
水泥包装机的优化改造
2020-04-04 13:11:46张笑宇大庆油田水泥有限责任公司
石油石化节能 2020年3期
张笑宇(大庆油田水泥有限责任公司)
1 概述
回转式水泥包装机是袋装水泥生产必需的一种专用设备,对粉尘环境适应性强,用于完成对水泥的自动包装,也可用来包装其它流动性能好的粉状物料(如粉煤灰、水泥添加剂等),因此在中小型水泥厂被广泛应用,其运转示意图见图1。从图中可以看出,回转式包装机工作在有270°防护板的半封闭空间内,包装工人在操作台上开启整个包装机运转系统,包装机开始顺时针旋转,包装机旋转一周的时间可以从1~10 s进行调整,包装机上均匀分布8个出料装置[1]。每个出料装置上均安装有对应的出灰嘴,包装工人在插袋位置将包装袋插在包装机出料装置对应的出灰嘴上,水泥经过包装机顶部的布料器均匀分到8个出料装置,通过出灰嘴进行水泥灌装,水泥袋达到设定重量后,在掉袋位置掉袋在输送皮带上。水泥公司的包装生产线选用BX-8JX八嘴包装机作为水泥灌袋包装的主机设备,已经投入运行十多年,设备老化、技术相对落后控制原理简单,在袋装水泥灌袋包装的过程中出现了出灰嘴漏灰、现场扬尘大、执行机构故障率高、过度充装、编织袋破损率高等一系列问题。尤其是随着社会经济的发展,保护环境,减轻环境污染,遏制污染恶化趋势,已成为政府社会管理和企业生产管理的重要任务,粉尘污染治理刻不容缓。针对上述情况,经过技术人员的研讨,决定对BX-8JX八嘴包装机进行全方位优化改造。

图1 包装机运转示意图
2 包装机出灰系统的控制流程的优化改造
2.1 改造方案
水泥公司包装机为老式八嘴包装机,控制原理过于简单。原有水泥包装机控制原理如图2,控制原理中只以称重信号作过程控制,理想化认为:在包装机旋转一个周期内,会在掉袋位置前完成水泥灌装,包装袋会在掉袋位置掉袋,然后关闭闸板和出料装置电动机、停止计量。如果第一圈有编制袋没有灌装充满未达到掉袋重量,在掉袋位置就不会掉袋,第二圈继续充装,造成第二圈未达到掉袋位置前就提前达到了重量要求,过早掉袋,从而卡死包装机[2]。另外,如果因操作人员插袋不及时,有的包装出灰嘴漏插袋,则在包装机的一圈运转过程中,出灰嘴的闸板处于打开状态一直向外打灰,造成包装现场扬尘急剧增加,操作工作业环境恶化遭受粉尘污染。

图2 原有水泥包装机控制原理
针对包装机出料装置的控制原理简单,称重信号作为唯一的过程控制,无法很好的控制掉袋的现象,技术人员结合包装生产的实际情况,改进原有的控制原理,增加是否有编织袋判断信号,与包装袋称量信号双重控制水泥袋灌装,将掉袋操作作为独立程序,结束包装过程[3]。整个包装过程分为3个分过程:判断过程、灌装过程、掉袋过程,3个过程顺序进行,改进后的水泥包装机控制原理见图3。

图3 改进后的水泥包装机控制原理
2.2 改造实施
采用复合的包装机控制原理,增加是否有编织袋判断信号,与包装袋称量信号双重控制水泥袋灌装过程。出料控制器及其工作现场如图4,利用接近开关来制作是否有编织袋判断信号的出料控制器,现场调试出料控制器的位置和角度。同时,改编原有PLC程序,写入判断过程中的控制信号,将掉袋过程与灌装过程程序分开写,3个分过程(判断过程、灌装过程、掉袋过程)顺序进行[4]。改造后的包装出灰系统,通过判断过程杜绝了未插袋就出灰灌装造成的扬尘,减少了粉尘污染;通过灌装过程的计量控制,袋装水泥达到重量后就同时关闭出灰嘴闸板和出料装置电动机,同时停止计量秤,避免包装袋过充提前掉袋卡死包装机[5]。

图4 出料控制器及其工作现场
3 包装机给料闸板执行机构的优化改造
改造前包装机每个下料装置出灰口的闸板开关机械操作都使用控制元件MQM4-25型电磁铁,MQM4-25型电磁铁及其结构图见图5,MQM4-25型电磁铁防护等级低,动铁芯与定铁芯之间有1 mm的活动间隙,在包装生产中微小粉尘容易进入间隙内,造成电磁铁反应精度下降,执行机构动作失灵,造成闸板的开关不到位,影响包装机正常灌装。
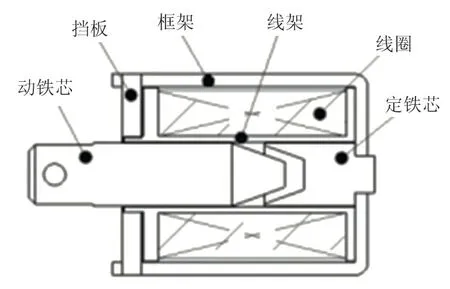
图5 MQM4-25型电磁铁及其结构图
针对这一情况,对包装机给料闸板执行机构进行改造,改造后包装机给料执行机构见图6。采用精度较高且防护等级高的开关型数控电磁执行器代替MQM4-25型电磁铁,控制包装机给料闸板动作。包装机给料闸板执行机构改造后,减少了因电磁铁工作不正常造成的包装机故障停机,包装机的故障率有效降低[6]。

图6 改造后的包装机给料执行机构
4 结论
水泥包装机经过改造后,水泥包装灌袋过程进一步优化,水泥物料进入包装机出料斗壳体,经人工插袋的同时启动接近开关,把信号传至微机,启动电磁阀,通过开关型数控电磁执行器工作,打开出灰嘴,由高速运转的叶轮将水泥物料经出灰嘴连续不断的灌装入编织袋中,当袋重达到设定值时,由传感器把信号传至微机,电磁阀通过微机控制启动开关型数控电磁执行器,关闭出料嘴结束灌装;到达掉袋位置时,电磁阀通过感应器的信号进行吸合,压袋器作用,使包装袋自动倾斜掉袋。整个灌装过程除人工插袋外,水泥袋压袋、出料嘴的开启、关闭;水泥灌袋、称重计量、自动掉袋等功能均可自动完成。本次改造有效提高了包装机出灰控制机构的精度和防护等级,提高了包装机的运转率,使袋装水泥灌装过程更为稳定,降低了包装机的扬尘,优化了操作工的作业环境,减少了水泥跑冒滴漏造成的损失,改造的实施简单易行,为企业赢得了效益。

西南油气分公司元坝气田净化厂
猜你喜欢
天然气与石油(2022年5期)2022-11-01 09:03:00
天然气与石油(2022年4期)2022-09-21 07:05:54
中国设备工程(2022年7期)2022-04-20 08:54:30
装备制造技术(2021年1期)2021-05-21 07:54:50
水泥技术(2021年1期)2021-02-04 08:09:54
蜜蜂杂志(2019年9期)2019-12-30 21:38:32
电子制作(2016年23期)2016-05-17 03:53:44
导航定位与授时(2014年2期)2014-04-27 13:41:08
机电信息(2014年23期)2014-02-27 15:53:31
机电信息(2014年20期)2014-02-27 15:53:22
