凝胶注模成型制备Sialon陶瓷的研究进展
2020-04-13 02:57吴泱银锐明
佛山陶瓷 2020年3期
吴泱 银锐明
摘 要:本文系统阐述了凝胶注模成型制备Sialon陶瓷的研究与进展,根据凝胶来源分成非水基凝胶注模体系和水基凝胶注模体系,介绍它们的工艺过程和原理。最后提出了凝胶注模成型制备Sialon陶瓷目前应当注意的问题,并展望了它的前景。
关键词:凝胶注模成型;Sialon;研究与进展
1 前 言
Sialon陶瓷是一种在1970年代初发现的Si-Al-O-N四元结构材料[1、2],分子式为Si6-zAlzOzN8-z,因其优异的耐磨性、耐热冲击性、硬度、强度、韧性、耐热性和化学稳定性而广泛用于交通运输、冶金、航空航天、化工机械和医药领域。它被认为是最有前景的结构材料之一[3]。根据Sialon中O和Al固溶体的不同条件,单相Sialon陶瓷可分为α'-Sialon,β'-Sialon,X-Sialon,O'-Sialon,AlN多晶型物。在所有单相Sialon陶瓷中,β'-Sialon是最稳定的固溶体,具有与β-Si3N4相近的结构,并且其物理性质与Si3N4相似。相比Si3N4陶瓷,Sialon陶瓷更容易烧结。同时,β'-Sialon含有大量的Al2O3,因此其化学性质类似于Al2O3[4]。β'-Sialon具有比Si3N4更好的抗热震性和抗氧化性。此外,它与熔融金属具有良好的混溶性[5]。目前来看,Sialon陶瓷的成形方法有很多,可通过压制、注射、凝胶注模等方法成型[6]。其中,凝膠注模成型是一种新型的、被广泛应用的成型方法。
在1990年代初期,美国橡树岭国家实验室开发了一种新的陶瓷成型技术,被命名为凝胶注模成型技术[7、8]。该技术将聚合物单体的交联聚合反应应用于陶瓷成型工艺,以使粉末原位固化,从而获得稳定且近净尺寸形状的陶瓷体。凝胶注模成型技术具有适用范围广、工艺易于控制、生坯强度高、生坯和烧结体均匀性好等优点,是重要的陶瓷成型技术之一[9、10]。
现在,越来越多的科学家将Sialon陶瓷与凝胶注模成型技术相结合,希望得到近净尺寸形状的复杂陶瓷坯体。本文根据凝胶体系的不同进行归纳、分类和总结,叙述凝胶注模成型技术与Sialon及其相关复合陶瓷材料结合的研究现状。
2 凝胶注模成型原理
凝胶注模成型的原理为:将陶瓷粉料与溶剂、单体、交联剂、分散剂等混合,通过球磨等方式混合均匀。在混合均匀后的陶瓷浆料中加入引发剂,然后将制得的陶瓷浆料注入模具中,在一定的温度下等待凝固。期间,陶瓷浆料中的有机单体在温度的诱导下,通过聚合、交联等方式形成三维网状结构,使粉料原位凝固,获得具有一定强度的均匀坯体。
3 凝胶注模成型制备Sialon陶瓷研究进展
凝胶注模成型体系分为两种:非水基凝胶注模成型和水基凝胶注模成型。这两种体系是根据所用溶剂是否为水来区分的。
