
浓稀分流-重点增温模式在猪粪沼气工程中的应用
2020-04-07 17:50谭婧宋波
安徽农业科学 2020年5期
关键词:猪粪
谭婧 宋波

摘要 以河北裕丰京安养殖有限公司2 MW沼气发电项目为例,介绍了浓稀分流-重点增温厌氧发酵工艺在低浓度猪粪污沼气工程中的应用,并对运行数据进行连续3个月的监测和分析。运行数据表明,采用浓稀分流-重点增温厌氧发酵工艺,猪粪原料(TS浓度1.8%)的产气率可达10.8 m.3/t;与传统发酵模式相比,容积产气率提升了50%,同时节省了41%的增温能耗。项目运行情况表明,浓稀分流-重点增温厌氧发酵工艺可以有效改善低浓度猪粪污水厌氧发酵项目的运行效率和经济效益。
关键词 浓稀分流;重点增温;猪粪;沼气工程
中图分类号 S216.4 文献标识码 A 文章编号 0517-6611(2020)05-0211-04
doi:10.3969/j.issn.0517-6611.2020.05.059
开放科学(资源服务)标识码(OSID):
Abstract Taking Hebei Yufeng Jingan 2 MW power generation biogas project as an example, this paper introduced the application of gravitational settlingselective heating (GSSH) anaerobic digestion (AD) process in biogas engineering. The operating parameters were detected and analyzed, including COD concentration, total solid (TS) content, biogas production rate, etc. The analysis showed that the biogas production rate of the swine slurry (TS concentration 1.8%) could reach 10.8 m.3/t. Compared with the traditional digestion process, the GSSH mode herein could increase 50% of the digester volume biogas yield, and save 41% heat demanding of anaerobic digestion. It was demonstrated that the GSSH AD process could effectively improve the operation efficiency and economic benefit of large scale swine slurry treatment biogas projects.
