五种海南常见速生材种制化学机械浆性能评估
2020-05-05 03:03房桂干朱北平佘光辉
林产化学与工业 2020年2期
朱 华, 吴 珽, 房桂干, 梁 龙, 朱北平, 佘光辉
(1.南京林业大学 林学院,江苏 南京 210037;2.江苏省林业资源高效加工利用协同创新中心, 江苏 南京 210037;3.中国林业科学研究院 林产化学工业研究所,江苏 南京 210042; 4.中国林业科学研究院 林业新技术研究所,北京 100091)
近年来国内纸和纸板的年产量逐年增长,作为直接原料的纸浆消耗量同样逐年增长。以2018年为例,我国全年消耗纸浆共9 387万吨,其中木浆占比约35%,废纸浆约58%,非木浆约7%[1]。随着国务院办公厅和海关总署对进口废纸配额的限制,现有纸浆消耗比例将受到影响。预计到2020年末,木浆消耗将提升到43%以上,约4 200万吨,其中国产木浆仅能提供约1 200万吨,存在较大供应缺口[2]。因此,有必要大力推进林浆纸一体化,推广制浆材速生原料林的种植,以提高木浆产量;同时,加快推广有着高得率、低污染特征的化学机械法制浆技术,以提高木浆产率,从而摆脱对进口优质木浆的依赖。海南省地处我国南部,具有热带、亚热带自然条件的过渡特征,全年湿热,降雨量充沛,自然条件优越。因此,在海南开展人工速生林培育,有利于海南当地的生态经济发展,有利于国家林浆纸战略一体化目标的实现[3]。就海南当地气候与土壤情况看,制浆材速生林培育可引入广西、云南等地常见的桉木、相思木等树种[4-5],但由于生长情况和种属区别,不同树种的材性与制浆性能存在一定差异,最终将影响纸浆产品质量[6]。本研究选取海南省引种的5种常见制浆材树种,分析制浆材材性并评价其制化学机械浆(CMP)性能,从而为海南省制浆材树种选育提供参考,以期为制浆纤维原料的高效合理利用提供可靠的理论依据。
1 实 验
1.1 原料
实验采用的材种主要包括尾巨桉(Eucalyptusurophylla×E.grandis)、尾叶桉(E.urophylla)和尾细桉(E.urophlla×E.tereticornis),均取样于海南海口;马占相思(Acaciamangium),海南乐东;厚荚相思(A.crassicarpa),海南定安,5种木材均为六年生。将实验所用木材剥去树皮后经机械削片机切削成木片,用TMI木片筛将过大或过小木片筛除。
1.2 材性分析
木片经充分平衡水分后,取样分别在FW100万能粉碎机中粉碎,对粒径0.25~0.43 mm间的木粉进行化学成分分析。其中,综纤维素按GB/T 2677.10—1995测定;Klason木质素按GB/T 2677.8—1994测定;热水抽出物按GB/T 2677.4—1993测定;苯醇抽出物按GB/T 2677.6—1994测定;1% NaOH抽出物按GB/T 2677.5—1993测定。
