
某机场国际综保货站光机查验系统设计分析
2020-05-07 08:58宋娅萍
机电产品开发与创新 2020年2期
宋娅萍
(上海睿丰自动化系统有限公司, 上海 200237)
0 引言
为贯彻落实国家总体安全观, 进一步强化监管优化服务,满足口岸作业区实际监管和通关需要,提升通关效率,海关总署为综保货站配备的一台CT 机,应海关总署要求,实现CT 机与现有查验系统的融合。 与光机查验系统的传统X 光机相比,CT 机为三维彩色成像, 查验速度更快;且加入了大数据智能判图接口,可实现智能查验。在严格监管的前提下提高查验速度和查验效率, 降低劳动强度,充分全面地利用现代先进技术水平,实现货物检查的自动化信息化控制和管理[1]。
本文通过对国内外现状进行分析、 做了大量市场调研之后[2],为某机场国际综保货站自主、独立开发了拥有自主知识产权的光机查验系统设计CT 机。 设计内容包含现有板房部分拆除(只保留西侧部分);加装CT 机查验模块,对现有系统进行二次开发实现两套系统对接,并包含对原有板房的改造。
下面针对本项目光机查验系统就设计方案做简单介绍。
1 设计方案
通过加装的CT 机模块,将原有的两条独立的X 光机与CT 机连接起来,实现两条X 光机下线的待查验货物与仅有的一台CT 机无缝衔接,提升综保货站跨境电商异常货物查验能力与查验效率, 满足海关总署的要求并实现通关效率的提升详细设计方案如图1。
项目中设计的CT 机查验系统集成多种检测设备如CT 机、扫码系统、输送系统和多个软件子系统,通过对被检物X 射线断层扫描的图像与数据的综合检测分析,利用先进的控制技术完成对过线货物的全流程监控。 通过与海关业务系统的对接,实现同屏比对功能,协助查验官员完成货物验放的智能通关。
1.1 输送物品属性
监管系统对货物的尺寸及重量规格参数要求如表1所示。