Key words Gravitational settling;Selective heating;Swine manure;Biogas project
目前,我國规模化养猪场主要清粪工艺有干清粪、水冲粪和水泡粪3种[1-2]。其中,水冲粪是每天数次用水冲洗粪沟,粪水顺着粪沟流入储粪池;水泡粪则是在粪沟内注入一定量的水,粪尿污水进入粪沟并在其中储存一定时间(1—2月)[3]。我国南方地区大多采用水冲粪清粪方式,北方地区多采用水泡粪方式,这2种清粪方式用水量大,粪尿与污水混在一起,粪便中的大部分可溶性有机物进入水体,使得废水COD浓度偏高,增加了后续污水处理难度,导致污水处理工程投资大、处理成本高(表1)。
目前国内规模化养猪场污水处理大多采用厌氧发酵的方式[4],但由于水泡粪和水冲粪水量多、TS浓度低,厌氧发酵存在增温能耗大、容积产气率低、工程投资大、冬季运行困难等问题,沼气工程无法实现常年稳定运行,厌氧出水也很难达标排放,从而给养殖企业造成一定的经济、环保压力[5]。笔者以河北裕丰京安养殖有限公司2 MW沼气发电项目为案例,介绍了浓稀分流-重点增温厌氧发酵工艺在处理养猪场水泡粪和水冲粪沼气工程中的应用,并对项目稳定运行的数据进行监测和分析,以期对同类养猪场沼气工程提供借鉴和参考。
1 项目简介
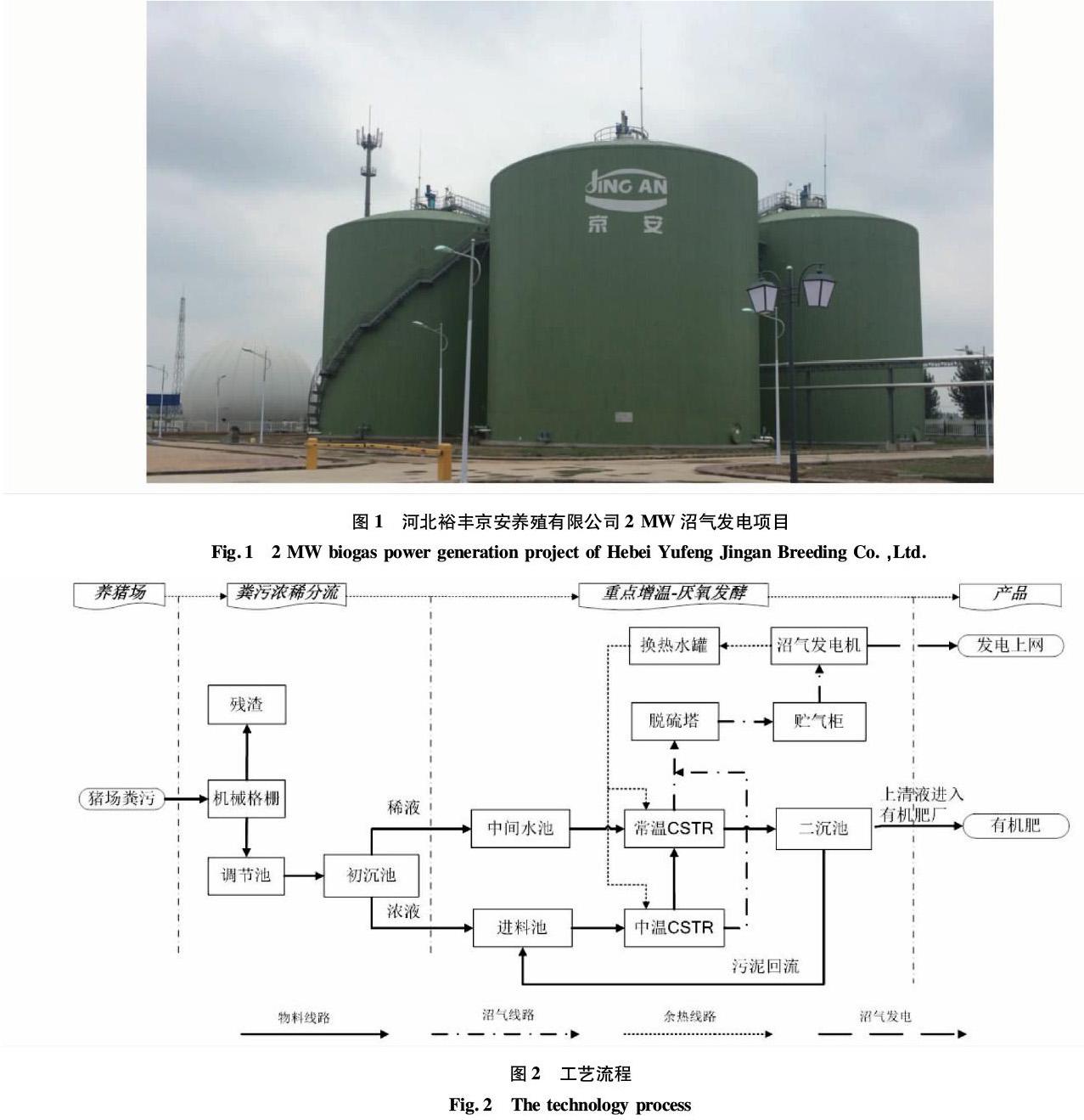
河北裕丰京安养殖有限公司年出栏20万头猪,存栏量约9.5万头,采用水泡粪及水冲粪清粪工艺,日产猪粪污约2 500 m.3/d,TS 1.8%,COD约21 328 mg/L。公司于2013年投资建成2 MW沼气发电项目(图1),采用杭州能源环境工程有限公司的基于浓稀分流-重点增温的高效厌氧发酵技术处理养殖所产粪污,项目达产后每年处理约90万t猪粪污。
2 浓稀分流-重点增温厌氧发酵模式工艺
项目采用浓稀分流-重点增温厌氧发酵模式,即在厌氧发酵前对粪污先进行浓稀分离,浓液和稀液分别发酵,发电机余热重点用于浓液发酵罐增温,剩余的热量用于稀液发酵罐增温。具体工艺流程图如图2所示。
猪场污水首先经过机械格栅去除杂质,然后进入初沉池物理沉淀1 h。初沉池下层浓液进入2座单体有效容积5 000 m.3的中温厌氧罐进行中温发酵,厌氧停留时间16 d;中温发酵后的沼续进入2座单体有效容积5 000 m.3的常温发酵罐与初沉池的上层稀液一起发酵,从而使得中温发酵沼液所带热量得到进一步利用,常温厌氧罐内停留时间为4 d。常温厌氧发酵出料进入二沉池,沉淀污泥回流至中温发酵罐前的进料池以保证中温厌氧罐内的污泥浓度,二沉池的上清液进入沼肥生产线用于制造有机肥。厌氧罐发酵产生的沼气经脱硫净化后进入沼气发电机组进行热电联产,所产电能并网,发电机组所产生的余热优先用于浓液中温发酵增温,剩余热量用于常温罐增温。