3.1 非水基凝胶注模成型
上世纪80年代,Janney等人发现了非水基凝胶注模成型,采用醇、酮、醚等有机溶剂制作凝胶,主要适用于与水反应的材料的成型。徐凯等人[11]研究了以甲基丙烯酸羟乙酯(HEMA)为单体的非水基凝胶注模成型制备Sialon-MoSi2陶瓷。该实验使用的溶剂为PEG-400,交联剂为三羟甲基丙烷三丙烯酸酯(TMPTA),引发剂为过氧化苯甲酰(BPO)。他们首先根据溶剂:单体:交联剂=25:5:1的比例配置预混溶液,然后和Mo、Si3N4、Al2O3、AlN、Y2O3粉末混合球磨。取出陶瓷浆料,依次加入引发剂和催化剂,随后将悬浮液注入模具。将模具放入干燥箱干燥并脱模,烧结坯体,得到含Mo的Sialon陶瓷。徐凯等人还研究了HEMA-TMPTA凝胶体系在不同固相含量、干燥温度、单体含量对凝胶的影响,他们发现,固相含量越高,浆料粘度越高,生坯密度越大;当干燥温度为50℃,HEMA含量为4.5wt%,陶瓷生坯的成型最为合适。HEMA单体含量不是越多越好,过高的HEMA浓度会影响生坯的强度和成型情况(例如开裂),甚至影响脱脂。
3.2 水基凝胶注模成型
水基凝胶注模是以水为溶剂的凝胶体系。与非水基相比,该体系具有浆料流动性好、容易制备、生坯干燥过程简单等特点。
3.2.1 AM-MBAM凝胶体系
AM-MBAM凝胶体系以水为溶剂,丙烯酰胺(AM)为单体,N-N'-亚甲基双丙烯酰胺(MBAM)为交联剂,过硫酸盐为引发剂制作凝胶,是最早被开发出来的水基凝胶注模体系之一。卜景龙等人[12-15]对AM-MBAM体系和Sialon陶瓷的结合进行了一系列的研究。他们将AM、MBAM、多聚磷酸钠(分散剂)和四甲基氢氧化铵(调pH值)配置成预混液,加入改性Si、Al、SiO2 粉末和较细颗粒粒度的SiC粉末,搅拌后球磨一段时间,然后往均匀的浆料中加入较粗颗粒粒度的SiC,引发剂和催化剂。经搅拌和真空除泡后,浆料被注入模具,随后于60℃的恒温下凝固,脱模。经研究发现,AM和MBAM的含量都会影响坯体性能。MBAM会使AM聚合交联形成三维网状结构,当AM、MBAM含量分别为1.8%、0.6%时,凝胶内部的三维网状结构达到最密集的状态,此时的坯体强度最高。卜景龙使用四甲基乙二胺作为催化剂,而该催化剂会增加浆料pH值,导致Al发生反应并释放气体,使AM-MBAM体系的凝胶产生缺陷,进而影响强度。
巩甘雷等人[16-17]同样使用AM-MBAM凝胶体系制作Sialon陶瓷凝胶,与卜景龙等人不同的是,巩甘雷选用的分散剂为四甲基氢氧化铵(TMAH)和柠檬酸铵(TAC)。他们将粉末和单体、交联剂、分散剂等混合成浆料,探究Sialon-SiC陶瓷浆料的流变性能。他们发现,Sialon-SiC陶瓷浆料的固相含量小于或等于78vol%时在中等剪切速率下会出现剪切变稀行为,而固相含量大于79vol%时则出现剪切增稠的特点。这是因为在颗粒间距与平衡间距之间存在一种关系。随着浆料固相含量的增大,颗粒间距的大小和平衡间距大小相近,粒子更容易越过势垒,其势能特性逐渐由排斥转变为吸引,宏观上表现为粘度增加。该实验还发现凝胶注模成型的Sialon陶瓷晶体为六方短柱状,紧密围绕着SiC,这种结构有利于优化材料的性能。
