油基岩屑热脱附处理技术研究进展
2020-04-10 04:13刘宇程王茂仁吴建发陈明燕廖茂芪
天然气工业 2020年2期
刘宇程 王茂仁 吴建发 陈明燕 祝 梦 廖茂芪
1.西南石油大学化学化工学院 2.西南石油大学工业危废处置与资源化利用研究院 3.中国石油西南油气田公司页岩气研究院
0 引言
油基钻井液具有抗高温、抗盐钙侵蚀、润滑性好、有利于井壁稳定、对油气层损害小等优点,广泛运用在各类钻井平台。钻井过程中,每口井产生的油基岩屑量介于200~800 m3。油基岩屑属于《国家危险废物名录》中HW08类危险废物,每年数百万吨的油基岩屑亟待无害化处置。热脱附处理技术源于土壤中有机物污染修复技术[1],近几年用于油基岩屑无害化处置领域。该技术通过直接或间接对油基岩屑加热,使油温达到沸点后从岩屑中挥发出来,实现油与岩屑分离,具有处理后残渣含油量低于0.3%、油回收率大于75%等优点,目前已应用于四川、重庆、新疆等地区的油气田。
油基岩屑热脱附处理技术目前仍存在着不少关键问题有待于研究解决。为此笔者在梳理国内外文献的基础上,结合对现场应用的认识,系统介绍了油基岩屑热脱附机理、工艺和设备、主要影响因素及资源化利用的现状,指出了存在的问题并提出了今后研究方向的建议,以期为油基岩屑热脱附处理技术的研究和发展提供参考。
1 油基岩屑热脱附机理
1.1 油基钻井液用基油热解特征
白油主要为饱和的环烷烃与链烷烃混合物,当前油基钻井液使用的白油有3号、4号、5号、10号白油。其中,5号白油热解气相色谱图显示90~276℃,16~40 min时出现规则梳状峰,主要碳数分布范围C14~C24。
柴油是复杂的烃类混合物,一般分为轻柴油(沸点介于180~370 ℃)和重柴油(沸点介于350~410 ℃)两类。油基钻井液常用0号柴油,在新疆等气候极端地区冬季使用-35号柴油。王翔等[2]研究发现0号柴油的失重区间主要集中在100~350℃,330 ℃时柴油的失重率占总失重率的98%。何敏等[3]分析发现,页岩气油基钻井液、油基岩屑中矿物油和热脱附回收油3类样品中石油烃分布为:C15~C28占 比65.13%~68.51%、C10~C14占 比30.96%~ 33.88%、C6~C9占比0.19%~0.37 %。
1.2 油基岩屑热脱附过程及机理
油基岩屑热脱附的反应过程可根据加热温度和脱附组分划分为水分干燥、轻质成分挥发、重质成分挥发、少量重质成分裂解等几个阶段。DTG曲线将油基岩屑热脱附过程分3个阶段[4]:①温度300℃以内,失重率15.59%,水分与轻质有机物分离;②300~600 ℃,失重率5.82%,重质成分分离;③600 ℃以上,失重率4.07%,残留重质石油烃断裂裂解。比热容显示100~200 ℃油基岩屑热损失占400 ℃以下热损失总和的91.03%,该阶段吸热较少,134~142 ℃为放热反应[5]。