3 项目运行数据监测分析
3.1 测定项目及方法
3.1.1 COD。进料COD每天在调节池采集2次水样,出料COD每天在常温罐沼液出口处采集2次水样,采用标准重铬酸钾法测定。
3.1.2 TS。进料TS每天在调节池、中间水池、进料池采集2次水样,出料TS每天在常温罐沼液出口处采集2次水样。水样在105 ℃条件下烘干至恒重,根据烘干前后的质量计算TS浓度。
3.1.3 原料产气率。采用在线安装的恩德斯·豪斯流量仪表技术(中国)有限公司(简称E+H)生产的B200型沼气流量计监测沼气产量。
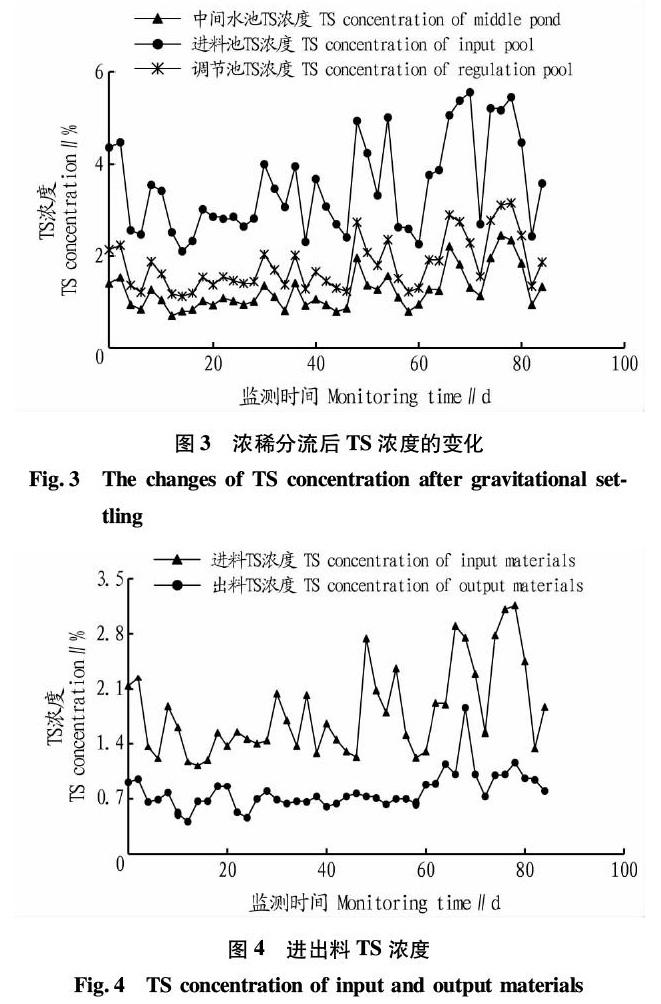
3.2 浓稀分流数据监测
粪污在进入厌氧之前先在初沉池进行初步沉淀,设计沉淀时间2~3 h。由于养殖场清粪用水量变化较大,监测期内进水水质波动较大。调节池、中间水池及进料池的TS浓度分别如图3所示。沉淀池的上层清液进入中间水池,平均TS浓度为1.24%,沉淀池下层浓液进入进料池,平均TS浓度为3.52%。杨迪[6]研究表明,随着浓液所占比例的增加,污染物在浓液中的比例可能增加,在稀液中的比例相应减少。
3.3 厌氧阶段TS和COD的去除效果
由于未对发酵罐内的TS浓度及COD浓度进行连续监测,仅以厌氧进出料的TS浓度及COD浓度分析厌氧阶段的降解效率,如图4、5所示。
由于养殖场清粪用水量变化较大,监测期内进水水质波动较大。厌氧进料平均TS浓度为1.8%,出料TS浓度为0.8%,TS总体降解率约54%(图4)。
同时,厌氧发酵进料平均COD浓度为21.328 g/L,出料COD浓度6.345 g/L,平均COD去除率约70%(图5),这与丁福贵等[7]报道实验室测得的猪粪污连续厌氧发酵COD去除效率基本一致。
3.4 原料产气情况
由于进料水质的波动,原料产气率存在一定程度的波动,平均每吨猪粪污(TS浓度1.8%)的产气量约10.8 m.3(图6),远高于传统厌氧工艺4.84 m.3/t[8]。根据报道,原料单位COD的理论产气率为0.35 m.3(CH4)/kg COD[9]。该项目所产沼气中甲烷平均浓度约60%,即每降解1 kg COD理论上可产生0.58 m.3沼气。由图5可以看出,每吨原料厌氧过程中降解的COD量约为15.0 kg,即理论COD产气量约为8.7 m.3/t,而实际原料产气率(10.8 m.3/t)高于理论值,可能来自未溶解的VS的产气贡献。
4 浓稀分流-重点增温厌氧发酵模式的优势
4.1 浓稀分流,节省厌氧罐容积,提高容积产气率
