
基于HRB500E 热轧带肋钢筋的钒氮微合金化分析
2020-03-19 06:12:36丁世磊
中国金属通报 2020年24期
丁世磊
(南京钢铁股份有限公司,江苏 南京 210035)
在国标GB1499.2-2018《钢筋混凝土用热轧带肋钢筋》中,第一次提出了HRB500E 的概念,其一般是指热轧带肋钢筋,要求具有一定抗震能力,且屈服强度不低于500Mpa,与普通钢筋进行对比可以发现,HRB500E 热轧带肋钢筋不仅具有更高的屈屈比、强屈比、塑韧性和强度,而且具有最大力总伸长率,在遭遇自然灾害时,可以拉长钢筋从变形到断裂的时间,进而确保人们的生命财产安全。在开发HRB500E 热轧带肋钢筋过程中,要求满足强屈比≥1.25 的抗震要求,此时就需要对钒氮微合金化进行研究。
1 HRB500E热轧带肋钢筋概述
中国发明专利申请CN102876968a 对HRB500E 热轧带肋钢筋生产工艺进行了描述,其不仅调整了轧制前的加热工艺,而且还优化钢筋的化学成分,从而生产出直径为40mm 的钢筋成品。在HRB500E 热轧带肋钢筋生产过程中,可以通过调整和优化化学成分的设计,来实现钢筋的微合金化处理,而且通过对轧制前的加热工艺进行调整,也可以在钢筋中强化钒氮合金的沉淀和细化晶粒作用,进而使钢筋的韧性、抗拉强度、屈服强度等指标得到有效提升,提高其抗震性能[1]。
2 工程介绍
南钢棒材厂在研发HRB500E 热轧带肋钢筋过程中采用了钒氮微合金化工艺,并实现了批量生产,在市场中占据一定的份额。然而,在实际应用过程中,其性能或多或少的存在不足,而且与边缘炉次相比,强屈偏多,使HRB500E 热轧带肋钢筋强屈比边缘炉次累计超过了10%,致使大部分客户都是因为钢筋强屈比不理想而出现一系列的质量问题,这就要结合实际情况来对HRB500E 热轧带肋钢筋强屈比进行改进和完善,在提高其质量的同时,满足客户的基本要求。
实际上,为了使HRB500E 热轧带肋钢筋产品的性能得到改善,并提高其强屈比,下面将会对HRB335、HRB400E 与HRB500E 的强屈比、成分及力学性能进行对比,并对其成分设计和冶炼工艺进行调整、优化,这样既可以满足节约成本要求,而且还可以提高HRB500E 热轧带肋钢筋的产品性能。
2.1 不同牌号钢筋强屈比对比
通过对HRB335、HRB400E 与HRB500E 三种牌号钢筋的强屈比进行调查与统计得知其平均强屈比如图1 所示。
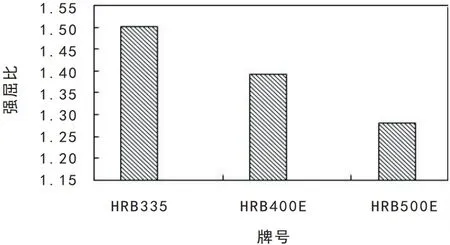
图1 不同牌号平均强屈比对比示意图
在分析图1 后可以发现,HRB335 的平均强屈比达到了1.5,是三类钢筋中最高的,其次为HRB400E,而HRB500E 的平均强屈比仅为1.28 最低。
2.2 不同牌号钢筋化学成分比较
通 过 对HRB335、HRB400E 与HRB500E 三 种 牌 号 钢 筋 的化学成分进行调查与统计得到表1。通过对表1 进行分析发现,HRB335、HRB400E、HRB500E 三个牌号的热轧带肋钢筋只有V含量具有一定的差异,但是化学成分基本一致。实际上,随着V含量的增加,将会导致热轧带肋钢筋强屈比降低,呈现出反相关,因此借助钒氮微合金化工艺可以有效改善热轧带肋钢筋的强屈比[2]。
2.3 V、N 含量的影响
本次以规格相同的HRB400E、HRB500E 两类热轧带肋钢筋为例来对其平均化学成分和力学性能进行统计和对比,所得数据如表2 所示。
在 分 析 表2 中 的 数 据 后 得 知,RB400E 和HRB500E 的C、Mn、Si 含量比较接近,并且HRB500E 中V 的含量是HRB400E 的2.46 倍。同时与HRB400E 热轧带肋钢筋相比,HRB500E 热轧带肋钢筋的抗拉强度比提升了90MPa,屈服强度提升了106MPa,强屈比降低了0.1。此外,与HRB400E 相比,HRB500E 的屈服强度增加相对较多,而抗拉强度增加较少,这些是诱发HRB500E热轧带肋钢筋强屈比降低的主要原因。

