
天桥密封式箱型钢盖梁施工工艺
2020-03-16 03:18宁远任王浩黄承浪
中国建筑金属结构 2020年2期
宁远任 王浩 黄承浪

【摘要】本文介绍天桥密封式箱型钢盖梁施工工艺,箱型钢盖梁在工厂分片加工,解决了运输问题,然后在现场进行拼装,拼装后整体吊装。钢盖梁的拼装遵循“能在工厂内拼装尽量不在现场拼装,能在地面拼装尽量不在高空拼装”的原则进行。施工效率高,由于大部分的拼装工作在工厂完成,现场只需进行少量的拼装作业,不仅可以缩短施工工期,而且还能降低劳动强度,使用范围广,无论墩柱高低及柱径大小均可适用。
【关键词】钢结构天桥;密封式;箱型钢盖梁
1.工程概况
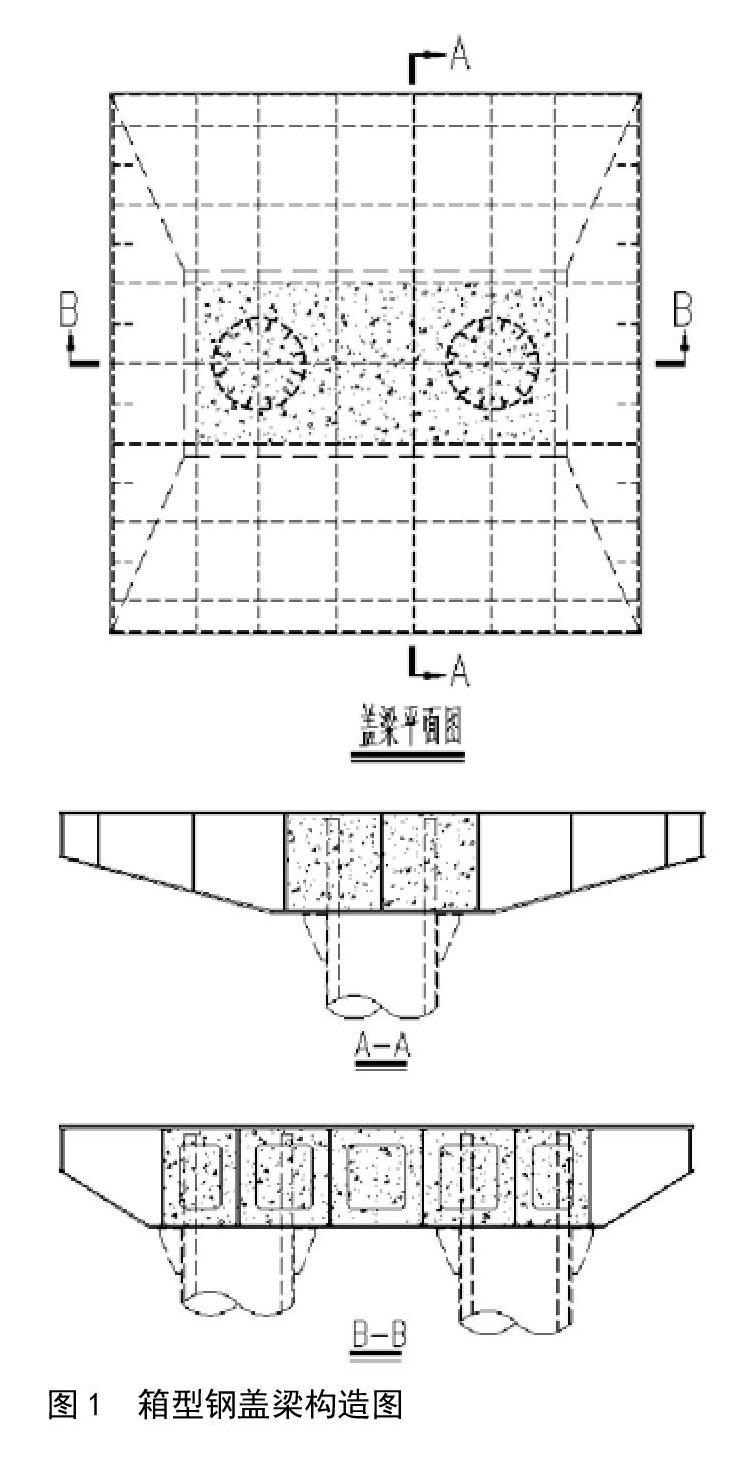
南宁快速公交二号线全长约17.2km,设站18处,其中16处站台利用人行天桥过街。天桥主桥采用采用柱式钢桥墩,墩柱采用两根钢管混凝土柱,墩顶为密封式箱型钢盖梁。钢盖梁长宽尺寸约5.7m×5.8m,高0.9m,钢盖梁与桥墩圆筒柱的法兰盘通过焊接连成整体。因钢盖梁尺寸较大,若采用工厂整体加工,构件运输存在问题。同时考虑现场场地等限制条件,最终钢盖梁的施工采用车间分片制作、现场拼装后再吊装的方案。
2.密封式箱型钢盖梁工艺原理
天桥密封式箱型钢盖梁在工厂分片制作,运至施工现场拼装成型后通过汽车吊进行吊装安装。箱型钢盖梁制造安装重点是控制钢盖梁的外形尺寸、顶面和底面的平整度、顶面和底面的焊接变形量、焊缝质量等。首先做好施工准备工作:将整个箱型钢盖梁合理分段或分片,划分车间及现场的制作作业范围并确定焊接工艺;其次确定焊接顺序:选择合理的施焊顺序,把钢盖梁焊接应力变形降低到最小;最后施工过程精益求精:吊装过程使用全站仪、水准仪等进行测量检验,确保合格。
