如:喷印输出精度600dpi时,就会比输出精度300dpi时的速度下降近一倍;喷印输出精度1200dpi时的喷印速度与600dpi的喷印速度相比又要降低约一倍。因此,为了使数码印花能够得到比较好的质量和速度比,我们认为,数码印花的输出精度,要与所喷印的图像结合考虑。如喷印人物、风景等一些层次过渡自然、颜色丰富的,就应该选择800dpi以上的输出精度喷印较好。如果喷印专色、块面比较多的花样,输出精度控制在600dpi以下喷印即可。
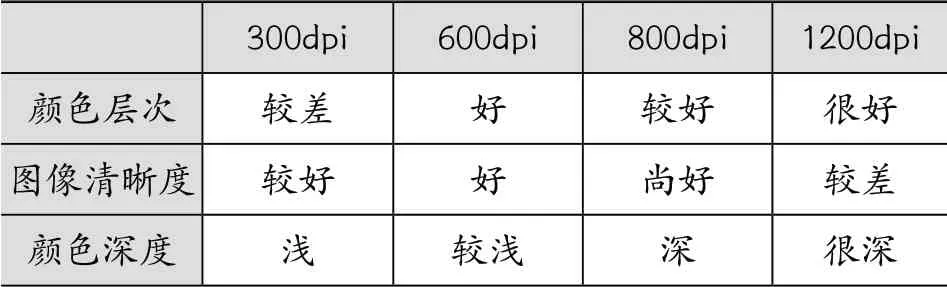
表2 不同喷印精度对喷印质量的影响
另外,由于织物有一定的吸湿性,喷印和蒸化中,墨水都会有一定的渗化。所以如果输出的精度太高,单位面积内的墨点数很多,反而会引起相邻的墨点渗化后交融联成一片,使得图像的清晰度越来越差。表2的试验结果就印证了这个观点。随着输出精度的不断提高,单位面积内的墨点数增加,颜色不断加深,墨点之间相互渗化,造成图像清晰度越来越不好。
不同打印pass对精细度的影响
目前我们所看见的数码印花机,都是喷印头在织物纬向上来回运动进行喷印,织物则在导带上做经向运动。由于这两种运动是由两个不同机械结构控制的,所以不管它做的多么精密,这两种运动多少都会存在一定的速度差。这种速度差反映在喷印织物上,就是我们数码印花常见的pass道次品。
为了克服这种次品的产生,我们在喷印印花时,往往都会采用2pass以上打印,借以掩盖所产生的pass道。但是,每增加一个pass打印,颜色就要多一次覆盖。例如:1pass喷印,颜色没有任何覆盖,2pass喷印,颜色就有1次覆盖,3pass打印,颜色就有2次被覆盖,以此类推,pass数越多,被覆盖的颜色次数就越多。颜色被覆盖的次数越多,半阶调的网点渗化就越严重,印花的精细度就越差。因此,为了提高数码印花的精细度,一是要尽量减少喷印pass数,二是尽量选择机械精度高的数码印花机进行喷印。
不同设备喷印对精细度的影响
数码印花机的发展只是近十几年的事,特别是近5年来,随着喷嘴技术的发展,国内外数码印花设备的机型越来越多,数码印花机的型号多,关键在于数码喷嘴的不同。现在的工业级喷嘴,已经完全改善了早期喷嘴的缺点,不但孔数多、精密程度高、不易堵头、不易损坏,而且墨滴大小可以在5~70PL,甚至更大范围内调节,对花型的适应性越来越广。

数码印花喷印的精细不精细、层次好不好,从设备的角度讲,喷嘴的好坏是决定因素。大墨滴的喷嘴,喷印的精细效果就没有小墨滴喷嘴喷印的效果好;墨滴可以根据花型进行调节的喷嘴,比墨滴不能调节的喷嘴效果好。另外,不同公司生产的喷嘴,各种参数不一样,喷印的精细程度也不一样。因此,不同的设备,所喷印的精细程度就会有很大的差别。如果,一家印花公司里有不同型号的数码印花设备,在生产不同花型时,就要根据不同花型的精细效果来选择喷印设备。这样,就可以做出较好的产品来。
面料表面光洁度对精细度的影响
纺织品的品种很多,有表面平整度好的,也有表面凹凸不平的;有平纹、斜纹、提花的;有厚的、也有薄的。因此,如果在数码喷印时,只用一种输出精度来喷印的话,不同面料所得到的效果,肯定不会一样。不同表面的织物,必须分别采用不同的输出精度,才能达到较好的印制效果。
但对于具体某一种面料,需要采用多少输出精度来喷印,由于纺织品的品种太多,到目前为止,还没有人总结出一套相对应的工艺参数。所以,通常情况下,根据不同面料特征,先要进行不同输出精度的试验,然后对照来样,不断地对输出精度进行调整,最终确定该面料最佳的输出喷印精度。
面料与输出喷印精度的匹配,有一个大致的规律可遵循。即,面料的表面越粗糙,输出喷印精度就应该越小;面料的表面越光滑,输出精度就可以适当增大。如表面粗糙的面料输出喷印精度可以在300dpi以下,而表面光滑的面料就要在600dpi以上进行喷印,这样就能准确还原图像,精细效果又较好。
不同上浆浆料对精细度的影响
数码印花颜色的传递介质是墨水。如果直接将墨水喷印在纺织品面料上,墨水会顺着纺织品的经纬线逐步渗化,墨点相互交融从而变成模糊一片,就不会有清晰的印花图案和层次感。因此,为了解决这个难题,一般都先在面料表面涂上一层抗渗化的印花浆,以此来保证数码印花的清晰度和精细度。
天然纺织品的数码印花,到目前为止基本上还是采用活性染料进行喷印。由于活性染料与含有羟基类的糊料会发生反应,影响手感和得色量;化学增稠剂类虽然可用,但不易洗净,会影响柔软度。所以,抗渗化的浆料一般都选用海藻酸钠或改性的海藻酸钠。
不同上浆浆料含固量对精细度的影响
在面料上浆过程中,浆料的含固量多少对喷印的质量也有很大的影响。随着浆料含固量的增加,喷印的清晰度、颜色提升和渗透性都会发生很大的变化。
上浆含固量不同,对喷印的质量影响还是比较大的。除了颜色提升没有随着含固量的增加而变化外,其它两个指标都表现了很明显的差异。随着含固量的增加,喷印的精细度越来越好,但含固量达到3.5%后,清晰度的变化就不明显了。而渗透性则相反,随着糊料含固量的增加,喷印后的织物渗透性越来越差。因此,在面料上浆时,要根据不同图案要求和所喷印的面料品种,选择不同的上浆含固量进行上浆,才能达到理想的喷印效果。
要提高数码印花精细度,一定还有其他办法。为了做好数码精细印花产品,不但要选择好的数码印花设备,也要对数码印花的配套工艺进行深入的、持续改进的研究,只有把这两者结合好,才能把数码精细印花产品做好。

猜你喜欢
红领巾·萌芽(2022年6期)2022-06-27
小学生优秀作文·时尚版·中年级(2022年2期)2022-02-18
小资CHIC!ELEGANCE(2022年1期)2022-01-11
智族GQ(2021年6期)2021-06-24
故事作文·高年级(2021年5期)2021-06-01
作文成功之路·教育教学研究(2021年2期)2021-04-07
紫禁城(2020年7期)2020-07-25
小资CHIC!ELEGANCE(2016年15期)2016-07-26
故事作文·低年级(2016年5期)2016-05-14
Coco薇(2015年11期)2015-11-09