表1 HRB335、HRB400E、HRB500E 钢筋化学成分比较

表2 HRB400E 与HRB500E 平均化学成分和力学性能对比

表3 转炉冶炼工艺改进前后数据对比

表4 钒氮微合金化下钢筋力学性能
2.4 优化方案
虽然HRB500E 热轧带肋钢筋的强屈比与轧制规格具备相关性,但是由于轧制过程中采用了固定的冷却条件和压缩比,致使调整存在一定的难度,此时可以从优化成分设计和冶炼工艺着手来提高HRB500E 热轧带肋钢筋的整体性能。
2.4.1 提高HRB500E 中氮含量
在HRB500E热轧带肋钢筋中,V、N的固溶平衡公式如下所示。

式中:T 反映的是钢筋实际温度,单位用K 表示。
通过对公式(1)进行分析得知,通过提高HRB500E 热轧带肋钢筋中氮含量,能够有效析出VN 或V(NC)化合物。此时可以通过优化HRB500E 热轧带肋钢筋的冶炼工艺,来使钢中氮含量提升。转炉冶炼工艺改进前后所得到的对比数据如表3 所示。
通过分析表5 后得知,在对工艺进行调整和改进后,可以选择用氮氩切换取代了氮气,这样不仅可以降低终点钢水的氧化性,而且还可以使转炉终点碳含量得到有效提高。同时,在对工艺进行调整和改进后,也会将脱氧剂使用量从以往的0.2kg/t 升高到了0.4kg/t。在其它合金料加入前,严禁添加钒氮合金;实际上,整个钢包底吹气体选择了氮气,并且在线底吹时间超过3min,这样可以使HRB500E 热轧带肋钢筋中平均氮含量提升至15×10-6。
2.4.2 优化HRB500E 成分
由于HRB500E 热轧带肋钢筋中V 的VN、V(NC)具有相对比较低的析出率,从而导致V 具有较低的利用率,此时可以在对转炉冶炼工艺进行调整和优化后,来适当的下调V 含量,进而满足降低成本的效果。C 在钢筋中属于强化元素,每提升0.10%,将会使其抗拉强度和屈服强度分别提升120MPa 和90MPa,Mn的存在可以提高钢筋中的固溶效果,每增加0.01%的Mn,将会分别提升其抗拉强度和屈服强度为1.3MPa 和1MPa,而且在V(CN)化合物析出阶段,V 一般发挥着强化的作用,且每增加0.01%的V,将会使其屈服强度提升1MPa。
2.5 试验结果
2.5.1 力学性能
在HRB500E 热轧带肋钢筋中,通过钒氮微合金化作用可以使钢筋力学性能得到改善,如表4 所示。各项性能指标均符合GB/T 1499.2-2018 要求,不仅强屈比富余量充足,而且力学性能稳定,性能合格率达到了100%。通过对表4 进行分析得知,试验钢屈服强度平均值为537MPa,强屈比平均值为1.31,最大力总延伸率平均值为12.0。
2.5.2 不同规格强屈比分布
在HRB500E 热轧带肋钢筋稳定生产后,通过对其不同规格强屈比分布情况进行统计得到的结果如表5 所示。

表5 工艺成分调整后HRB500E 钢筋分规格的强屈比
通过对表5 进行分析得知,优化成分设计和冶炼工艺后,对于HRB500E 热轧带肋钢筋而言,将会导致其强屈比边缘比例下降,词汇就需要将分规格强屈比边缘比例尽可能控制在1%左右,这样既可以提升产品的强屈比,而且还可以提高市场满意率。
3 结语
综上所述,在HRB500E 热轧带肋钢筋生产过程中,可以通过优化HRB500E 的化学成分和合金料的加入顺序来提高钢中的氮含量,同时也可以提高钢中的C、Mn 含量,进而有效降低钒氮合金的加入量,使[V]/[N]接近理想值,在降低生产成本的同时,可以有效提高HRB500E 热轧带肋钢筋产品性能。
猜你喜欢
红岩春秋(2022年1期)2022-04-12 00:37:34
防爆电机(2020年6期)2020-12-14 07:17:04
山东冶金(2019年6期)2020-01-06 07:46:00
山东冶金(2019年1期)2019-03-30 01:34:54
意林(绘英语)(2018年2期)2018-11-29 03:23:16
数学小灵通(1-2年级)(2018年9期)2018-11-19 03:30:54
中国铸造装备与技术(2017年6期)2018-01-22 01:50:01
凿岩机械气动工具(2017年1期)2017-05-17 06:19:50
上海金属(2016年2期)2016-11-23 05:34:35
少年博览·小学高年级(2016年10期)2016-11-15 11:25:06
