
医用耗材采样接口自动化设计与应用
2020-04-07 03:44王真
科学大众 2020年1期
王真


摘 要:文章通过医用耗材“采样接口”自动化的设计及在生产过程中的应用与改善提升,结合检验等方面的要求,针对自动化技术的系统性变革,提出了自动化生产、自动化检验和统计生产大数据同时进行的设计方案。采用整体化的设计思想,充分考虑了软、硬件各自的特点并进行互补优化。将生产制造、质量检验、数据分析进行了统一的设计与构思。
关键词:医用耗材PVC(聚氯乙烯);自动化控制;自动检测
采样接口(如图1所示)由3个部分组成:采样本身、硅胶粒、固定盖帽。采样接口在管路使用过程中,对血样、液样等采用穿刺的方式进行取样或者增加药量,此产品为一次性耗材,用完即报废,所以目前市场需求量很大。在制造过程中要在升级自动化的同时保质、保可追溯。本体的材料—医用耗材PVC(聚氯乙烯),因其物料特性,后续自动化设计与检验设计中对它有重点改善内容。采样接口的材料是聚氯乙烯,英文简称PVC,注塑级的PVC对其热稳定性要求极高,高温易使其在加热时碳化,从而使PVC上有大量的黑点。但不加热使固态的PVC颗粒变成可流动的液态又没办法通过注塑机压力射出成型,所以“黑点”这个失效模式就变成了生产过程一定会有的一种现象,在后续的设计中,要考虑透明性的特点,把“黑点”这个失效模式识别出来,进行自动化的识别与分选,好的才去下一工序装配硅胶,不好的直接下不良品箱报废。
1 全自动设备结构及其动作设计
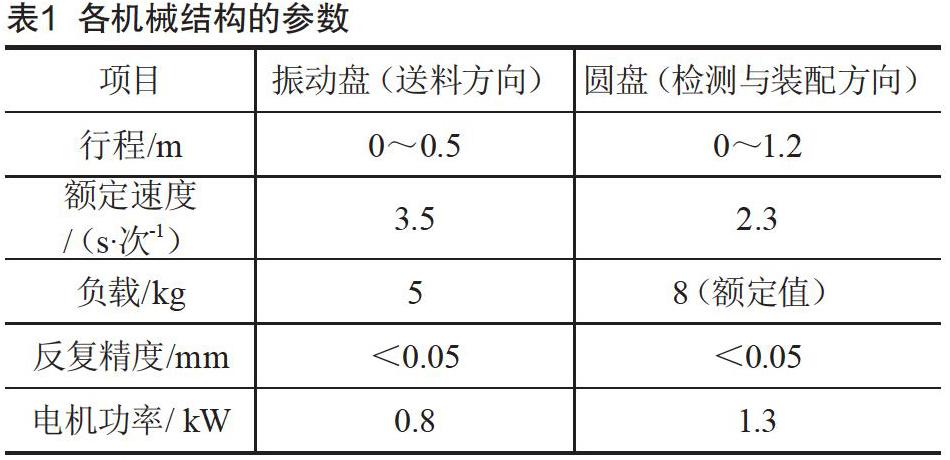
系统总体结构三维布局如图2所示。系统中各机械结构的参数如表1所示。
1.1 系统工作原理
系统运行过程如下:主要是3个系统+PLC系统组成了整个设备的所有工作内容:
A-E上物料上下料部分系统;
1-10为每个工位工作部分系统(旋转方式工作);
I-VIII每个工位动作或者检验部分系统;
可编程逻辑控制器(Programmable Logic Controller,PLC)对所有系统的协调工作提供了“大脑”让其有效地工作。
(1)系统开机后进行自检。
(2)如果自动化设备没有在原点,当按下“启动”按钮或“回原点”按钮后会执行复位程序,设备会回到原点。
(3)如果设备已经在原点,当按下“启动”按钮后会系统要先离开原点,然后缓慢返回原点,以保证原点的一致性。
(4)当按下“启动”按钮,A\B\C这3个振动盘与上面的直线振动盘会自动启动,开始向各工位送料;A上料位,I和II收到信号后动作,把物料(T字管本体)送至工位1上。
(5)自动旋转至工位2,此工位检验工位,对PVC材质的T字管本体透明进行,视觉检验(有黑点的话,影子就被挡住,无位完整),自动判定是“OK&NG”。若OK,下面所有工位接着工作;若NG,下面所以工位轮空。
(6)自动旋转至工位3,B上料位,III接收到信号,安装硅胶粒至T字管本体后。
(7)自动旋转至工位4,IV接收到信号,此工位也为检验工位,对装入硅胶部分有没有堵孔进行判定,自动判定是“OK&NG”;若OK,下面所有工位接着工作;若NG,下面所有工位轮空。