图1 设计方案图Fig.1 Design plan

表1 监管系统对货物的尺寸及重量规格参数要求Tab.1 Dimension and weight specifications of the goods required by the supervision system
凡超出规格要求的货物不能进入系统设备进行处理的,采用人工方式处理。
1.2 主要技术指标
1.2.1 系统主要参数
(1)单条CT 机流水线通过率:1080 件/小时。
(2)单条CT 机流水线带速:0.3m/s
1.2.2 系统其他参数
(1)整机平均噪声≤70dB(A)。
(2)SEW 电机最大噪声源噪声≤72dB(A)。
(3)噪声测试的方法和要求应符合《包裹、印刷品、总包设备噪声测量方法》(YD/T963-1998)的规定。
(4)系统数据备份不少于三个月。
2 系统功能组成构架设计
系统主要由以下几大功能模块组成:机械设备、系统实时控制系统、网络及IT 系统和软件及信息系统。 以下对每个功能模块做详细介绍
2.1 机械设备
2.1.1 滚筒输送机
滚筒输送机是一种常用的物料搬运设备。 由于滚筒输送机具有可靠、耐用等特点,广泛用于化工、轻工、烟草、食品、邮政等各种行业。
设备机架外宽约为1080mm,机架内档宽约为1000mm,载重量为50kg/m。 传动带采用多楔带传动。 滚筒壁厚1.5mm。护边、机架及支腿采用碳钢材料制作,采用的钢板厚度3mm,外表面喷塑处理,配可调节套脚式地脚,底座材质尼龙, 螺杆螺母材质碳钢镀镍。 货物挡板高出带面150mm,运转时噪音≤65db。 设备的有效宽度为1000mm,输送速度满足系统总体要求,单机运行噪音小于65dB。
2.1.2 皮带输送机(含上下坡皮带输送机)
皮带输送机是一种常用的物料搬运设备。 能满足化工、轻工、烟草、食品、邮政等各种行业物流输送的需求。
设备机架外宽约为1080mm,机架内档宽约为1000mm,载重量为50kg/m。 皮带黑色PVC 皮带,厚度2.1mm。 护边、机架及支腿采用碳钢材料制作,采用的钢板厚度3mm,外表面喷塑处理,配可调节套脚式地脚,底座材质尼龙,螺杆螺母材质碳钢镀镍。 皮带机在正常速度下最大跑偏量单边不超过5mm,滚筒具有自动纠偏功能,皮带机有张紧调节机,传动部件需封闭。
2.2 系统实时控制系统
采用的是西门子S7 系列PLC 硬件控制系统,采集货物监管输送系统中各区域分布的传感器等实时信息,再通过实时控制程序运行,通过网络及远程RTU 实现分布式控制,满足海关对国际货物监管的全部生产工艺要求。
2.3 软件及信息系统
2.3.1 上件扫描系统软件
安装在上位扫描工作站内, 当工作人员用无线条码枪扫描物品上的条码时, 系统将获取的条码信息绑定在扫码的物品上, 并同时在显示界面上显示对应物品的相关信息,如图2 所示。
2.3.1 护理质量改进程序 通常采取发现问题—归因分析—要因确认—提出方案—修订方案—形成规范6个步骤。发现问题和归因分析采取头脑风暴等形式,集临床护士智慧;要因确认需用因果关系矩阵图及主因确认法,解决问题的方法可循证A级证据或临床研究成果,鼓励临床一线护士大胆创新、勇于改革与实践,探索科学有效的护理工作方法。
同时可以对相关部门的预审指令进行智能判别,将布控查验的物品提前辨识出来,交相关部门进行查验,如图3 所示。
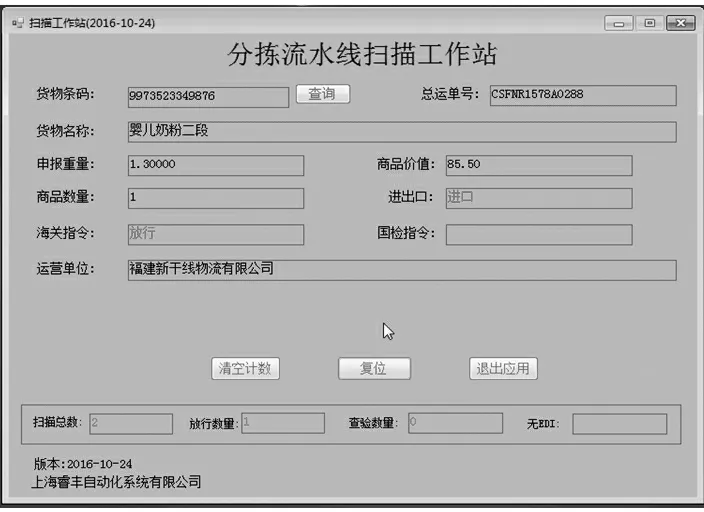
图2 上件扫描系统软件放行显示界面Fig.2 Software release display interface of the upper scanning system
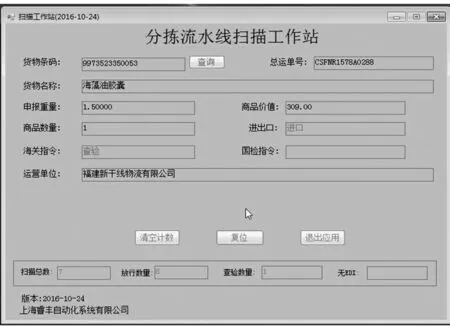
图3 上件扫描系统软件查验显示界面Fig.3 Software check display interface of the upper scanning system software
2.3.2 上位信息工作站软件
上位信息工作站是联接实时控制系统和信息系统的纽带,主要功读取CT 机指令并实时写入主控系统。
上位机读实时控制系统中的条码信息, 在数据表中添加记录,根据监管模式、预检指令、布控信息表等进行综合分析,向实时控制系统返回相关信息,如图4 所示。
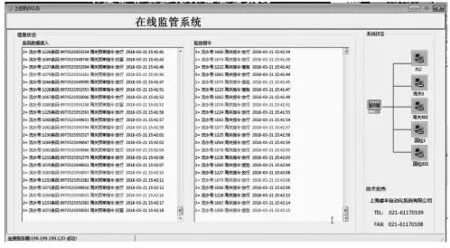
图4 读CT 机的验放指令返回给实时控制系统示意图Fig.4 Schematic diagram of the CT read-out instruction returned to the real-time control system
2.3.3 控制软件
PLC 各站点连接光电传感器、接近开关、重量采集、各类输入开关,连接电机驱动模块、指示灯、告警器等输出设备。PLC 通过对各类输入信号进行采集,按照生产工艺,控制输送线的分路器、输送线的运动状态,完成系统的机械结构的动作,使之有机的结合,达到流程的正确性。
2.3.4 监控软件
通过对流水线各个检测点信号的采集, 实施图形化反映系统各节点的工作状态, 更直观的提示操作人员及时发现和处理故障。 本电控系统能形象地设计系统设备的图示化界面,实现图示化监控,用明显的彩色画面来表示系统设备的:正常运行、停止运行、故障状态、实时显示条码识读结果,如图5 所示。
系统配有标准的监控系统后, 操作人员只需在机房查看主控机的设备运行监控界面, 即能掌握设备的运行情况,实现了管理自动化、科学化。

图5 图示化监控示意图Fig.5 Schematic diagram of monitoring
3 结论
系统完成后具有同屏比对功能、点击下线功能、系统实时控制功能(货物的点击下线查验与放行)、数据、图像实时读写与传输功能、自动声光告警功能、物件卡塞自动停机功能、故障紧急停机安全保护功能、系统在线详细查验功能、系统开拆查验功能、系统自动定时读取海关信息功能、 系统实时运行动态画面监控功能和系统运行节电功能。
本查验系统经过在综保货站试运行后, 具有以下的优点:
(1)界面设计人性化,操作方便,维护简单。
(2)实物通过X 光机时、快件实物的照片、海关的快件信息显示在同屏比对界面上,方便海关人员进行查询。
(3)当发现快件有问题时,通过开包按钮,可以方便的将有问题快件分拣到开拆区。
(4)在条码扫描时,通过PLC 触发照相机,存储查验的全过程。
该系统的使用, 对海关进出口快件的监管起到了积极的作用,保证快件安全装货,有效的减少了海关人员的工作量。项目完成后实现了该综保货站要求的技术指标。
猜你喜欢
航天制造技术(2022年4期)2022-09-30
科学技术创新(2021年15期)2021-12-01
花火·绘阅读(2021年2期)2021-09-10
雪豆月读·高年级(2020年7期)2020-09-10
家庭影院技术(2019年12期)2020-01-19
作文小学中年级(2019年11期)2019-12-04
儿童时代·快乐苗苗(2018年6期)2018-09-03
冶金动力(2018年4期)2018-04-13
喜剧世界(2017年24期)2017-12-06
重型机械(2016年1期)2016-03-01
