车铣加工中心S3 轴定位改造
2020-05-08 09:33杨永涛唐剑华
设备管理与维修 2020年7期
杨永涛,唐剑华
(中车资阳机车有限公司钢结构事业部,四川资阳 641300)
0 引言
为了满足新型曲轴的加工质量要求,提高曲轴生产效率,中车资阳机车有限公司引进了一台德国车铣加工中心(图1)。该加工中心采用西门子840C 控制系统,目前用于铣削曲轴安装面、连杆颈,车削主轴颈、开档以及安装面钻孔、镗孔的工作。
1 问题的提出
在此机床的使用过程中,出现了编号为20082 的“主轴闭环硬件故障”的报警。根据西门子840C 相关报警资料查阅,了解到故障是发生在S3轴的位置环控制。引起这一报警的原因有4 个:NC 启动被锁住;继电器设定点丢失;准备信号被切除;伺服使能信号超时主轴伺服使能失效。

图1 车铣加工中心
首先检查与S3 轴控制模块611D 相连接的编码器线,没有发现有断线现象,然后打开S3 轴的控制参数一一核对,也没有发现被改动的情况。接着又使用示波器检查编码器的输出信号,发现没有信号输出,因此初步判断是安装在S3 轴齿轮上的磁性编码器出了问题。随后将机床轴监控数据5212.3“no measuring circuit monitoring”的值由“no”改为“yes”,报警随即消失。这一步的目的是取消测量环的监控,从而判断出故障在测量环。
由于S3 轴采用的是全闭环控制,为了确定故障是否由磁性编码器引起,采用了全闭环改半闭环的方法,目的是隔离磁性编码器。在操作界面上具体设置方法如下:
2 改造方案
针对这次车铣加工中心S3 轴定位系统故障的解决,先后考虑了3 种方案。
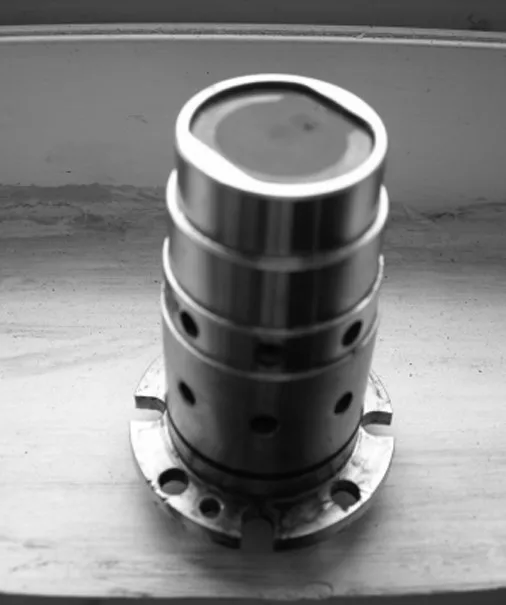
图2 S3 轴磁性编码器
方案1:维修。在查明了故障原因之后,首先想到的是自行修复,这是最迅速、最经济、最直接的解决问题的方法。但是由于编码器为精密部件,又没有专门的检测仪器,依靠现有的技术无法判断出其故障位置,在对其表面及内部进行检查和清理之后,问题仍然存在。此设备是德国进口,这种编码器很难在国内找到能够维修的厂家,而且维修成功率也是一个未知数,再加上没有备用元件,在维修期间只能等待。这从生产的角度出发是不允许的。
方案2:购买。购买新的磁性编码器可以解决问题,但是其昂贵的价格和购买的周期都是必须要考虑的因素。由于这些设备元件都是设计机床时原配的,如果新购的编码器在功能和尺寸上出现某些不合适,那么将会带来更麻烦的后果。
方案3:改造。查阅西门子相关资料弄清楚了磁性编码器与SIMODRIVE 611D 通信的工作原理,根据以往的经验发现,利用十分常见的接近开关传感器可以实现磁性传感器为S3 轴定位的功能。这种方案的优点是改造周期短、费用低(与编码器相比,接近开关很经济),而且在发生故障时维修也比较方便。
比较以上3 种方案的优缺点之后,认为方案3 最经济、可靠和方便。因为只需利用接近开关的输出点给SIMODRIVE 611D一个24 V 的电压信号就可以达到控制S3 轴电机的目的,从而使S3 轴停在预想的位置。
3 主要器件的选用、原理、机床参数设定
接近开关与端子X432 的连线如图3 所示。
由图3 可以看出,X432 的19 号端子与9 号端子分别为接近开关提供了0 V 以及+24 V 的工作电源:当接近开关在工作状态时,其感应头感应到金属感应块后便输出一个高电平,通过X432 的B1 端给S3 轴电机一个准停信号,从而使S3 轴停在指定位置。
此外,因为用接近开关代替了磁性编码器。机床的部分参数也必须进行一定调整,参数更改如下。
(1)齿轮比。在使用磁性编码器时,编码器与主轴通过齿轮盘直接相连(图4),所以它的齿轮比的数值是1颐1 的关系。但是在使用接近开关之后,电机轴通过齿型带连接在主轴转盘(图5),转盘齿数发生了变化,齿轮比也因此做出如下改变。