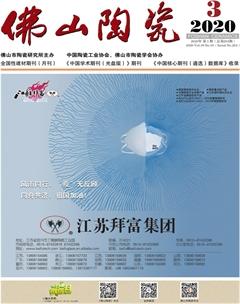
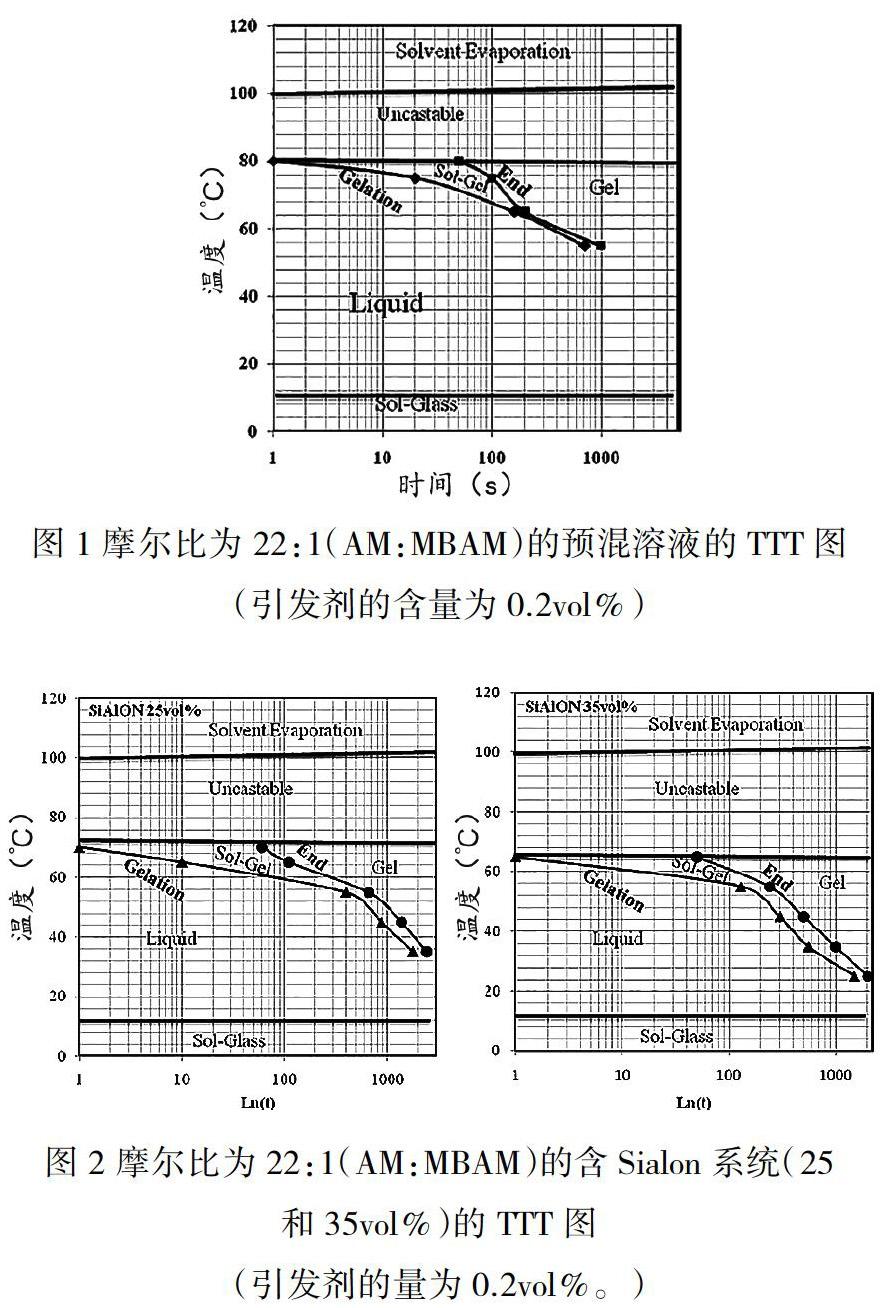
Roghabadi等人[18]对含β-Sialon的单官能和双官能单体的凝胶注模工艺悬浮液的化学流变行为进行了研究,还探讨了包含β-Sialon的凝胶体系与纯凝胶体系的时间-温度-转化(TTT)图之间的显著差异和变化。TTT图是显示相关加工参数(时间和温度)对热固性聚合物的凝胶和加工时间的影响的有效手段之一。Farzaneh的研究指出,含β-Sialon的凝胶体系与纯凝胶体系之间的差异和变化说明,在相同浓度的单体和引发剂下,包含Sialon粉末的凝胶所需要的凝胶化温度比纯凝胶的凝胶化温度要低,悬浮液聚合活化能的变化也证实了这一点。这意味着Sialon粉末的添加对AM-MBAM体系凝胶化有促进作用。值得注意的是,增加Sialon粉末的体积分数会使凝胶化加速的效果增加。
3.2.2 DMAA-MBAM凝胶体系
相比AM-MBAM体系,DMAA-MBAM体系毒性较低,也是目前被广泛应用于氮化硅陶瓷、氧化铝陶瓷、氧化锆陶瓷成型的体系。
通过对非等温TGA,TG-FTIR以及三种不同的动力学模型(CR,DAEM和3-DAEM)的对比分析,Li Jing等人[19]使用DMAA-MBAM凝胶体系和Si3N4、Al2O3、AlN、Y2O3、Ce2O3粉制作Sialon陶瓷,研究低毒性DMAA聚合物在凝胶注模Sialon陶瓷零件热脱脂过程中的脱脂行为。他们首先对AlN进行表面改性, AlN在850℃的空气中热处理2h,从而在粉末的表面形成致密的Al2O3膜,使AlN耐水解。其次把单体N、N-二甲基丙烯酰胺(DMAA)、交联剂MBAM、分散剂聚丙烯酸铵(NH4PAA)和粉末混合球磨,在球磨后的浆体中依次加入过硫酸铵(APS)和N,N',N'-四甲基乙二胺(TEMED)。最后注模,干燥,研究其脱脂行为。他们发现,在DMAA聚合物的热解过程中观察到气体产物和碎片,主要气体产物为CO2、H2O和CH4;加热速率对动力学参数的影响最大。
3.2.3 环氧树脂凝胶体系
Parastoo Jamshidia等人[20、21]分别使用乙二醇二缩水甘油醚(EGDE)和双(3-氨基丙基)胺(bis(3-aminopro-pyl)amine)作为环氧树脂和固化剂,树脂含量固定为25%。聚丙烯酸酯(NH4PAA)溶液用作分散剂。Parastoo先将EGDE溶于含有分散剂和蒸馏水的溶液中,在不断搅拌的状态下加入Sialon粉末直至形成不同固相含量的悬浮液。将悬浮液与氧化铝球磨介质混合球磨24h,取出后添加固化剂并适当混合。将得到的浆液注入塑料模具中,随后在真空系统中脱气以辅助成型过程。