各树种基本密度按照澳大利亚标准(Appita PIS-79/Standard-October 1979)以排水法测定;取各树种木片样本,切割成长约5 cm,截面约0.2 cm×0.2 cm的木条,用H2O2和冰醋酸(体积比1 ∶1)在60 ℃下分离纤维,通过纤维质量分析仪(FQA)分析样本纤维形态;为防止木片表面出现腐朽、霉变等状况导致原始白度测定不准确,将木片磨粉压制成饼状后再按GB/T 7974—2002测定。
1.3 化机浆的制备
化学机械浆(CMP)的制备实验在林产化学工业研究所CMP中试系统中进行,主要设备包括洗涤槽、汽蒸仓、螺旋挤压机(MSD)、化学预浸器、连续磨浆系统、常压磨浆机、脱水机等。采用预处理磨浆化学碱性过氧化氢机械浆(P-RC APMP)技术,按制浆实验流程[7],在相同条件下对5种原料进行CMP制浆性能的对比研究,工艺参数见表1。
木片经过水洗后常压预汽蒸15 min,温度105 ℃;汽蒸后进行一段螺旋挤压(压缩比4 ∶1,下同),挤压后物料按表1参数进行一段化学预浸渍;30 min后进行二段螺旋挤压并进行二段化学预浸渍。浸渍完成后,用ø300 mm高浓盘磨进行第一段高浓常压磨浆,浆料的加拿大游离度(CSF)控制在650~700 mL。磨后浆料在反应仓内停留60 min完成漂白。漂白完成后在上述常压磨浆机中进行后续磨浆,输入不同磨浆能耗以制取加拿大游离度在100~500 mL范围内的纸浆[8]。纸浆经标准疏解器消潜10 min,用1 mol/L的稀硫酸酸化后洗涤至pH值为中性,脱水并进行手工抄片,抄取60 g/m2的纸页。

表1 P-RC APMP工艺参数Table 1 Process parameters of P-RC APMP
1)二段化学预浸渍后高浓漂白停留时间60 min after the two-stage chemical pre-impregnation high consistence bleaching retention time was 60 min
1.4 纸浆性能测试
纸页干燥后按GB/T 451.3—2002测定纸张厚度,按照GB/T 455—2002测定纸张撕裂度,按GB/T 454—2002测定纸张耐破度,按GB/T 12914—2002测定抗张强度、耐破强度和撕裂强度,按GB/T 7974—2002测定纸张白度。
2 结果与讨论
2.1 原料的对比分析
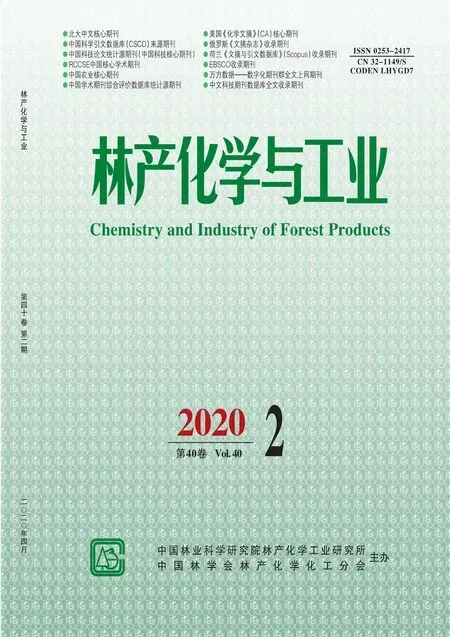
2.1.1化学成分 5种制浆材原料的化学成分分析结果见表2,可以看出不同材种间的化学成分含量差异较大。
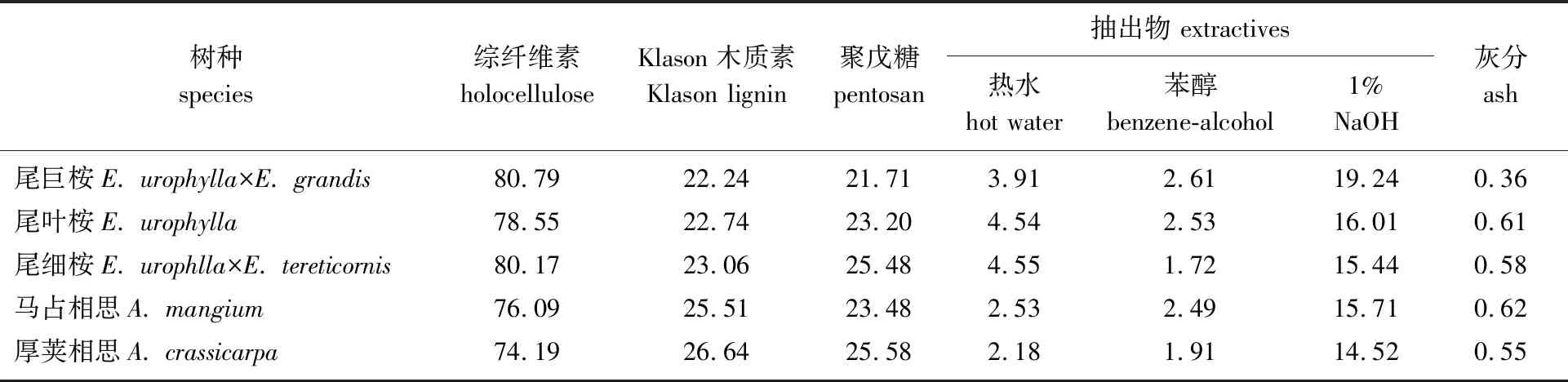
