
一种基于PC 预制生产线的焊接主机开发
2020-03-31 12:21徐鑫裴娟苗许富青
工程建设与设计 2020年6期
徐鑫,裴娟苗,许富青
(湖南三一快而居住宅工业有限公司研究院,长沙410011)
1 引言
混凝土预制件(PC)被广泛应用于建筑、交通、水利等领域,在国民经济中扮演重要的角色。随着国家对建筑产业化政策的调整、对节能环保要求的不断提高及劳动力成本的大幅增长,装配式建筑得到了快速发展,配套PC 预制生产线也变得越来越主流。PC 构件生产中使用的钢筋网片需求迅速增长,带动了钢筋焊网设备的快速发展[1]。
为满足提高生产效率,节约制造成本,降低空间占用率等国内PC 预制市场的实际需求,本文介绍一款智能钢筋网片焊接机器人(线),技术处于国内领先水平。其采用的焊接主机在满足目前PC 产能的基础上,实现了低成本,高集成,高效率的设计。本设备为国内首台针对PC 预制构件生产线定制开发的钢筋焊网设备。
2 结构设计
2.1 项目背景
目前,传统的网片焊接主机主要有2 种布局方式:(1)多变压器并列布置,回路独立;(2)双变压双回路伺服驱动布置。第一种布局方式如图1 所示,优点为焊接速度快,但结构复杂且成本很高,需要客户大量的投入。常用结构为一个变压器对应2 组焊接电极。焊接工件时,上电极整体下压,变压器错峰依次放电,单轮焊接时间小于2s。第二种布局方式如图2 所示,优点为变压器较少,但焊接速率较低,焊头采用伺服电机移动,结构较复杂,成本也较高。此布局所有焊接回路电流均为左右两侧变压器提供,由伺服系统驱动上电极移动,对上下电极中间的工件依次焊接,单轮焊接时间小于10s。
为提高PC 预制生产线的生产效率、降低制造成本低、减少耗能及提高智能化程度,开发了一款基于PC 预制生产线的焊接主机。
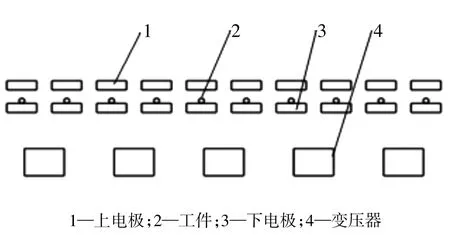
图1 多变压器并列布置
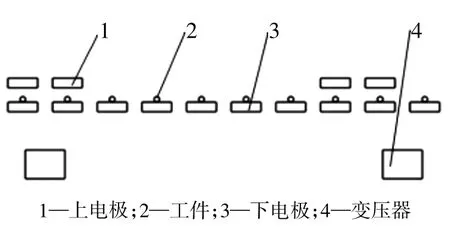
图2 双变压双回路伺服驱动布置
2.2 总体设计
如图3 所示,1 及1忆分别为左机身及右机身;2 左焊接变压器及2忆右焊接变压器分别布置在左右机身内;3 上电极组整排布置在4 上横梁上;7 下电极组整排布置于14 下横梁上。2 左焊接变压器通过5 左导电装置连接左侧一半的上电极组;通过6 左导电装置二连接左侧一半的下电极组,上电极组通过气动或液压驱动与下电极组连接,下电极组通过安装在9辅助支撑的气动或液压驱动装置上下运动,形成作用回路。同理,5忆右导电装置连接右侧一半的上电极组,6忆右导电装置二连接右侧一半下电极组,形成作用回路。3 上电极组中单个电极有多个焊点,可实现同时焊接一个或多个点,节约焊接时间。