3.2.4 GRF-分散剂凝胶体系
赵亚萍[22]采用糯米粉(GRF)为胶凝剂,去离子水为溶剂,聚羧酸(JSS)、四甲基氢氧化铵(TMAH)、三聚磷酸钠(Na5P3O10)、丙烯酸-2-丙烯酰胺-2-甲基丙磺酸共聚物(AA-AMPS)为分散剂制作GRF-分散剂凝胶。GRF-分散剂体系的凝胶无毒,比DMAA-MBAM凝胶更加环保。赵亚萍用该体系与SiC、Sialon粉末混合,在温度诱导下固化成凝胶,后经无压烧结制得SiC-Sialon陶瓷。由于该陶瓷的主要基底是SiC,Sialon相只是结合相,所以本文仅在这里提供一种成型思路,不再多加描述。
3.3 凝胶注模成型和其他工艺结合
3.3.1 凝胶注模-PIP法制备Sialon-BN陶瓷
刘坤[23]通过一种采用液相先驱体浸渍纤维编织件进行固化及高温裂解的方法制备陶瓷基复合陶瓷。这种方法被称为先驱体浸渍裂解工艺(PIP),具有无需烧结助剂就可以实现近净尺寸成型的优点,缺点是成本高。刘坤首先使用AM/MBAM凝胶体系对陶瓷粉体进行成型,得到多孔陶瓷素坯。然后用PIP法(环硼氮烷)制备Sialon-BN陶瓷,该过程采用了3轮PIP循环(裂解温度分别为800℃、800℃、1750℃)。研究发现,陶瓷中主要存在的相为Si3Al3O3N5和h-BN。BN相的存在使Sialon-BN陶瓷的力學性能比多孔Sialon陶瓷更优秀,原因是裂解BN会填充空隙,提高Sialon的致密程度。Sialon-BN陶瓷还具有良好的介电性能。
3.3.2 GCHAS工艺制备Sialon陶瓷
GCHAS工艺(hydrolysis-induced aqueous gelcasting)是GC和HAS工艺的结合。GC和HAS工艺组合的优点是能将悬浮液快速成型为具有极高强度的硬凝胶,且在干燥过程中不会出现收缩差异,避免出现因AlN水解(AlN+2H2O→AlO(OH)+NH3)而开裂的情况。Ibram Ganesh用GCHAS工艺成型过Al2O3,MgAl2O4,Sialon陶瓷[24-27]。GCHAS工艺流程:在Dolapix CE64(一种基于氨基醇的阳离子分散剂)的帮助下,甲基丙烯酰胺、亚甲基双丙烯酰胺和n-乙烯基吡咯烷酮溶解于水中形成预混液,然后加入Sialon等粉末得到悬浮液,于辊磨机上滚动以完成粉末解聚的过程。接着引入未经任何表面改性的纯正AlN和经钝化处理的AlN(于Al(H2PO4)3和H3PO4混合溶液中进行),并继续球磨滚动2h。AlN会在悬浮液中水解,过滤悬浮液。在最终得到的浆料中引入APS和TEMED,经脱气和注模成型得到高强度的坯体。