表2 原料化学成分分析Table 2 Chemical composition of pulpwood %
其中尾巨桉、尾叶桉和尾细桉的综纤维素质量分数较高,分别为80.79%、78.55%和80.17%,Klason木质素质量分数均低于24%,这将有利于在制浆过程中提高纸浆得率,促进浆料后续的漂白效率。而2种相思木的Klason木质素质量分数分别达到25.51%和26.64%,纸浆得率略低的同时,漂白难度更高。尾巨桉中1%NaOH抽出物的质量分数达19.24%,远高于其它4种原料,可能导致制浆时化学品消耗较高且纸浆易返黄[9-10]。
2.1.2纤维形态和物理性质 纤维形态是评价速生材制浆性能的重要指标,不同纤维形态的速生材原料将引起浆料和成纸的性能差异[11]。 由各材种纤维形态分析结果(表3)可知,5种原料的纤维长度差异不大,均在750~805 μm之间。但是不同原料的壁腔比差异较为显著,马占相思的壁腔比值是5种原料中最小的。此外5种原料的基本密度在445~490 kg/m3范围内,总体均属于中密度材;当原料密度较低时,有利于木片挤压浸渍,降低磨浆能耗,提高成浆强度性能,密度偏高则可能会导致挤压破碎效果不均匀,影响浸渍过程中药液的渗透[12]。5种原料的原始白度以马占相思最高,达30.50%(ISO,下同),尾巨桉和尾细桉原始白度较低,在24%~25%之间。
2.2 原料的制浆性能比较
2.2.1纸浆得率 相同的工艺条件下,5种原料的纸浆得率差异明显。其中尾细桉纸浆得率最高,达到91.2%,尾叶桉、尾巨桉和马占相思次之,分别为90.0%、87.3%、86.4%,厚荚相思的得率最低,为84.2%。结合表2分析,可以看出不同原料纸浆得率差异与其化学成分分析结果基本一致。但值得注意的是,尾巨桉具有较高的综纤维素含量,最终纸浆得率却低于尾叶桉。这可能是由于尾巨桉的基本密度高于尾叶桉,且有着更高的纤维壁腔比,导致木片预浸渍过程中药液渗透不够充分。磨浆时纤维被过多切断,造成纸浆中细小成分较多,洗浆过程中易流失[13],使得纸浆得率下降。
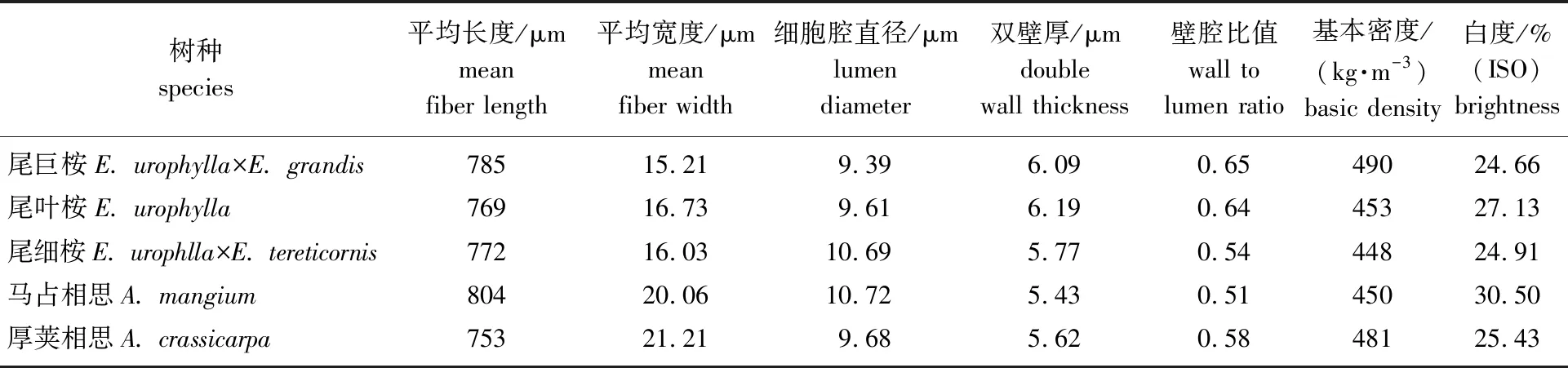
表3 原料的纤维形态和物理性质Table 3 Fiber morphology and physical properties of pulpwood
2.2.2磨浆电耗 磨浆电耗是制浆过程中的主要生产成本之一,高效合理地输出磨浆电能,有助于降低制浆造纸的生产成本。如图1(a)所示,5种制浆材原料在相同的制浆工艺条件下,磨浆电耗与原料基本密度呈正相关。在相同加拿大游离度(300 mL)下,马占相思基本密度最小,因此其电耗最低,为1 209 kW·h/t,而尾巨桉的基本密度为490 kg/m3,高于其他种类原料,其磨浆电耗也最高,为1 361 kW·h/t。导致这一现象的原因主要是低密度材种的木片结构疏松,浸渍过程中药液易渗透,浸渍更加充分[14],因此磨浆过程中纤维容易分离,所需电耗较低。而高密度木片会造成化学药品难以渗透,浸渍不充分,因此磨浆过程电耗更高。