本焊接主机可实现针对不同直径钢筋,有不同焊点位置,根据图纸的需求焊接,且焊接参数可调。8 纵向钢筋导向装置采用喇叭筒等间距并排,扩口为钢筋入口,缩口为钢筋出口,通过气动或液压驱动控制实现向上送钢筋焊接电极处。10 横筋系统布置在3 上电极组后面,横筋通过横筋系统的斜面导向,经过由气动或液压驱动控制打开的11 开门机构,钢筋滑落至焊接电极处,吸附在固定于下横梁上的12 定位架,与纵筋会合,实现接触点焊接。焊接好的网片送入13 接网架。
本结构优点包括:(1)焊接变压器、一侧上电极组、同侧对应下电机组及连接装置形成作用双回路,减少焊接变压器使用数量,节约成本;(2)电极组整排布置,从中间向两边依次焊接,焊接时长短,提高生产效率;(3)单个电极有多个焊点,可实现同时焊接一个或多个点,节约焊接时间。
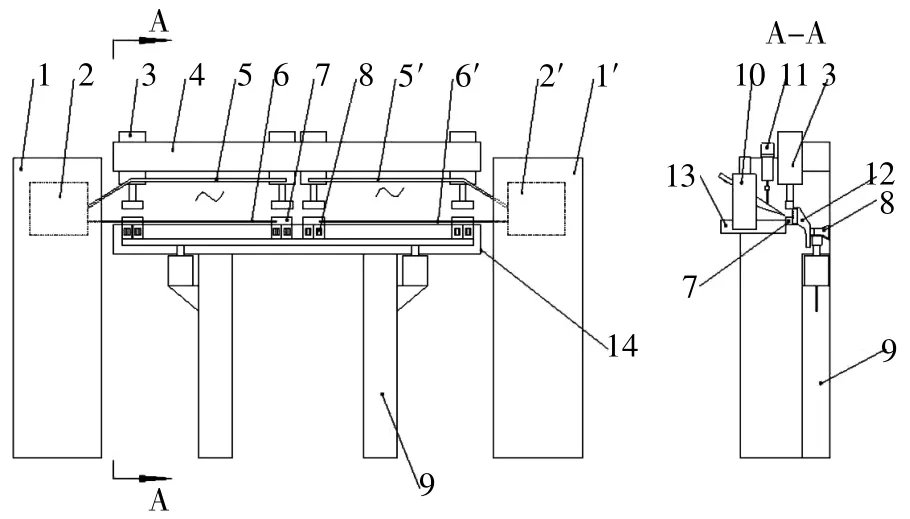
图3 总体结构图
3 结构校核
本文采用Ansysworkbench 对本文的焊接主机进行强度、刚度校核。
网片机焊接主机采用电阻焊,本方案将常规变压器由16组减小到2 组等定制化设计。本装备采用了专业焊接控制器可存储多种焊接规范,其适应范围广,焊接性能稳定、质量高。焊接压力采用气源,可得单个焊接气缸所需压力为:

式中,D为钢筋直径,取最大值12mm;F为焊接所需压力。本方案采用了16 组焊接气缸,总压力达16伊5000=80 000N;
考虑极限工况,结构校核按1.5 倍系统加载,即按总的焊接压力1.2t 计算。焊接主机强度计算结果如图4 所示,刚度计算结果如图5 所示。
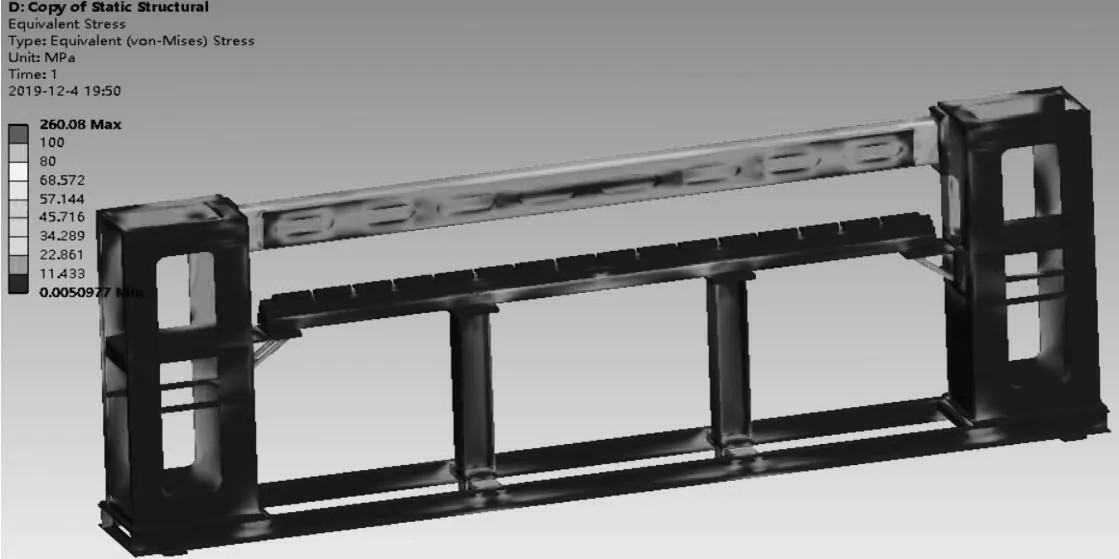
图4 强度校核计算
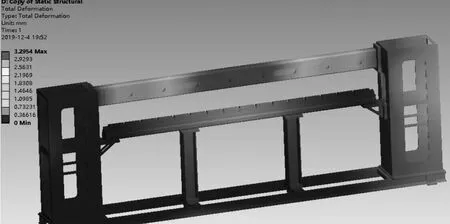
图5 刚度校核计算
由以上分析可知,结构在极限工况下的最大应力值为260MPa,小于钢材345MPa 的屈服强度,且其大片应力在100MPa 以下,结构在极限工况下最大变形为3mm,满足使用要求。
4 结语
本文所述焊接主机结构简单,且控制简单;刚度、强度均满足设计需求;经济性好,后期在PC 领域可推广使用。
猜你喜欢
大电机技术(2022年5期)2022-11-17
今日农业(2021年13期)2021-11-26
山东交通科技(2020年2期)2020-08-13
核科学与工程(2020年6期)2020-02-23
中国交通信息化(2020年12期)2020-02-06
中国交通信息化(2019年7期)2019-10-08
船舶标准化工程师(2019年4期)2019-07-24
现代企业文化(2016年1期)2016-12-23
中国当代医药(2015年36期)2015-03-11
有色金属设计(2015年2期)2015-02-28
