
基于数值模拟的L50电机定子外壳冷锻成形工艺研究
2020-05-03 13:54李成王平
汽车实用技术 2020年7期
李成 王平

摘 要:在分析L50电机定子外壳结构的基础上,提出了一种适用于大批量生产的L50电机定子外壳冷锻成形工艺方案,并完成了相应的模具结构设计。基于DEFORM-3D软件,对L50电机定子外壳冷锻成形过程进行了数值模拟,掌握了零件成形过程中成形载荷、材料流动及应力应变场的变化规律,数值模拟结果表明:L50电机定子外壳成形过程中材料流动均匀、应力应变变化情况良好。经生产实际应用,L50电机定子外壳成形件满足精度要求,模具寿命符合预期,验证了L50电机定子外壳冷锻成形工艺方案的合理性。
关键词:电机;定子外壳;冷锻成形;工艺
Abstract: Based on the analysis of stator shell structure of L50 motor, a cold forging forming process for stator shell of L50 motor suitable for mass production was proposed, and the corresponding die structure design was completed. Based on deform-3d software, the cold forging forming process of the stator shell of L50 motor was simulated numerically, and the variation law of forming load, material flow and stress-strain field was achieved. Through production and practical application, the forming parts of the stator shell of L50 motor meet the requirements of accuracy, and the mold life is in line with the expectation, which verifies the rationality of the cold forging forming process of the stator shell of L50 motor.
前言
電机在电子信息、航空航天及机械等行业中得到了广泛的应用,电机定子外壳是电机中的重要零件,其精度的高低将直接影响电机的使用寿命。传统的铸造加工方法很难满足大批量的生产要求,且会产生疏松及缩孔等加工缺陷。为保证电机定子外壳的尺寸精度及生产效率,有必要开展电机定子外壳冷锻成形工艺研究。如:熊保玉[1]分析了定转子冲压成形工艺的难点,设计了成形件的排样,详细阐述了定转子冲压成形模具的结构特点;陈远怀[2]基于Dynaform数值模拟软件,对汽车电机壳体成形工艺进行了模拟仿真,通过观察坯料的成形极限图,以验证成形工艺的合理性及可行性;杨松涛[3]提出了阶梯筒形电机壳体一次拉深成形方法,运用Dynaform 软件分析了成形缺陷易发生位置及其原因,基于正交试验对成形工艺参数进行了优化。本文主要针对L50汽车电机定子外壳冷锻成形工艺进行研究,并完成相应的模具结构设计。
1 零件结构及特性分析
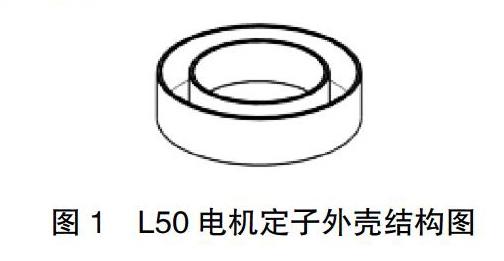
如图1所示L50电机定子外壳表面平整,相邻壁厚间厚度均相等。下表面存在宽1.5mm深0.5mm的两个相等的凹槽,L50电机定子外壳在电机中主要用于缠绕线圈及产生磁场并对其中的通电导体产生电磁力,其尺寸精度将直接影响线圈的缠绕及电机功能的发挥。
2 成形工艺及模具设计
2.1 成形工艺
图2为根据L50电机定子外壳零件结构特点设计的零件成形工艺,具体工艺流程如下:下料——抛丸磷皂化——冷锻成形。
其中,下料阶段,要求保持冲裁口无毛刺,坯料外径118mm,内孔直径27mm,冷锻成形阶段内外圆同轴度小于0.2mm, 内外圆高度最小值26.7mm,最大值27.3mm。
2.2 模具设计
模具结构如图3所示。L50电机定子外壳冷锻成形模具的上模为带有3个凸台的上凹模和上冲头,下模为带有6个凸台的下凹模和下冲头,通过下冲头固定板来保证模具各部分的相对位置。
3 有限元模型
在NX软件中完成L50电机定子外壳冷锻成形工序中对应毛坯、上下冲头及模具的三维实体建模,并将其转化成STL格式导入DEFORM-3D软件中,为简化L50电机定子外壳冷锻成形过程,采用刚塑性材料模型,图4为有限元模型。
数值模拟前处理参数设置:1.材料参数。在DEFORM- 3D材料库中选择AISI-1025材料,将冲头及凹模设为刚体。2.进给速度。上冲头进给下冲头固定,上冲头速度设置为10mm/s。3.模拟控制。步长增量设为0.15mm,总步数为20步。
4 数值模拟结果与分析
4.1 冷锻成形过程分析
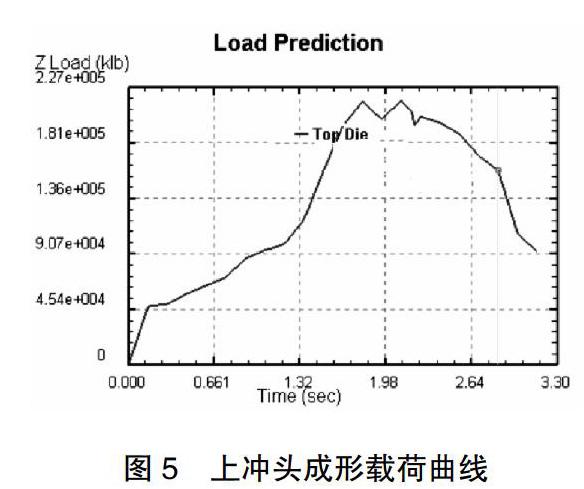
L50电机定子外壳冷锻成形过程中上冲头成形载荷曲线如图5所示。
从图6、图7及图8可以看出,材料流动速度变化均匀,无突变;零件表面光滑无裂纹和起皱现象。
5 工艺验证
基于L50电机定子外壳冷锻成形仿真数据,确定选用通泰315T油压机(图9)进行成形试验。图10为成形坯料,图11为成形件。成形件表面平整、尺寸精度符合要求,无裂纹及起皱等缺陷,说明了L50电机定子外壳冷锻成形工艺的可行性。
6 结论
(1)运用 Deform-3D软件对L50电机定子外壳冷锻成形工艺进行数值模拟,通过材料流动过程等效速度、等效应力应变云图,可以较好地了解坯料的成形过程以判断成形工艺的合理性及可行性。
(2)改进后的L50电机定子外壳冷锻成形模具结构,经实际生产应用,模具结构合理、寿命符合预期,对其他类似零件的成形工艺和模具设计有一定的参考价值。
参考文献
[1] 熊保玉.电机定转子成形工艺与模具设计[J].模具工业,2014,40 (12):25-27.
[2] 陈远怀.汽车电机壳体精密成形工艺研究[D].上海工程技术大学, 2014,12.
[3] 杨松涛.电机壳体成形工艺参数优化及实验研究[D].哈尔滨理工大学,2014,3.
猜你喜欢
科学与财富(2021年35期)2021-05-10
科学与财富(2021年35期)2021-05-10
红领巾·探索(2020年2期)2020-05-19
电脑报(2019年10期)2019-09-10
优雅(2017年12期)2017-12-08
优雅(2017年12期)2017-12-08
军事文摘·科学少年(2017年2期)2017-04-26
航空模型(2016年5期)2016-07-25
航空模型(2016年1期)2016-03-01
股市动态分析(2015年24期)2015-09-10