基于以上研究可知,油基岩屑热脱附过程以物理反应为主。油基岩屑表面吸收热量,温度迅速上升,水分和低分子烃类化合物剧烈运动,从油基岩屑表面脱吸附;随着热脱附温度升高至410 ℃,热量向油基岩屑内部传递,内部水分子、低分子烃类化合物和表面分子量大的烃类化合物脱吸附,当表面和内部温度差趋于0 ℃时,可挥发组分基本分离;若加热时间继续延长和温度升高,少量重质烃在无氧或低氧条件下可能发生断链裂解,生成小分子烃类化合物。
2 油基岩屑热脱附工艺及设备
热脱附技术来源于有机物污染土壤修复,设备设计温度可达700 ℃,可应用于油基岩屑、含油污泥无害化处理,石油烃、农药、汞污染土壤修复,处理不同目标污染物时需选择不同热脱附工艺及设备,并设置不同运行参数。
2.1 不同加热方式下热脱附工艺及设备类型
2.1.1 天然气/油燃烧加热方式
按热脱附腔体是否串联将热脱附工艺及设备分为两段式和一段式。两段式热脱附设备[6-7]具有串联的2个热脱附腔体(图1-a)。油基岩屑从上层脱附腔体后进入下层热脱附腔体,热源由燃烧器直接加热或燃烧室内高温烟气提供,与物料运行方向相反,通过热脱附腔体外的燃烧室或夹套,与热脱附腔体换热后经烟囱排出。油基岩屑在上层热脱附腔体内先经烟气余热预加热,分离水和轻质组分,进入下层热脱附腔体温度继续升高,达到油沸点以上温度,油与岩屑分离。该工艺设备有效利用了烟气余热,并设置了2段分隔温区使水和油分别从岩屑中脱吸附。
一段式热脱附设备[8-11]与两段式热脱附设备的主要区别在于:①只有1个热脱附腔体(图1-b);②加热方式为燃烧室内多组燃烧器直接燃烧,通过控制各燃烧器的起停,调节热脱附腔体内进料口—出料口间形成不同的温区,控制方式更为灵活;③物料推移可以是螺旋推进方式或回转窑方式,而两段式热脱附装置目前只有螺旋推进方式;④燃烧室内热量从烟气中损失,烟囱烟气温度相对较高。
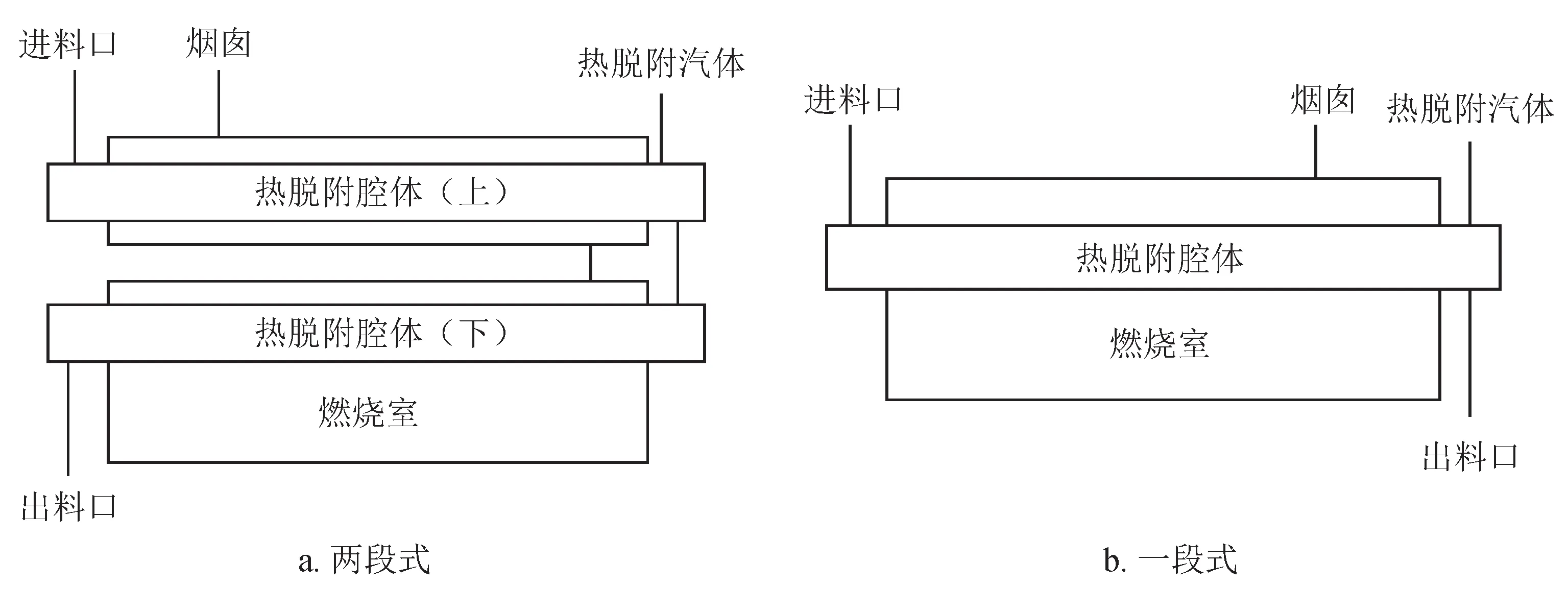
图1 热脱附核心单元工艺及设备示意图
根据热脱附腔体内物料推移方式的不同,一段式热脱附设备可分为螺旋推进式和回转窑式两种热脱附设备,其分类与特点如表1所示。
正常情况下,油基岩屑中含水率小于20%,根据白油和柴油的热解特征可知,油基岩屑中的油相蒸发温度区间相对集中,两种工艺及设备都可以用于油基岩屑无害化处置。其对比结果如表2所示。
2.1.2 微波加热方式
微波加热具有加热速度快、均匀、即热控制、热效率高等优点。Petri等[12]开发了一种处理能力750 kg/h的微波热脱附设备,最高输出功率可达84 kW、2.45 GHz,该设备已在实际运行条件下进行了测试,进料量250~750 kg/h,油基岩屑中含油率初始含量分别为7.5%、10%、12.5%,能够在处理量为250 kg/h的情况下,将残渣的含油率降低到0.1%。