4 问题和展望
4.1 存在的问题
目前Sialon陶瓷与凝胶注模成型技术的结合还存在着以下问题:
(1)非水基凝胶注模成型较难制作复杂大型构件,对干燥温度要求高,容易开裂;
(2)Sialon陶瓷的引入会提高某些凝胶体系的凝胶化速度,这对研究凝胶延迟固化有一定的影响;
(3)Sialon陶瓷原始粉末中的AlN不适用于水基凝胶注模成型工艺,如何妥善处置AlN在水基体系中的应用是一个重要课题。
4.2 展望
Sialon陶瓷由于其优越的性能受到越来越多的关注,与凝胶注模成型技术的结合能更大程度地发挥它的作用。虽然科研工作者们在凝胶注模成型工艺的研究上取得了相当大的进展,但目前凝胶注模成型制备Sialon陶瓷的相关应用很少,尤其是Sialon陶瓷与无毒性凝胶体系的结合。相信未来会有越来越多的科学家深耕于此领域,对Sialon陶瓷的成型制备有更深层次的研究。
参考文献
[1] Oyama Y , Kamigaito O . Solid Solubility of Some Oxides in Si3N4[J]. Japanese Journal of Applied Physics, 1971, 10(10):1637-1637.
[2] Jack K H , Wilson W I . Ceramics based on the Si-Al-O-N and Related Systems[J]. Nature Physical Science, 1972, 238(80):28-29.
[3] 谷小华,王瑞生.Sialon材料的制备方法[J].陶瓷,2006(03):47-49.
[4] Gauckler L J , Lukas H L , Petzow G. Contribution to the Phase Diagram Si3N4-AlN-Al2O3-SiO2[J]. Journal of the American Ceramic Society, 1975, 58(7-8):346-347.
[5] 姜涛,薛向欣,杨建东.Sialon 陶瓷材料的结构、性质及应用[J].耐火材料,2001(04):229-232.
[6] 陈祖熊.Sialon的结构、性质与应用[J].材料导报,1993(01):29-32.
[7] Janney M A. Method for forming ceramic powders into complex shape.US Patent, 4894194, 1990.
[8] Janney M A, Omatete. Method for forming ceramic powder using a water-based gelcasting process. US Patent, 5145908, 1992-7-2.