3.密封式箱型钢盖梁施工工艺流程
钢盖梁分片加工→钢盖梁运输至现场→现场拼装→现场涂装→钢盖梁整体吊装→校正→焊接→焊缝检验→现场补漆→浇筑钢盖梁内核混凝土→验收
4.天桥密封式箱型钢盖梁施工操作要点
4.1钢盖梁分片加工
以某外形尺寸为5700×5800×900mm
的箱型钢盖梁为例,考虑道路运输宽度要求,盖梁构件必须分片制作。在盖梁长度方向(5700mm),构件按中线分为两片制作,两片构件之间的连接零件发散件到现场拼装。
4.1.1确定钢盖梁分片方式
箱型钢盖梁内设计为6块腹板,腹板之间通过横隔板连接。由于箱型钢盖梁对腹板与顶板、腹板与底板的焊缝要求较高,最终确定将钢盖梁沿着长度方向的中线分为对称的两片制作,每片钢盖梁各包含3块腹板,每片钢盖梁尺寸为2850×5800×900mm。钢盖梁的顶板、底板、最外侧挡板均需按中线位置分段,两片钢盖梁之间的横隔板发散件到现场拼装,同时将斜底板沿长度方向分三段,中间一段为散件。
4.1.2确定合理的焊接顺序,分片加工
将顶板、腹板及底板,焊接成箱型,并焊接横隔板,并在灌浆范围内按要求间距焊接栓钉;焊接最外侧翼缘挡板,之后再对接焊接斜底板。所有零件焊接过程中,必须严格按结构设计图纸打坡口焊接,保证焊缝质量。對接焊缝(全熔透)为Ⅰ级焊缝;打坡口贴角焊缝(全焊透)为Ⅰ级焊缝,主要用于板厚t≥16mm的腹板及横隔板与顶、底板的连接。
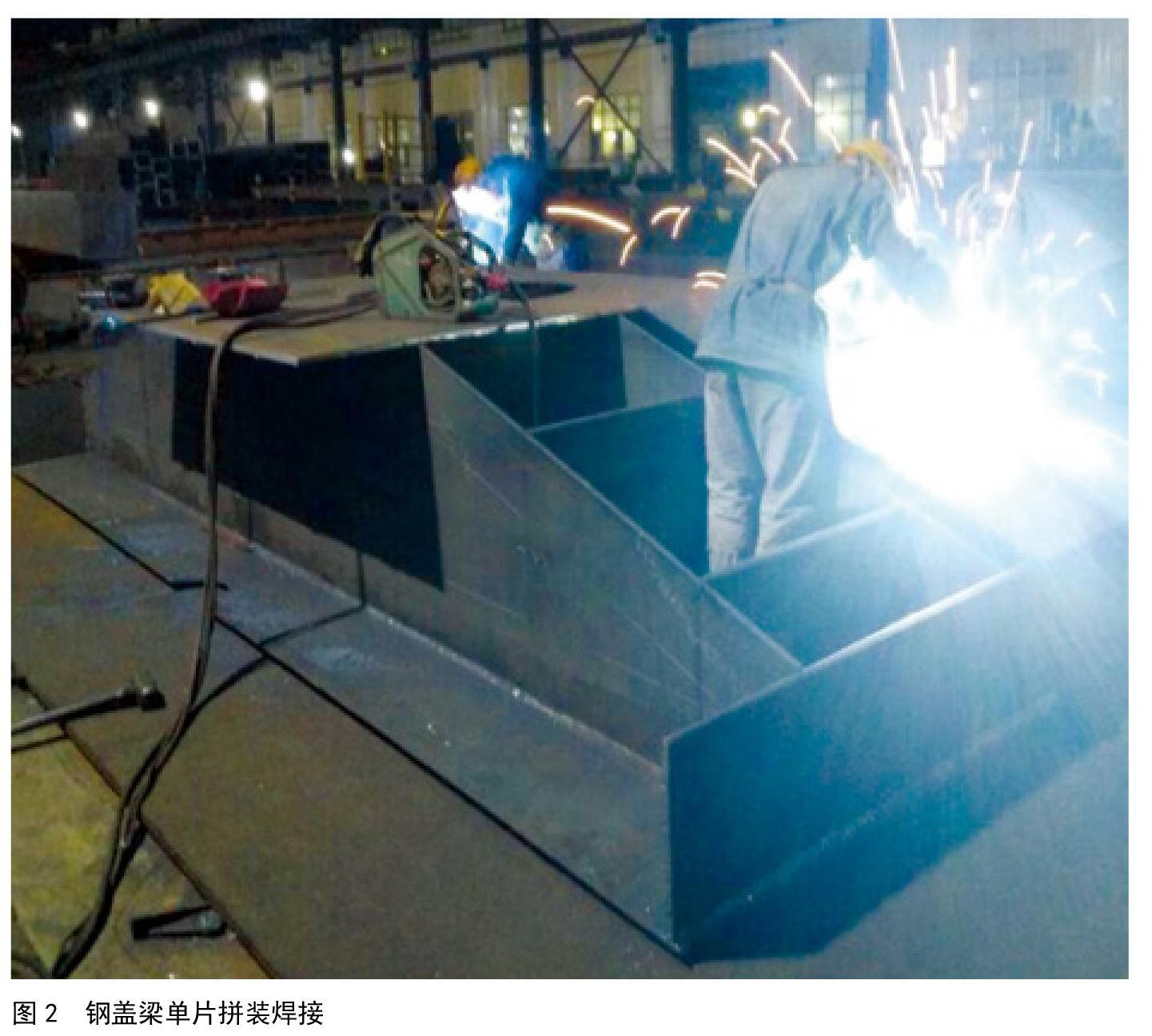
4.2钢盖梁现场拼装