基于微波利用水分子高速运动让物料自身发热的原理,加热在物料内部和外部同时进行,加热速度快,在电力充足的地区,微波加热方式的热脱附设备具有明显的优势。微波热脱附设备可以设计反射扼流圈和吸收性扼流圈作为安全措施,扼流圈内衬微波吸收碳泡沫用于衰减微波,微波泄漏传感器被放置在吸收性扼流圈的末端,并与微波发生器相连,如果传感器检测到泄漏水平为大于0.5 mW/cm2,则系统将完全关闭[12]。尽管如此,仍需要解决设备处理能力提高以及防止工业化大功率微波设备对人体的伤害的问题。
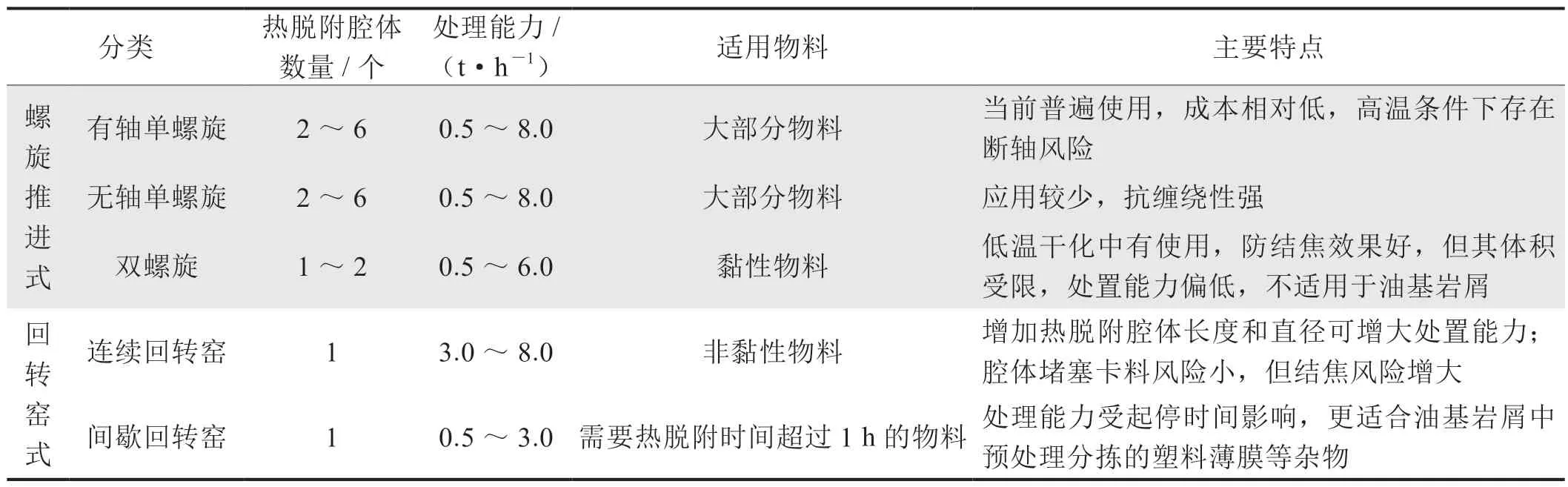
表1 一段式热脱附设备分类与特点表
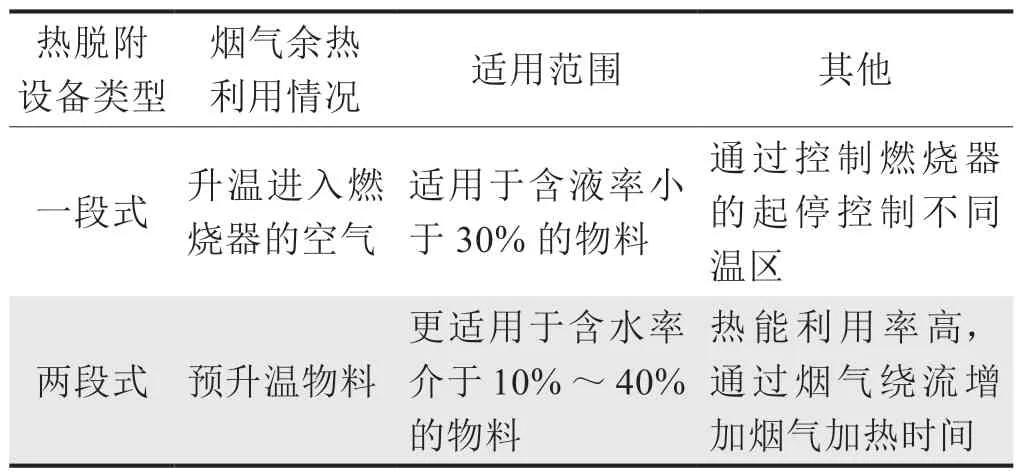
表2 两段式和一段式热脱附设备对比表
2.1.3 电磁加热方式
电磁加热是通过缠绕在热脱附腔体周围的电磁加热设器产生电磁场,作用热脱附腔体产生涡流而发热。当前国内已经有2.5 t/h电磁加热方式的热脱附设备,总装机功率600 kW,设备正常运行时,常用功率约400 kW,热脱附腔体内温度最高可达到520 ℃,具有升温时间短、分段缠绕控制温区等特点。
2.2 不同加热方式下热脱附工艺和设备对比
天然气燃烧加热的热脱附设备烟气可直接排放,油燃烧加热方式适合天然气和电力供应不足地区使用,需增加烟气处理设备;微波加热方式的热脱附设备工业化应用仍有很多难点;对于页岩气开采区内,电磁加热方式的热脱附设备因没有明火,相对安全,但功率较大,需要有连续稳定的电力供应。3种加热方式的热脱附工艺和设备的对比结果如表3所示。

表3 不同加热方式下热脱附工艺和设备对比表
2.3 热脱附设备工业化应用
热脱附设备成功应用于长宁、威远国家级页岩气示范区油基岩屑处理,处理能力可达40 t/d[13],残渣的油含量小于1%,油回收率大于95%,处理过程中不添加处理剂,不凝气处理后二次燃烧,烟气达标排放。2017年的数据显示[5],该装置已累计处置油基岩屑近2×104m3,热脱附处置后残渣可以资源化用于制砖。中国石油新疆油田公司霍11、高探1井等油基岩屑也通过热脱附装置累计处理1×104m3,处理后残渣的含油率低于0.3%,达到《陆上石油天然气开采含油污泥资源化综合利用及污染控制技术要求》(SY/T 7301—2016)要求。
3 油基岩屑热脱附主要影响因素
油基岩屑热脱附过程中影响因素主要包括油基岩屑理化特征(如油基岩屑中含油率、含水率,粒径,基油及添加剂沸点等)、加热温度、加热时间、传热方式、载气气氛、进料速度(或处理能力)等,目前研究多集中在加热温度、加热时间、进气速率等因素。
3.1 残渣含油率的主要影响因素
