
无铅喷锡字符盘上锡不良影响因素研究
2020-04-19 09:28宋清双陈志强赵金亮
写真地理 2020年1期
宋清双 陈志强 赵金亮
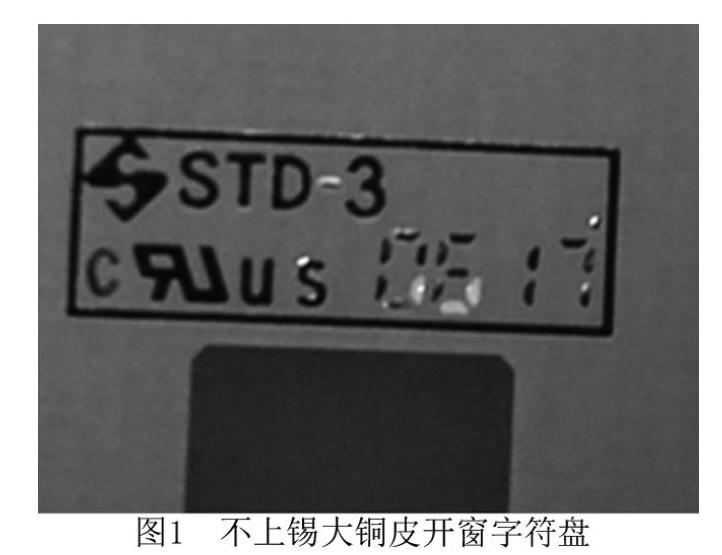

摘 要: 近年来,随着科学技术的不断发展,印制电路板行业取得了长足的发展。无铅喷锡工艺因其工艺简单,焊接强度高,成本低廉,使得其在业界被广泛使用。但有一些常见的品质问题发生,在喷锡生产过程中会出现大铜皮开窗字符焊盘不上锡的现象,导致返工成本浪费及客户端识别不清问题。
关键词: 无铅喷锡;油墨厚度;字符宽度;上锡不良
【中图分类号】TN41 【文献标识码】A 【文章编号】1674-3733(2020)01-0194-01
为了有效的改善大铜皮字符不上锡问题,杜绝此类问题的客诉,完成产品的功能性品质,本文重点对无铅喷锡工艺大铜皮开窗字符上锡不良问题进行改善。本文主要对无铅喷锡流程控制、油墨厚度、字符宽度重点进行分析,不足之处请谅解并提出探讨。
1.1 无铅喷锡生产流程
无铅喷锡流程:入板→微蚀→溢流水洗→HF水洗→加压水洗→清水洗→吸干→强风吹干→检查→涂助焊剂→翻板→无铅喷锡→热水洗→水洗→高压水洗→烘干组合→收板
1.2 字符焊盤发白位置锡厚测量
取10set字符焊盘发白异常板进行锡厚测量,测试发现焊盘发白处锡厚0.05-0.12um间,与最低锡厚标准1um差异明显,测试的结果证明发白处均未上锡,证明板子确实存在字符焊盘不上锡异常,锡厚标准为1um-40um。
1.3 层别原因
1.3.1 铜面来料不净,前处理清洁不彻底
取样试板无铅喷锡前过喷砂线(微蚀、磨板、喷砂),并将微蚀量控制在1.5um(标准范围0.8-1.5um),再正常过无铅喷锡前处理喷锡,字符焊盘上锡不良仍存在,且相同前处理条件下沉金工艺无字符露铜及漏镀现象,证明与来料及前处理清洁不彻底无直接关系。
1.3.2 油墨厚度影响方面