两片钢盖梁及横隔板散件到达现场后,现场布置拼装胎架后即可进行钢盖梁的拼装。将两片钢盖梁放在拼装胎架上,保证水平,根据设计尺寸调整好定位,焊接对接焊缝后,再焊接横隔板。盖上中间位置的斜底板,焊接斜底板与左右两片钢盖梁的对接焊缝;最后将构件翻面,焊接最后一道对接焊缝。所有对接焊缝均为一级焊缝。
4.3钢盖梁整体吊装
4.3.1吊装施工前提条件
(1)设计图纸与相关文件通过审核。
(2)天桥桥墩钢立柱检测验收已经完成。
(3)施工负责人、现场安全员、技术员、现场监督员、监理工程师等均需经过施工安全培训,并考试合格执证上岗。对起重机司机和指挥人员,必须由相关部门进行标准的安全技术培训,经考试合格,取得合格证后方能操作或指挥。
(4)钢盖梁吊装前,必须先核对钢盖梁的朝向,并且对梁体进行质量检查,确保钢盖梁的朝向正确,梁体质量检验合格后方可起吊。
4.3.2钢盖梁吊装
(1)安装卸扣和钢丝绳,钢丝绳挂入吊钩,调整钢丝绳位置,使其达到最佳的均衡受力。
(2)缓慢提升吊钩,使钢丝绳逐渐收紧,梁底离地30cm时,对吊车支腿、吊钩、钢丝绳、钢盖梁吊点进行安全检查。
(3)确认无误后,由指挥员发出起吊指令,缓缓匀速起吊,保持梁身的稳定。
(4)吊机保持位置的不动,以回旋支撑中心为轴缓慢转动主臂,在地面辅助人员牵引配合下,使钢盖梁中心与立柱墩位中心重合,安全负责人随时检查吊车吊臂的安全情况。
(5)吊车缓慢落梁,在距离支座面30cm时停止下降,待梁静止后,根据测量控制线,微调起重机使钢盖梁准确定位。
(6)吊装到位后,对钢盖梁与支座需要对接的位置进行焊接,在确认钢盖梁焊接牢固的前提下,吊车缓慢松钩,此过程中必须加强观测人员与指挥人员的信息沟通,切忌盲目松钩发生意外。
(7)松下吊钩,并卸除卸扣和钢丝绳。
4.4高空焊接
钢盖梁吊装到位后,需要将钢盖梁与桥墩钢立柱顶部法兰围焊焊接。