残渣含油率是考核油基岩屑热脱附效果的主要指标之一,国内外学者们当前围绕油基岩屑热脱附加热温度、加热时间、升温速率、进料速度、进气速率以及油基岩屑含固率等影响因素展开了大量研究。黄维巍[4]认为加热温度对热脱附效果的影响最大,热脱附残渣的含油率在0.03%时,工艺最佳条件为:加热温度500 ℃、加热时间60 min、升温速率20 ℃/min、氮气进气速率0.10 L/min。郭文辉等[14]研究显示,加热温度和加热时间对热脱附处理后残渣的含油率影响较大,400 ℃时加热120 min,含油率仍为2.83%,而550 ℃时加热30 min,含油率可低于1%。孙静文等[15]研究显示,对于固控系统振动筛出渣(物料A),375 ℃、15 L/h进料速度、45 min条件下,残渣含油率可小于1%;而离心机出渣(物料B),350 ℃时、20 L/h进料速度、50 min,可达到同样效果。
加热温度是油基岩屑微波热脱附的主要影响因素,侯影飞等[16]研究发现微波功率越大,升温速率越快,加热温度250 ℃,时间30 min条件下,残渣的含油率可降至0.23%。Júnior等[17]研究认为,只有加热温度超过油基岩屑中重质碳氢化合物的沸点时,热脱附处理才有效果,油基岩屑中C9以下组分较少,100 ℃时油基岩屑中含油率几乎没有变化,采用10 ℃/min升温速度,达到400 ℃后稳定10 min,油基岩屑中含C26的组成也得到了清除。Júnior等[18]研究了非均质干燥、岩屑中钻井液的初始含量、床层机械搅拌、钻井液类型等变量和参数对微波干燥过程的影响,结果表明,加热温度是热脱附处理的最重要参数。
以上研究表明,残渣含油率的主要影响因素为加热温度、加热时间、岩屑含固率,其次为堆放厚度、进料速度、升温速率、进气速度、微波或电磁功率、(微波)床层机械搅拌等。实践显示,油基岩屑含固率大于70%时,550 ℃稳定60 min热脱附条件下,残渣的含油率可以降低至0.3%以下。
3.2 回收油的主要影响因素
热脱附过程加热温度和加热时间对回收油的回收率影响较大。郭文辉等[14]研究发现不同加热温度和加热时间给回收油带来3种不同趋势变化:400 ℃时,加热时间越长,回收率越大,45~90 min时回收率上升最快;500 ℃时,随着时间增长,因基础油裂解影响,回收率先上升后下降;550 ℃开始,随着温度的升高,回收率下降,温度越高,随着时间增长,回收率下降越快。