该项目采用浓稀分流-重点增温厌氧发酵模式,设计处理猪粪污量2 500 t/d,TS濃度1.8%,厌氧总有效罐容20 000 m.3,通过浓稀分流,浓液中温发酵停留时间16 d,中温发酵出料继续在常温罐内停留4 d,即浓液的实际总停留时间为20 d,确保浓液充分发酵,提高产气效率。稀液停留时间4 d。厌氧系统平均容积产气率可达1.35 m.3/(m.3·d)。
由杭州能源环境工程有限公司设计建设的同类项目中粮集团江苏金东台大型猪粪沼气工程,采用传统厌氧发酵工艺,设计进料为1 284 t/d猪粪污,TS浓度为5.5%,厌氧罐有效容积20 000 m.3,停留时间16 d[10]。实际运行过程中,由于养猪场用水量不稳定,水量及水质随季节变化较大,年均日产气量约17 000 m.3,容积产气率仅0.85 m.3/(m.3·d)。
综上所述,与传统厌氧模式相比,通过浓稀分流-重点增温厌氧发酵模式可显著提升容积产气率,减少厌氧罐容积,从而使得项目运行成本降低,运行效率得到提高。
4.2 重点增温,保证浓液发酵温度,降低增温能耗
该项目冬季物料原始平均温度按1 ℃计算,年均物料原始温度按12 ℃计算,增温换热效率按70%估算,物料比热容按水的比热容4.2 kJ/(kg·℃)估算,厌氧罐体年均散热系数按0.16 ℃/(m.3·d)估算。增温热源来自发电机余热及当地地热。
4.2.1 传统厌氧方式增温所需能耗。
若采用传统的厌氧方式,即全部物料2 500 t/d增温至35 ℃进行中温发酵,需利用发电机余热及地热对中温发酵罐进行增温,增温需要热量3.45×10.8 kJ/d,保温需要热量3.9×10.7 kJ/d,增温保温所需能耗合计3.84×10.8 kJ/d。
4.2.2 浓稀分流-重点增温厌氧方式增温所需能耗。
采用浓稀分流-重点增温厌氧模式,将625 t/d的浓液增温至35 ℃进行中温发酵,剩余粪污维持25 ℃常温发酵。中温发酵物料增温需要热量8.6×10.7 kJ/d,保温需要热量9.8×10.6 kJ/d,增温保温所需能耗共计9.6×10.7 kJ/d,仅发电机余热即可满足于要求。中温发酵出料(35 ℃)进入常温罐继续发酵,可同时与稀液进行热量传递,实现热量梯级利用,浓稀液混合后物料年均温度17.6 ℃,冬季仅9.3 ℃。为了进行常温发酵,除了夏季外,需利用发电机余热和当地地热热源对常温发酵罐进行增温,增温至常温25 ℃发酵所需热量为1.10×10.8 kJ/d,保温需要热量9.8×10.6 kJ/d,增温保温所需能耗共计1.20×10.8 kJ/d。采用浓稀分流-重点增温厌氧模式,增温保温所需能耗合计2.16×10.8 kJ/d。
由表2可知,相较于传统厌氧模式,采用浓稀分流-重点增温厌氧模式可以节省约40%以上的能耗,能有效改善整个项目的运行效率及经济效益。
5 结论