2.2.3松厚度 由图1(b)可知,在相同制浆工艺条件下,不同速生材原料制得纸浆的松厚度存在差异。
图1 不同原料磨浆电耗(a)和纸浆松厚度(b)的对比Fig.1 Comparison of power consumption of grinding pulp (a) and bulk (b) with different pulpwoods
在同一加拿大游离度(300 mL)下,马占相思浆和尾细桉浆的松厚度均较低,分别为2.45和2.51 cm3/g,这主要是由于2种原料的壁腔比相对较低,纤维腔大壁薄,易于压溃变形,纤维之间结合更加紧密,因而纸浆松厚度偏低。而尾巨桉浆的松厚度最高,为2.84 cm3/g,这是由于其纤维壁腔比最大,纤维细胞壁厚腔小,成纸时纤维不易压溃变形[15],且纤维长度较短,结合能力较弱,因此松厚度较高。
2.2.4强度性能 纸浆强度性能主要包括抗张强度、耐破强度和撕裂强度等。5种木材原料的CMP强度性能情况如图2所示,由于是在相同工艺条件下制浆,因此不同材种CMP强度性能的差异主要与原料材性特征有关。在300 mL加拿大游离度下,马占相思浆的强度性能最优,抗张强度28.42 N·m/g、耐破强度1.54 kPa·m2/g和撕裂强度2.7 mN·m2/g。
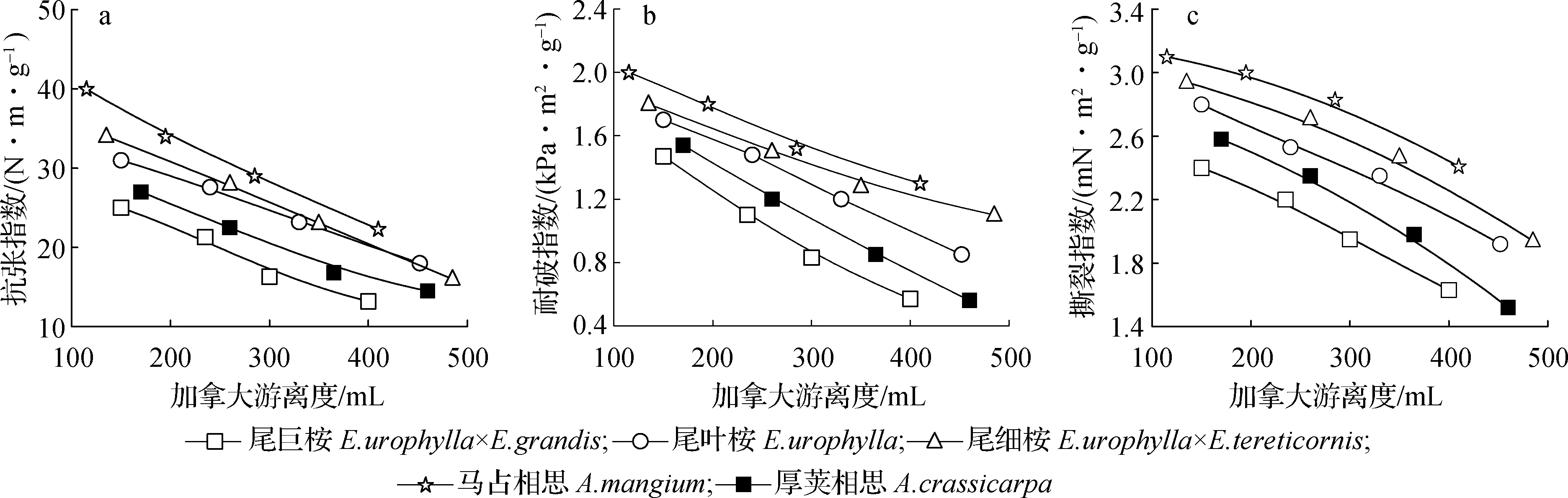
a.抗强指数tensile index; b.耐破指数bursting index; c.撕裂指数tearing index图2 不同原料纸浆强度性能的比较Fig.2 Comparison of pulp strength of different pulpwoods
结合表2和表3可以看出,马占相思基本密度较小,在化学浸渍过程中药液容易渗透,浸渍效果好,所以纤维易于分丝帚化;纤维长度较长,纤维细胞壁薄腔大,磨浆过程中对纤维的损伤和切断较少,结合能力强,因此成纸有着最优的强度性能[16-17]。尾叶桉和尾细桉也具有类似的材性特征,具有较长的纤维长度和较低的基本密度,因此具有较为接近的强度性能。尾巨桉具有5种木材原料中最大的纤维壁腔比值和最大的基本密度,这些材性特征导致木片在挤压浸渍和磨浆效果较差,纤维不易分丝帚化,且容易被切断,因此表现出最差的强度性能。
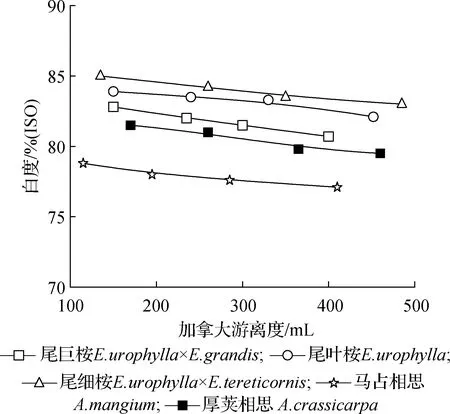
图3 不同原料纸浆白度的比较Fig.3 Comparison of brightness of different pulpwoods