加热温度对回收油的组分影响最大。夏世斌等[19]用气相色谱—质谱联用仪研究了油基岩屑热脱附过程,200 ℃时C4~C12组分含量最高,随着温度升高,该组分含量下降,400 ℃时该组分因基油裂解其含量小幅升高;300 ℃时C13~C18组分含量最高;随着温度升高,重质组分含量升高,500 ℃时回收油中柴油组分含量最高。Hou等[20]研究了微波处理油基岩屑热脱附过程,结果显示:在较低的热解温度下,微波热解得到CH4和H2,说明微波对油基岩屑中油的热裂解具有重要的促进作用。在300 ℃、400 ℃和500 ℃下分别得到大量< C12、C12~C20和C21~C24组分。此外,温度对能够发生裂解反应的油品组分也有很大的影响,C12~C20组分在500 ℃时发生热裂解,同时有大量C21~C24组分挥发。在500 ℃以上,发生了> C25组分的热裂解反应。
油基岩屑在热脱附过程以蒸馏、挥发等物理过程为主,还存在芳烃类与卤代烃类所占比例增加的化学反应[3]。在热脱附前后样品中石油烃分布基本一致,C15~C28、C10~C14、C6~C9占比依次为65.13%~68.51%、30.96%~33.88%、0.19%~0.37%。热脱附过程不会对油基岩屑中油产生显著影响,回收油重复用于配制油基钻井液流变性和乳化性能较好,满足钻井液性能需求。
以上研究结果表明:加热温度对回收油的组分影响最大;加热温度不变的情况下,加热时间延长会增加油的回收率,回收油可以满足配制钻井液流变性等性能要求。
3.3 转速对油基钻屑热脱附过程中升温速度的影响
油基岩屑热脱附传热过程除了与油基岩屑物性有关,还与油基岩屑在热脱附腔体内的运动状态有关,转速是其运动状态的主要影响因素之一。吴静[21]研究了传热系数计算模型的建模和物料填充率对传热系数的影响,认为:转速的增加将从管壁与颗粒间的对流传热和接触传热两个方面对传热系数的变化规律产生影响,转速升高使颗粒垂直于腔体壁的运动速度分量增加,颗粒与壁面的最大接触面积和单位时间内接触频次增加;此外,管壁与颗粒内气体的对流传热增强,从而增大了两者的传热系数,导致加热管壁的平均传热系数出现随转速提高而逐渐增大的趋势。基于此分析,转速增加对油基岩屑热脱附过程中油基岩屑颗粒升温速度具有增大作用。徐千芃等[22]采用Fluent软件对回转窑式热脱附装置内油基岩屑热脱附过程进行数值模拟,回转速度为0.02 rad/s时,前6 min物料温度急剧至386.85 ℃左右,之后物料温度变化较为缓慢,窑体固定或回转速度偏小及偏大均会导致新进入的油基岩屑无法得到充分混合与加热,加热不够充分,影响热脱附效果。
以上研究结果表明:转速的增加加快了物料与热脱附腔体管壁接触的频次,提高了升温速度,但提升转速减少了油基岩屑在热脱附腔体内的加热时间,可能会导致残渣的含油率不能达标;反之,转速降低,相同处理能力条件下,油基岩屑的填充量明显增加,会增大内部传质阻力和设备负荷,影响设备稳定运行。因此,需要优化最佳转速。
4 油基岩屑热脱附残渣资源化利用
4.1 油基岩屑组分分析
