行星减速器结构优化建议
2020-05-13 01:27刘志兰
四川水泥 2020年3期
刘志兰
(司南科技股份有限公司, 江苏 淮安 223001)
1 原则:
我们将行星减速器分为三个部分:1、制动器部分,2、动力传动部分,3、连接部分,对这三个部分我们在不改变动力传动部分的整体结构的传动关系及结构的径向参数情况下,对制动器部分,连接部分,按原结构分析、局部结构优化及整体结构优化建议三部分来提出结构优化建议。
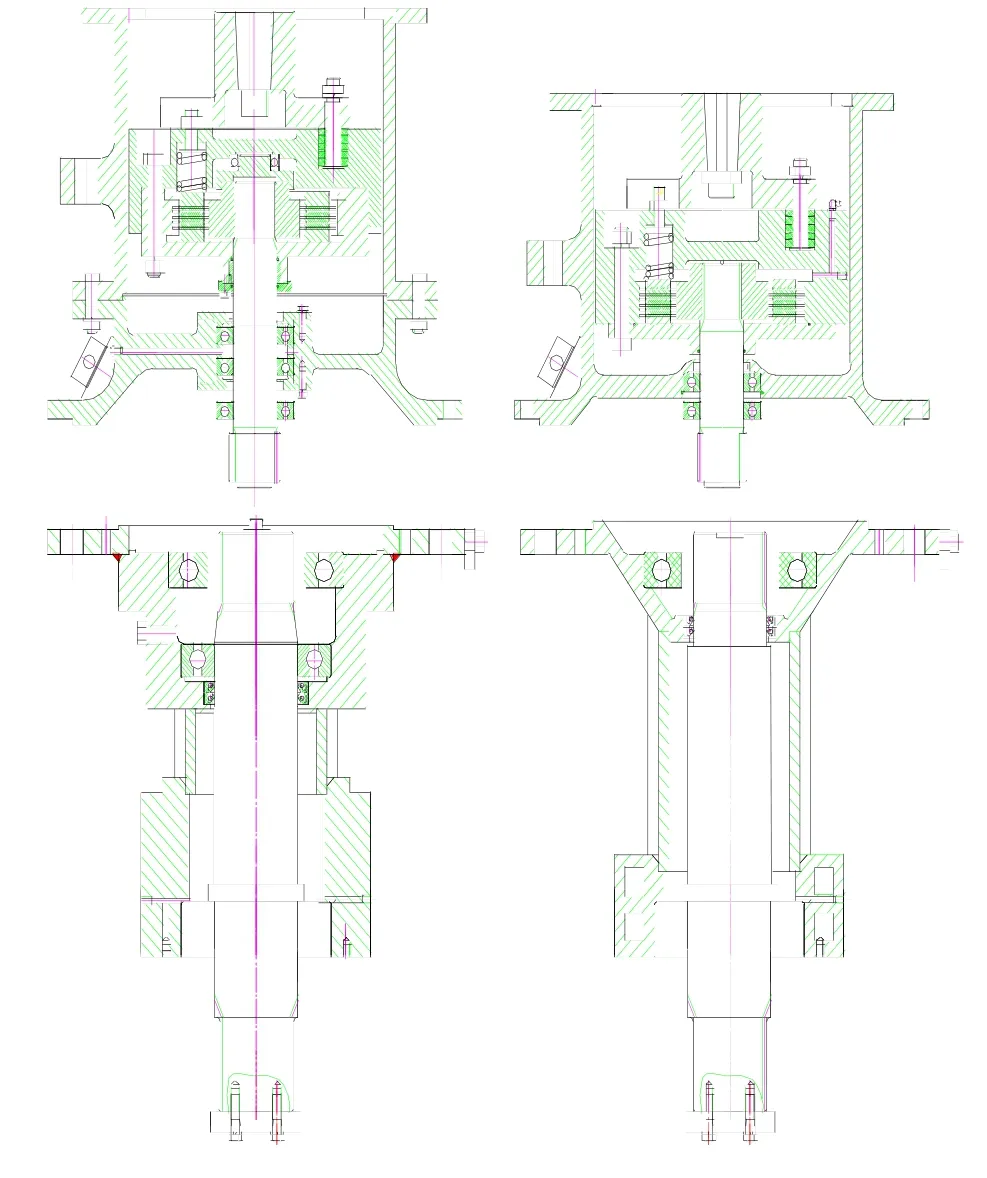
2 制动器部分
制动器的结构如上图所示,左为改进前结构,右为改进后结构。实现制动功能的主要部件为摩擦盘与制动轮,输入轴为制动器与行星轮的连接件。因此:
1、将摩擦盘与制动轮合为一体;制动轮与摩擦盘可减少四个加工面,其工艺性更好、原材料可节约;
2、因输入轴与制动器正常情况下没有相对运动,故铜套筒可取消,同时取消透盖及螺钉;
3、增加一O 型圈端面密封;
4、平面轴承51210 调向,或用钢球代替,取消套;
5、将两轴承定位方式改为一个轴承定位(将轴承直径增加一档);润滑改为直接用减速器冷却液润滑,则端盖密封结构可简化,输入轴的轴向长度减小,润滑油嘴可取消;
6、上箱体与套筒改为一体,减少了两件间的连接及工艺。
3 连接部分——底座
连接部分由底座和输出轴两部分组成,主要考虑的是底座部分。充分分析零件的受力情况下,可减少输出轴上的一个轴承,同时对冗余部分进行细化,结合材料备料等经济分析。将底座分为上部,连接部,下部三个部分焊接而成。
对上部采用铸造工艺,1、尽量缩短轴承与油封之间的轴向间隙,在尺寸不干涉的情况下,越少越好;
2、轴承在行星架上的位置上移,便于增加底座的强度。
3、在安装油封的结构上方设计成凹进结构,便于沉淀油中的不净物质。 对连接部根据用户要求确定。
下部结构为:
1、该结构因不承受轴向力,且强度远比连接部为大,因此建议其总高度以满足轴承安装最小要求为宜,铸造时内部采取镂空结构,减轻重量,与连接部用内部焊接,外部连接;零件的原材料可节约。
2、定位套筒与轴的台阶长度为相互干涉尺寸,并不能实现轴端与套筒端同时与齿轮端面定位之目的,建议加长套筒尺寸,仅套筒端齿轮齿轮断接触,且加大齿轮止口尺寸,使套筒外圆与齿轮止口内圆配合。
3、定位套筒O 型圈位置应尽量上移,避免花键尾部干涉影响密封效果;
4、定位套筒尺寸可加大,作为调节用户因底座连接高度不一致定位之用,以减少产品的品种数量,便于生产组织。
4 整体优化建议
产品结构的标准化
1、进行轴向尺寸链计算分清可调尺寸和不可调尺寸
2、对一些止口结构按照材料的价格和加工工艺方法进行比较分析,选择成本低者如齿圈的止口等
3、从工艺,装配,客户使用方面对零件的细节部分要优化。

猜你喜欢
舰船科学技术(2022年21期)2022-12-12
结构工程师(2022年2期)2022-07-15
机电信息(2022年9期)2022-05-07
一重技术(2021年5期)2022-01-18
中学生数理化·八年级物理人教版(2019年4期)2019-05-20
中国特种设备安全(2019年3期)2019-04-22
装备制造技术(2018年10期)2018-12-24
制造技术与机床(2017年10期)2017-11-28
凿岩机械气动工具(2017年3期)2017-11-22
有色金属加工(2015年4期)2015-09-19