
压边力对盒形件拉深性能的影响分析
2020-05-03 13:54肖小亭梁银禧
汽车实用技术 2020年7期
肖小亭 梁银禧
摘 要:对盒形件拉深成形的机理进行了研究,借助有限元分析软件Dynaform对盒形件成形过程进行了模拟。针对冲压成形过程中压边力对盒型件拉深性能的影响进行了研究,分别模拟了4种不同压边力下的盒型件成形过程,得出零件的成形极限图以及厚度变化数据,零件的最大变薄率随着压边力的增大而增大,最大增厚率的变化规律则相反。对于本文研究的盒型件,最佳的压边力大小为400kN,盒型件的最大变薄率为28.56%,最大增厚率为8.34%,满足成形要求。
关键词:盒形件;压边力;拉深
Abstract: In this paper, the mechanism of deep drawing of box is studied, and the forming process of box is simulated by the finite element analysis software DYNAFORM. In this paper, the influence of the blank holder force on the deep drawing performance of the box part is studied. The forming process of the box part under four different blank holder forces is simulated respectively. The forming limit diagram and the thickness change data of the part are obtained. The maximum thinning rate of the part increases with the increase of the blank holder force, while the change rule of the maximum thickening rate is opposite. For the box parts studied in this paper, the optimal blank holder force is 400kN, the maximum thinning rate is 28.56%, and the maximum thickening rate is 8.34%, which meets the forming requirements.
前言
拉深,是利用模具使冲裁后得到的平板毛坯变成为开口的空心零件的冲压加工方法。利用拉深工艺可以制造盒形、筒形等各种形状的薄壁零件,因此,拉深工艺在国民产业中占有相当重要的地位。
对于盒型件的拉深成形,已有不少学者进行了研究:王凤琴等[1]通过对盒形件拉深成形进行有限元模拟,得到了法兰变形区定量应力解析解;官英平等[2]选取AZ31B镁合金方盒形件为拉深成形试验对象,采用正交试验法确定了最佳工艺参数组合;齐新华[3]等对无凸缘椭圆盒形件的拉深成形进行了数值模拟,同时对椭圆度和冲模速度对成形的影响进行了研究;揭小平等[4]利用有限元软件,模拟了盒形件的回弹及厚度变化,确定了合理的零件拉深形状。
在冲压成形过程中,压边力的大小对于成形性能的影响较大。本文拟采用Dynaform分析软件,对盒形件的拉深过程进行仿真模拟,在此基础上研究压边力对盒形件拉深性能的影响。