根据油基岩屑及其残渣的组分和化学成分[4-5,14,23],其成分与油基钻井液黏附量存在一定关系。油基钻井液黏附量越大,其重晶石和BaO含量越高。热脱附后残渣组分和化学成分以石英、重晶石和SiO2、CaO、BaO等为主,具有较小的烧失量,SiO2、Al2O3·CaO、Fe2O3等成分是凝胶材料水化反应的主要物质,SiO2与CaO反应生成水合硅酸钙(C—S—H),这一性能为油基岩屑热脱附后残渣资源化用于建筑材料、筑路材料、混凝土填充剂等提供了条件。
4.2 油基岩屑热脱附残渣资源化利用
国内外已经研究将热脱附后残渣作为细骨料的部分替代品和砖与混凝土中凝胶材料的一部分[24-25],姚晓等[26]用油基岩屑热脱附处理后残渣替代部分油井水泥,用于制备固井水泥浆(40%油井水泥+60%残渣+3%降水水剂+4%硅灰+2%晶体膨胀剂),掺渣水泥浆体系的各项工程性能均满足固井施工的基本技术要求。王朝强等[27-28]将油基钻屑热脱附残渣和粉煤灰作为混凝土细骨料及胶凝材料的替代品,进行了一系列资源化利用探索。研究发现该残渣具有独特的火山灰特性,掺入热脱附残渣的混凝土抗压强度、干容重和导热系数基本满足《蒸压加气混凝土性能试验方法》(GB/T 11969—2008)的要求;此外,采用50%的油基岩屑热脱附残渣作为再生骨料,并添加混合物来制备免烧砖,耐久性可靠,达到国家标准《砌墙砖试验方法》(GB/T 2542—2012)M10级标准[29]。Ikotun等[30]用热脱附后残渣掺混混凝土中,比较了硅酸盐水泥、粉煤灰、矿渣等水泥/水泥填料的物理性能,处理后的残渣物理、化学和矿物学性能与其他水泥类型的表现性能和技术特征参数要求相似,可以用于部分置换混凝土中填充材料。Mneina等[31]用热脱附后残渣作为砂或粉煤灰的部分替代品,制备一种胶凝材料,可作为土壤回填材料的替代材料。
5 存在的问题
近几年油基钻井液技术的全面推广,推动了油基岩屑热脱附处理技术的研究和应用,尽管已经取得了一些阶段成果,但仍存在很多技术问题,需要进一步研究。
1)能耗成本相对偏高。热脱附处理主要目的是将油基岩屑中的油与岩屑分离,实现油回收和残渣的含油率达标。但是在热脱附过程中油基岩屑中的水分、岩屑、通入腔体的惰性保护气体等同样吸收了大量的热能,且油基岩屑中蒙脱石类吸附能力强的成分含量越高,脱附时需要的热量越多。此外,为了实现残渣的含油率达标,实际生产中加热温度、加热时间、进气速率等都会远高于理论需求,相比热清洗、萃取等类似处理技术,热脱附处理能耗成本偏高,工业化经济效益制约了其应用推广。