(8)自动旋转至工位5;A上料位,V接收到信号,把盖帽放到预定位置。
(9)自动旋转至工位6;VI接收到信号,上面的气缸开始工作,冲下,使PP材质的盖帽过盈配合,压到本体和硅胶上面,起到固定硅胶的作用。
(10)自动旋转至工位7;VII接收到信号,此工位也为检验工位,对装入的盖帽检验是否到位(此上面有个高度位置感应器),自动判定是“OK&NG”; 若OK,下面所有工位接着工作;若NG,下面所有工位轮空。
(11)自动旋转至工8;此工位为轮空工位,为后续的改善、调试、效果提升、质量要求提升预留工位。
(12)自动旋转至工位9,此工位为不合格品下料工位,上面工位所有判定NG的,都会被吹至不良品箱内。
(13)自动旋转至工位10,此工位为合格品下料工位,上面工位所有判定OK的,都会被吹至不良品箱内;一个轮回完成。
上面所有动作与信号处理都是在3.5~4.5 s内完成,不仅对结构与动作部分提出了很高的要求,还对信号控制系统PLC提出了更高的要求。
2 PLC控制设计过程
2.1 PLC的选型
对于被控对象,采用PLC系统与其他形式的控制系统相比较,力求具有较好的性价比,方便使用和维修;选用的PLC主机和配置、控制功能等必须能满足被控对象的各種控制要求;选用的PLC主机及配置必须是功能较强的新一代PLC机型,一般最好不要选用旧机型(若采用三菱公司的PLC,则选FX系列,不选F1系列)。同时还应当考虑将来工艺的变化和扩展,在满足确定的要求外,留有一定的余量,确保整个控制系统可靠。因此选用三菱FX1N来做控制核心,其具有较高的性能价格比,应用广泛。
2.2 PLC外部接线图
PLC外部接线图的输入输出设备、负载电源的类型等的设计是结合系统的控制要求来设定的。相关页面与控制信号部分如图3所示。
3 结语
在现代生产设备设计中,检验数据统计将于与机械设计同等重要,不同于传统的机械手爪,现代的PLC控制丰富了很多,相关控制方式、信号方式在加深自动化的知识的同时,也认识到了其相较于人工的优势。自动化具有生产效率高、自动化程度高、节约人工(此设备到位后将节约2.5人工/班)、自动检验、自动报警等特点。在机械日益发展的今天,此种自生产、自检验、自统计的设备将会得到更广泛的应用。
[参考文献]
[1]万太福.可编程序控制器及其应用[M].重庆:重庆大学出版社,1994.
[2]郑笑红,唐道武.工业机器人技术及应用[M].北京:煤炭工业出版社,2011.
[3]朱龙英,朱得帅,王鹏,等.工件抓取机械手的臂部结构改进设计[J].机械研究与应用,2011(2):66-69.
[4]常斗南.PLC运动控制实例及解析[M].北京:机械工业出版社,2010.
猜你喜欢
电子乐园·下旬刊(2021年4期)2021-07-12
中国应急管理科学(2021年9期)2021-03-16
中国建筑金属结构(2018年4期)2018-05-23
无线互联科技(2016年13期)2017-01-10
科学与财富(2016年28期)2016-10-14
科学与财富(2016年28期)2016-10-14
科技视界(2016年10期)2016-04-26
电脑知识与技术(2016年1期)2016-03-22