切片确认上锡不良位置油墨厚度,通过测量油墨厚度为50-56um,正常丝印油墨厚度为25-30um,说明此上锡不良板油墨厚度偏厚。为验证油墨厚度对字符上锡不良的影响,选取字符宽度0.4mm,不同的油墨厚度测试字符上锡状况(各100set),通过测试结果确认丝印一次(油墨厚度20-30um),丝印两次(油墨厚度45-60um),丝印3次(油墨厚度80-90um),上锡不良比例分别为5%,16%,30%,同字符宽度,油墨厚度越厚,字符上锡不良比例越高。说明字符上锡不良与油墨厚度有关。
1.3.3 字符宽度影响方面
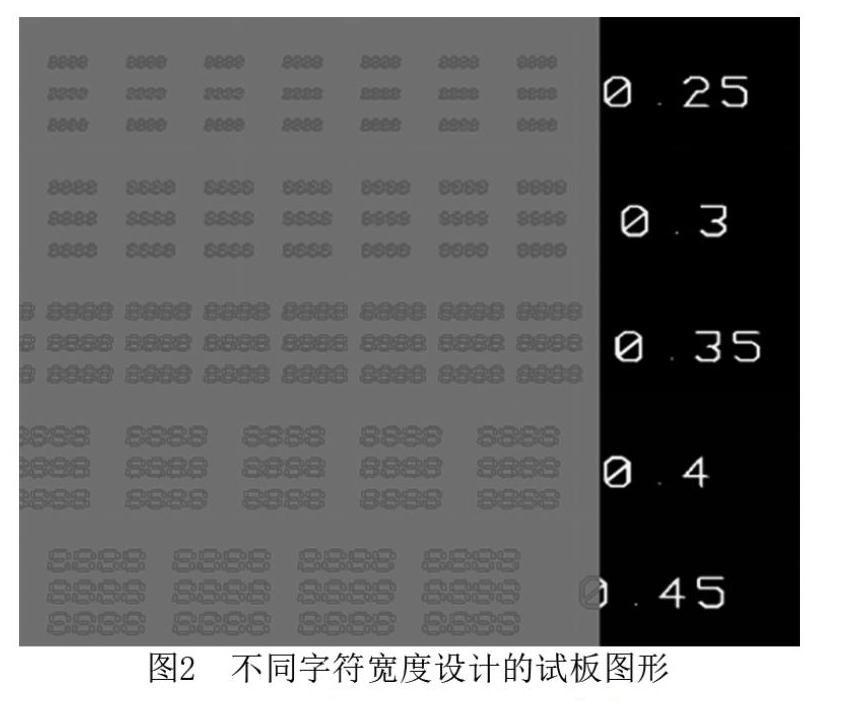
选取字符宽度分别是0.25mm,0.3mm,0.35mm,0.4mm及0.45mm的试验板(图2),其他生产条件相同情况下喷锡后确认(表1),字符宽度越小,上锡不良比例越高,字符宽度越大,上锡不良比例越低,说明大铜皮开窗字符上锡不良与字符宽度有关。对于大铜皮开窗字符宽度需大于0.4mm才能达到95%以上的良率。
2 改善方法
2.1 来料控制
对来料铜面进行检查与处理,如果有铜面氧化非常严重的情况,可以借用其他前处理线来协助加强铜面清洁,如喷砂线或者提高微蚀量进行处理。
2.2 油墨厚度控制
针对铜面上阻焊开窗字符盘,油墨厚度控制在30um以内。
2.3 字符宽度控制
大铜皮开窗字符宽度设计≥0.4mm,在客户允许情况下,可以放大到0.45mm宽。
3 验证结果
按照以上改善措施要求进行试验后,生产批量板的测试良率状况。实践的数据说明以上方法有效,可以有效的改善大铜皮开窗字符上锡不良问题。
4 结语
本文没有详细的描写全面的层别问题点,只是针对几点比较突出的重点,铜面清洁度、油墨厚度及字符宽度的控制进行分析,通过管制改善,使得无铅喷锡中所产生的大铜皮开窗字符上锡不良问题得到改善。可作为类似字符上锡不良问题的参考。
参考文献
[1] 杨国勇,宋强,罗士.OSP产品再BGA盘露铜的改善方法[J].印制线路板信息2018.06.