2)资源化利用仍需进一步研究和政策引导:①残渣方面,页岩气开采中的油基岩屑处理后资源化用于烧结砖,掺混比在10%左右。SY/T 7301—2016明确处理后剩余固相宜用于铺设通井路、铺垫井场基础材料。热脱附后残渣主要为灰分和碳组分,小粒径组分含量高,直接铺垫易扬尘,缺乏结构力,也存在环境二次污染隐患,需要研究固稳剂解决这些问题。无论是用于烧结砖还是铺垫道路,目前有效利用的消耗量有限,且明确了可以资源化利用政策的地区较少,实施遇到诸多困难。②回收油虽然满足配制油基钻井液性能的要求,但基油和钻井液处理剂在热脱附过程中伴生硫醚和噻吩类硫化物等物质,易挥发产生恶臭,人长期处于该环境容易出现恶心、头晕等现象,因此,回收油目前主要按原油或老化油利用。若回收油除臭后用于重新配置钻井液,其经济效益可以提高3~5倍。③废水方面,现有热脱附设备多采用水与热脱附气体直接接触喷淋冷却方式,冷凝后的油水混合物通过静止和气浮设备油水分离,产生的废水COD可达2×104mg/L,伴随恶臭[32]。产生量介于物料质量的3%~8%,单独对其处理达到回用或排放标准,经济成本高,污水处置设备利用率低。可以依托油田联合站或炼油厂污水处理设施协助处置。
3)单套设备的处置能力和稳定运行能力有待进一步提升。现有设备单套处理规模0.5~4 t/h,4 t/h以上多采用“一拖二模式”。每套一段式热脱附单元有2~3个热脱附腔体,两段式热脱附单元则有4个或6个热脱附腔体。热脱附单元都共用一套进料系统、出料系统、冷凝系统等,可以明显提高设备的处理能力,但增加了共用装置的负荷,且一旦共用设备发生故障需要停机检修时,2套热脱附撬都需要停机,停机和开机的升温和降温过程在8~10 h,增加了额外运营成本。
4)油基岩屑热脱附装置针对性不足:①油基岩屑中基油(白油或柴油)的沸点低于400 ℃,当前工业化设备PLC控制自动设置的最高温度为550 ℃,由于热脱附腔体内填充量有限,不能靠增加进料来吸收多余的热量,造成热量浪费。②油基钻井液中油水比95∶5~85∶15,经过立式离心机固液分离后的油基岩屑中含水率5%~10%,含油率8%~15%,含水率和含油率都相对较低且粒径较小,热脱附腔体内的温度场分布设计应该针对性设计。③重晶石、有机土等含量增加了油基岩屑中细微颗粒,增加了热脱附蒸汽中亚微颗粒和残渣中的小粒径成分。蒸汽中亚微颗粒冷凝后进入循环水和油水分离系统,容易造成气提罐、管线堵塞,冷凝水箱及污水管线堵塞;残渣中含水率要求控制小于60%,残渣中小粒径组分占比越高,粉尘控制越难。④热源提供方式在部分区域施工时受限,已经工业化应用的热脱附设备多采用天然气或柴油为燃料,热能利用率和处理能力有待进一步提高,页岩气或其他天然气开采井区内施工存在燃料泄露次生的燃烧爆炸等安全风险,目前国内有电磁热脱附技术研究,但未见工业化应用于油基岩屑热脱附处置。