4.5焊缝检验
4.5.1焊缝的外观检查
所有焊缝应冷却到环境温度后进行外观检查。焊缝感观应达到:外形均匀、成型较好,焊道与焊道、焊道与基本金属间过渡平滑,焊渣和飞溅物基本清除干净。
4.5.2超声波无损检验
对于一级焊缝,探伤比例为100%;对于二级焊缝,探伤比例为20%;对于现场焊缝,按同一类型、同一施焊条件的焊缝条数计算百分比。无损检测应在焊缝外观检测合格后进行。检测前,清除焊接飞溅、污物、油脂、松散氧化皮等,必要时应进行打磨。
5.结语
天桥密封式箱型钢盖梁施工工艺采用车间分片制作、现场拼装后再吊装的工艺,解决了大型构件不能工厂整体加工,构件运输存在的问题。本施工工艺工程效果良好,得到了各方的一致好评,也为同类型的工程项目提供一定的参考。
参考文献
[1]GB50017-2003 钢结构设计规范[S].北京:中国计划出版社,2003.
[2]GB50755-2012 钢结构工程施工规范[S].北京:中国建筑工业出版社,2012.
[3] GB50205-2001 钢结构工程施工质量验收规范[S].北京:中国计划出版社,2001.
[4]GB50661-2011 钢结构焊接规范[S].中华人民共和国住房和城乡建设部,2011
[5]JGJ276-2012 建筑施工起重吊装工程安全技术规范[S].中华人民共和国住房和城乡建设部,2012.
[6]GB50009-2012 建筑结构荷载规范[S].中华人民共和国住房和城乡建设部,2012.
(作者单位:广西建工集团第五建筑工程有限责任公司)
【中图分类号】TU756.42
【文献标识码】A
【文章编号】1671-3362(2020)02-0061-03