2.2.5白度 由图3可见,5种木材原料化学机械浆在相同工艺条件下的白度存在较大差异。在300 mL加拿大游离度下尾细桉浆和尾叶桉浆的白度最高,均可达到83%以上,这是由于这2种原料均具有较低的Klason木质素含量,有利于浆的漂白,马占相思的白度最低(78%)。尾巨桉浆和厚荚相思浆的白度较为接近,分别为82%和81%,尾巨桉的Klason木质素含量虽低,但其含有较高的苯醇抽出物和碱抽出物,这些抽出物具有较强的化学反应活性,容易促进双氧水等漂白药液的分解,从而影响到药液的漂白效率,导致纸浆白度较低[18]。而木片原始白度以马占相思为最高,尾巨桉和尾细桉较低,可见5种原料木片原始白度与经P-RC APMP工艺制得的纸浆白度不存在明显的正相关性。
2.3 讨论
通过上述分析可知,在相同制浆工艺条件下,原料的材性差异对制得浆料的性能影响很大。在区域种植优势下,可根据纸浆的实际需求指标选择相应树种制浆:要求高纸浆得率时,宜选择尾细桉;确保纸浆强度性能且对节能减排有较高要求时,宜选择马占相思;要求高松厚度时,原料可选择尾巨桉;要求纸浆白度较高时,可选择尾细桉和尾叶桉。
3 结 论
3.1评估了5种海南常见速生材原料(尾巨桉、尾叶桉、尾细桉、马占相思和厚荚相思)的材性特征及其制化机浆性能。结果表明:尾巨桉和尾细桉含有较高的综纤维素和较低的木质素,抽出物含量偏高,而两种相思木的木质素含量较高,抽出物含量较低;在纤维形态方面,各材种纤维长度差异不大,但马占相思壁腔比最低,有壁薄腔大的特点。
3.2在相同制浆工艺条件下,尾细桉的纸浆得率最高,达91.2%,厚荚相思纸浆得率最低。相同加拿大游离度(300 mL)时,马占相思磨浆电耗最低,为1 209 kW·h/t,而尾巨桉的磨浆电耗最高;尾巨桉的松厚度最高,为2.84 cm3/g,马占相思和尾细桉的松厚度均较低;马占相思的强度性能最优,抗张强度28.42 N·m/g、耐破强度1.54 kPa·m2/g和撕裂强度2.7 mN·m2/g,尾巨桉的强度性能最差;尾细桉和尾叶桉白度最高,达83%(ISO)以上,马占相思白度最低。
猜你喜欢
粮油食品科技(2022年5期)2022-09-27
造纸信息(2021年12期)2021-09-08
纺织高校基础科学学报(2021年2期)2021-07-13
国际木业(2018年3期)2018-09-10
中国造纸(2017年8期)2017-09-15
天津造纸(2016年1期)2017-01-15
纺织检测与标准(2016年3期)2016-08-16
小学阅读指南·低年级版(2015年6期)2015-06-16
现代面粉工业(2015年2期)2015-02-23
中国造纸(2014年1期)2014-03-01