5)油基岩屑热脱附过程中动力学研究多,而对传质传热的研究较少。油基岩屑热脱附过程是一个复杂的热量、质量传递过程。系统提供的热量目的是将油基岩屑中的油与岩屑分离,这部分热量消耗是有效的,而其余热量的消耗都是浪费,如油基岩屑中水分吸热蒸发为水蒸气,岩屑吸热、烟气尾气排放、装置对外辐射散热等。通过工艺中传递过程研究,建立各种传热传质模型分析,可以更好地揭示热脱附微观传热传质过程,进一步认识热脱附腔体与油基岩屑颗粒间的对流传热、辐射传热、接触传热及其与油基岩屑颗粒气体的传热规律,为提高有效热量利用,降低无效热量消耗提供理论基础,由此可以优化热脱附腔体材质、尺寸等设备参数和运行工艺参数,提高设备性能和经济性。
6)油基岩屑热脱附过程中的二噁英、结焦和腐蚀控制等相关技术未见研究。含油废物焚烧因容易产生二噁英而被限制,研究油基岩屑中二噁英产生机理、概率及影响因素与控制措施,将更有利于热脱附技术尾气安全排放。热脱附腔体结焦,影响传热速率,增大螺旋推进器扭矩甚至卡死,降低了设备处置效率和稳定运行时率;油基岩屑pH值较高,少量地区为了油基岩屑钻井现场贮存和运输过程中降低含液率,添加了CaO,pH值达到14,同时Cl-及其他矿物质在高温下,对热脱附腔体、螺旋推进器等设备产生腐蚀。目前对这些腐蚀规律与控制技术的研究未见报道。
6 结论与建议
1)针对能耗成本相对偏高、单套设备的处置能力和稳定运行能力偏低等问题,建议通过预处理降低油基岩屑的含水率和含油率;进一步研究油基岩屑中蒙脱石等组分含量、岩屑粒径等质地,油基岩屑中黏附的沥青等胶体含量等对热脱附工艺参数影响,建立在满足热脱附残渣的含油率达标的前提下最佳工艺参数快速优化方法。
2)针对资源化利用问题,建议多途径探索热脱附后残渣资源化方法,污泥或含油污泥热脱附残渣已有研究用于吸附剂[33]、催化剂[34]及其他基础材料[35]等,油基岩屑热脱附残渣资源化可以参考开展研究。
3)基于油基岩屑热脱附设备针对性不足、传热传质基础研究不足、二噁英、结焦及腐蚀控制等问题,建议进一步研究传导、对流和辐射3种不同传热方式对于油基岩屑热脱附装置的适用性,开发微波加热或微波辅助复合加热方式的新型热脱附装置,优化装置结构,控制和减少热脱附腔体结焦,提高燃烧效率等措施,提高装置的热利用效率。
期望随着研究的深入,油基岩屑热脱附技术工艺认识更全面、残渣资源化途径更通畅、装置的适用性和能量利用率更高,油基岩屑热脱附技术将展现更大的优势和广阔的应用前景。
猜你喜欢
天然气工业(2022年10期)2022-11-11
石油矿场机械(2022年5期)2022-10-25
石油机械(2022年8期)2022-09-14
天然气与石油(2022年1期)2022-03-08
作物研究(2021年4期)2021-09-05
昆钢科技(2021年3期)2021-08-23
西南石油大学学报(自然科学版)(2021年3期)2021-07-16
煤质技术(2021年3期)2021-07-07
中国新技术新产品(2017年15期)2017-07-07
文学港(2016年12期)2017-01-06