图3 接近开关与端子X432 的连线
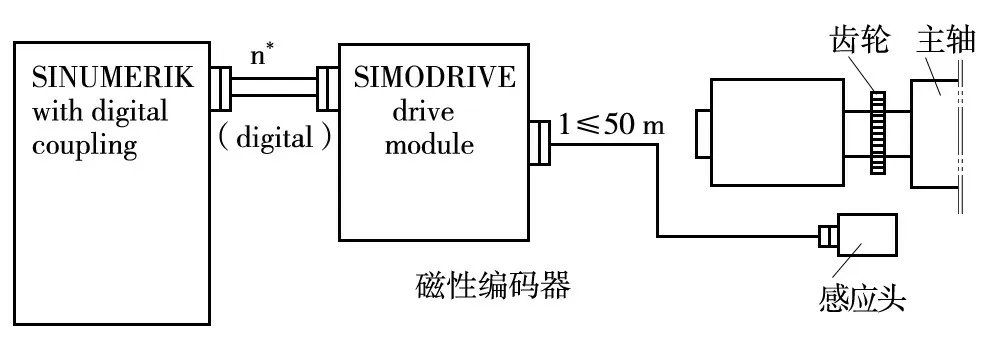
图4 改造前磁性编码器与主轴的关系
Gear factor r=r1/r2
24202 r1:Load speed 1 保持不变
24212 r2:motor speed 由1 改为6(电机旋转6 周,主轴旋转1 周)
(2)零点偏置。接近开关只是在硬限位上确定了S3 轴的停止位置,当接近开关感应到感应块后,就向驱动系统发出一个电机准停信号。要求准停信号的软限位和接近开关的硬限位重合,从而达到S3 轴停在指定位置的目的,因此需要对S3 轴的零点标记位进行设定。
4592 Zero mark offset=某一个值(该值是一个变量,根据每一次的实际偏移量进行修改)
4 调试
S3 轴的准停功能主要是为换刀和车功能服务,因为只有在特定的位置,刀具的夹紧放松才能实现,同时才允许进行车削加工。因此,安装金属感应块与接近开关的相对位置就显得特别关键,如果出现偏差将会使刀盘不能完成抓刀动作,严重时还会导致授油嘴损坏。考虑到上述问题,经过了多次试验和调试,最终决定将其安装在如图6 所示位置。
安装结束后,经过多次实验,每一次主轴都能停止在要求的位置,满足了改造要求。

图6 接近开关及感应块安装位置
5 结束语
通过此次改造工作,在恢复了S3 轴定位功能的同时,进一步了解和认识了西门子840C 系统位置检测的相关内容和原理,为今后类似的维修工作积累了经验。
猜你喜欢
网络安全与数据管理(2022年1期)2022-08-29
当代陕西(2019年24期)2020-01-18
陶瓷学报(2019年6期)2019-10-27
发明与创新·小学生(2019年11期)2019-08-11
制造技术与机床(2017年7期)2018-01-19
制造技术与机床(2017年9期)2017-11-27
制造技术与机床(2017年3期)2017-06-23
军事文摘·科学少年(2017年4期)2017-06-20
科学与财富(2016年34期)2017-03-23
西安工程大学学报(2016年6期)2017-01-15