(1)采用浓稀分流-重点增温厌氧模式处理TS浓度为1.8%左右的猪粪污水,可节省罐容,原料平均产气率达10.8 m.3/t,COD去除率达70%以上,TS降解率达54%,容积产气率可达1.35 m.3/(m.3·d)。
(2)相较于传统厌氧发酵工艺,浓稀分流-重点增温厌氧模式的CSTR工艺在提升容积产气率的同时,还可节省约41%的增温保温能耗;
(3)浓稀分流-重点增温厌氧模式的CSTR工艺适用于处理水泡粪或水冲粪清粪工艺所产低浓度猪粪污水,可以在降低工程投资的同时,有效地改善整个项目的运行效率和经济效益。
参考文献
[1]祝其丽,李清,胡启春,等.猪场清粪方式调查与沼气工程适用性分析[J].中国沼气,2011,29(1):26-28,47.
[2]王阳,林聪,王骥,王新谋.规模化养猪场污水处理和利用工艺探讨[J].猪业科学,2012,29(9):90-91.
[3]张克强,高怀友.畜禽养殖业污染物处理与处置[M].北京:化学工业出版社,2004.
[4]宋立,刘刈,王智勇,等.猪场污水处理与综合利用技术[J].中国畜牧杂志,2015,51(10):51-57.
[5]李洋,邓良伟,信欣,等.重力沉淀对猪场污水的分离效果及其对沼气发酵的影响[J].环境科学学报,2013,33(7):1912-1917.
[6]杨迪.浓稀分流对猪场粪污厌氧-好氧处理系统的影响[D].北京:中国农业科学院,2015.
[7]丁福贵,李欣,张炳宏,等.进料浓度对猪粪批式和连续厌氧发酵产沼气的影响[J].中国沼气,2014,32(5):36-39.
[8]DENG L W,CHEN Z A,YANG H,et al.Biogas fermentation of swine slurry based on the separation of concentrated liquid and low content liquid[J].Biomass and bioenergy,2012,45:187-194.
[9]邓良伟.沼气工程[M].北京:科学出版社,2015.
[10]何炼,陈智远.中粮集团江苏金东台大型猪粪沼气工程运行分析[J].安徽农业科学,2014,42(16):5332-5333.
猜你喜欢
华南农业大学学报(2022年4期)2022-07-07
福建农业学报(2021年9期)2022-01-04
现代畜牧科技(2021年3期)2021-07-21
上海农业学报(2020年6期)2020-12-30
今日农业(2020年19期)2020-12-14
生态毒理学报(2020年4期)2020-11-13
猪业科学(2018年4期)2018-05-19
农业环境科学学报(2017年2期)2017-03-20
环境科技(2016年2期)2016-11-08
当代化工研究(2016年5期)2016-03-20