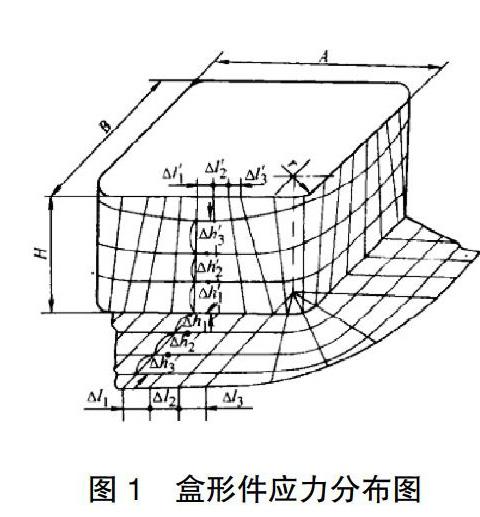
1 盒形件拉深机理
盒形件是一种非回转体的零件,拉深时,由于其几何形状的非回转体性,变形沿变形区周边的分布是不均匀的,直边区变形小,圆角区变形大,而且变形区内的变形是非常复杂的。
2 盒形件拉深过程仿真
借助Dynaform分析软件对盒型件成形进行模拟,从而直观地观察整个过程。在分析过程中,选用材料为304不锈钢,牌号为0Cr18Ni9DQ,厚度为2mm,抗拉强度σb≥520(MPa)。
数值模拟分析过程如下:
(1)实体建模:利用三维建模软件Creo Parametric 2.0建立盒形件拉深凹模,保存为.igs文件,用于导入dynaform分析;
(2)有限元建模:用dynaform打開第一步创建的.igs文件,对模型进行网格划分和检查,同时采用同样的方法建立凸模的模型,利用划分完的凹模单元偏移,创建压边圈,并利用软件反求出坯料模型,即完成分析所需所有模型的有限元建模;
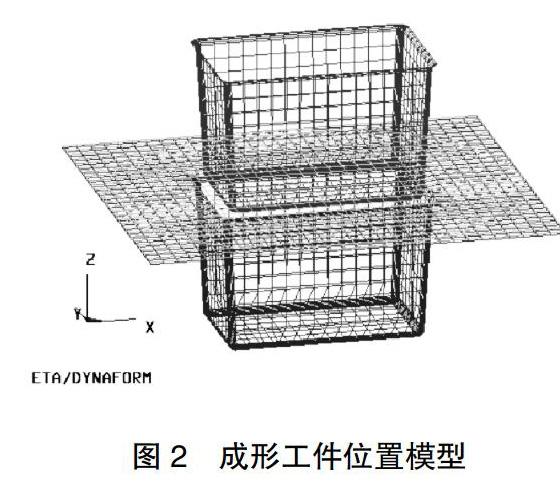
(3)分析设置:利用dynaform中的AutoSetup功能,定义板料的材料参数,然后分别设定凹模、凸模以及压边圈的相对位置,设定合模和冲压仿真的参数,即设定凸模的速度和压边圈的压边力等,完成以上操作后可以得到开模状态下的成形工件位置模型如图2所示。
(4)分析结果读取:完成AutoSetup后,提交ls-dyna求解器进行任务求解,求解完成后可以获得成形零件的成形极限图、应力应变云图、厚度变化云图以及变形过程的动画等,用来评断盒形件成形性能的好坏。
3 压边力对拉深性能的影响分析
压边力是指在拉深过程中为了解决起皱问题而施加在压边圈上的力,在冲压过程中,压边力是影响冲压成形质量的重要参数之一,压边力过小,零件容易起皱,压边力过大,零件容易变薄或断裂,因此,本次仿真的目的是找出合适的压边力。
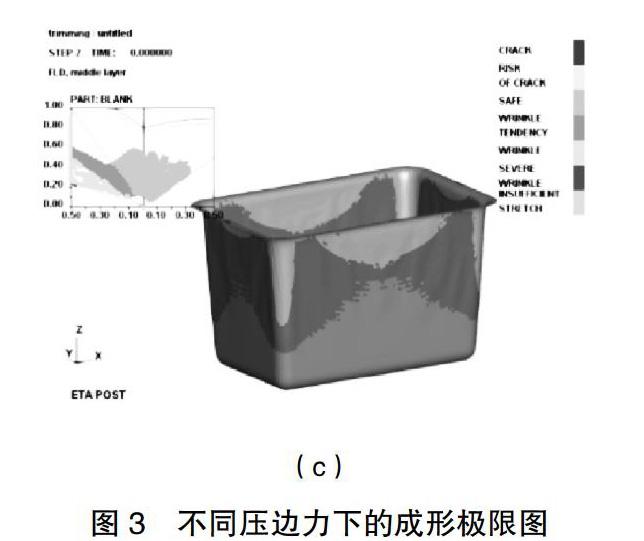
为了研究压边力的影响规律,设定摩擦系数为0.125、冲压速度为5000mm/s,选取压边力200kN、400kN、600kN、800kN进行有限元仿真分析,获得成形极限图分别如图3中的(a)、(b)、(c)、(d)所示。
从不同压边力下的成形极限图可以看出,当压边力为200kN时,盒型件的边缘出现明显的起皱,当压边力超过600kN时,盒型件的变薄较大,会发生拉裂的风险。因而,对于本文研究的盒型件,较合理的压边力大小为400kN左右,此时的零件成形状态较好,盒型件的最大变薄率为28.56%,最大增厚率为8.34%,满足成形要求。
4 结论
通过对盒形件的拉深过程的仿真分析,比较了不同压边力下的盒形件成形性能。可以得出,零件的最大变薄率随着压边力的增大而增大,最大增厚率的变化规律则相反。也就是表明,过大的压边力可能导致零件拉裂,过小的压边力则会使零件出现起皱。仿真分析的结果可以为生产提供指导。
参考文献
[1] 王凤琴,赵军,官英平,等.盒形件拉深过程中法兰区应力解析[J]. 哈尔滨工业大学学报,2003(04):105-107.
[2] 官英平,杨柳,段永川.AZ31B镁合金方盒形件拉深成形工艺参数研究[J].锻压技术, 2014, 39(6):45-49.
[3] 齐新华,李勇,张占哲,等.无凸缘椭圆盒形件拉深成形的数值模拟[J].热加工工艺, 2011, 40(15): 79-80.
[4] 揭小平,叶建雄,袁有录,等.盒形件拉深成形工艺的数值模拟[J]. 锻压技术,2008(03):132-135.