[9] 谢志鹏,薄铁柱.结构陶瓷的新型凝胶注模成型技术研究与进展[J].陶瓷学报,2011,32(02):312-319.
[10] 王小锋,王日初,彭超群, 等.凝胶注模成型技术的研究与进展[J].中国有色金属学报,2010,20(3):496-509.
[11] 徐凯. 注凝成型制备MoSi2-Sialon复合陶瓷材料性能的研究[D].湖南工业大学,2016.
[12] 卜景龙,于之东,李福燊,孙加林,宋焕巧,李玉山.凝胶注模成型制备SiAlON-SiC复相材料[J].中国陶瓷工业,2004(06):5-9.
[13] 卜景龙,李福燊,孙加林,巩甘雷,于天来,陈峰.凝胶注模成型制备SiAlON-SiC材料料浆的流变特性[J].耐火材料,2004(01):32-34.
[14] 卜景龙,李福燊,孙加林,巩甘雷,于天来,陈峰.影响凝胶注模成型SiAlON-SiC复相材料坯体性能的因素[J].耐火材料,2004(02):85-87.
[15] 卜景龙. 烧结助剂对凝胶注模成型Sialon-SiC材料性能的影响[A]. 河北省冶金学会.2006年第十二届冀鲁豫晋京五省(市)耐火材料学术交流会论文集[C].河北省冶金学会:河北省冶金学会,2006:4.
[16] 巩甘雷,唐骥,茹红强,孙旭东.Sialon结合刚玉材料凝胶注模成型及其性能[J].铸造,2004(12):992-996.
[17] 巩甘雷,唐骥,吴瑾.凝胶注模Sialon-SiC材料流变性研究及其性能[J].铸造,2012,61(07):764-767.
[18] Roghabadi, Farzaneh Arabpour,Kokabi, Mehrdad,Bahramian, Ahmad Reza. Chemorheological behavior of β-SiAlON aqueous suspensions in gelcasting process[J]. Polymer Engineering and Science,2013,53(10).
[19] Jing Li, Chuanfu Zhang, Ruiming Yin, et al. Thermal debinding behavior of a low-toxic DMAA polymer for gelcast ceramic parts based on TG-FTIR and kinetic modeling[J]. RSC Advances, 9.
[20] Parastoo Jamshidi,Nannan Lu,Gang Liu,Emilie Herny,Moataz M. Attallah. Netshape centrifugal gel-casting of high-temperature sialon ceramics[J]. Ceramics International,2018,44(3).
[21] Gang Liu,Moataz M. Attallah,Mike Loretto,Emilie Herny,Yun Jiang,Tim W. Button. Gel casting of sialon ceramics based on water soluble epoxy resin[J]. Ceramics International,2015,41(9).
[22] 趙亚萍. 凝胶注模SiC基复相陶瓷的制备工艺与性能研究[D].华北理工大学,2016.
[23] 刘坤. 先驱体转化氮化物透波复相陶瓷的制备与性能研究[D].国防科学技术大学,2014.
[24] Ganesh, I. Fabrication of near net shape magnesium aluminate (MgAl2O4) spinel componentsvia aqueous processing. Advances in Applied Ceramics 2011, 118 (8), 496-511.
[25] Ganesh, I.; Sundararajan, G.; Olhero, S.M.; Torres, P.M.C.; Ferreira, J.M.F. A novel colloidal processing route to alumina ceramics. Ceram. Inter. 2010, 36, 1357-1364.
[26] Ganesh, I. Near-net shape b-Si4Al2O2N6 parts by hydrolysis induced aqueous gelcasting processInt. J. Appl. Ceram. Technol. 2009, 6 (1), 89-101.
[27] Ganesh, I.; Sundararajan, G. Hydrolysis induced aqueous gelcasting of b-SiAlON-SiO2 ceramic composites: The effect of AlN additive. J. Am. Ceram. Soc. 2010, 93 (10), 3180-3189.