
浅析SCOT尾气处理工艺参数控制及优化
2020-03-10 02:27赖津剑
科学与财富 2020年31期
关键词:参数优化
赖津剑
摘 要:中石油遂宁天然气净化有限公司二期工程60亿立方米/年净化装置的硫磺回收装置单套回收能力达到126t/d,其采用三级常规克劳斯工艺加SCOT尾气处理工艺。本文主要讨论SCOT尾气处理工艺部分参数控制及优化,为日后进一步加强SCOT尾气处理装置的操作提供参考依据。
关键词:硫磺回收;SCOT尾气处理;参数优化
随着人们环保意识的提高,国家环保法规的日益严格,对于新建硫回收装置,大多选择以SCOT为代表的还原吸收工艺。此类工艺虽投资及能耗指标较高,但它对克劳斯硫磺回收装置的适应性强,净化度高,硫回收率高达99.8%以上,是目前世界上装置建设数量最多、发展速度最快的尾气净化工艺。
1 尾气处理工艺
1.1 加氢还原化学反应分析
在加氢反应过程中,克劳斯尾气所含的SO2和元素S与还原性气体(H2+CO)在CO/MO(Al2O3)催化剂的作用下反应,全部转化为H2S,反应温度为240—280℃。反应为放热反应,反应后加氢反应器的温升约为30℃。
SO2+3H2→H2S+2H2O (1)
S8+8H2→8H2S (2)
而尾气中的COS和CS2水解生成H2S和CO2:
COS+H2O→H2S+CO2 (3)
CS2+2H2O→2H2S+CO2 (4)
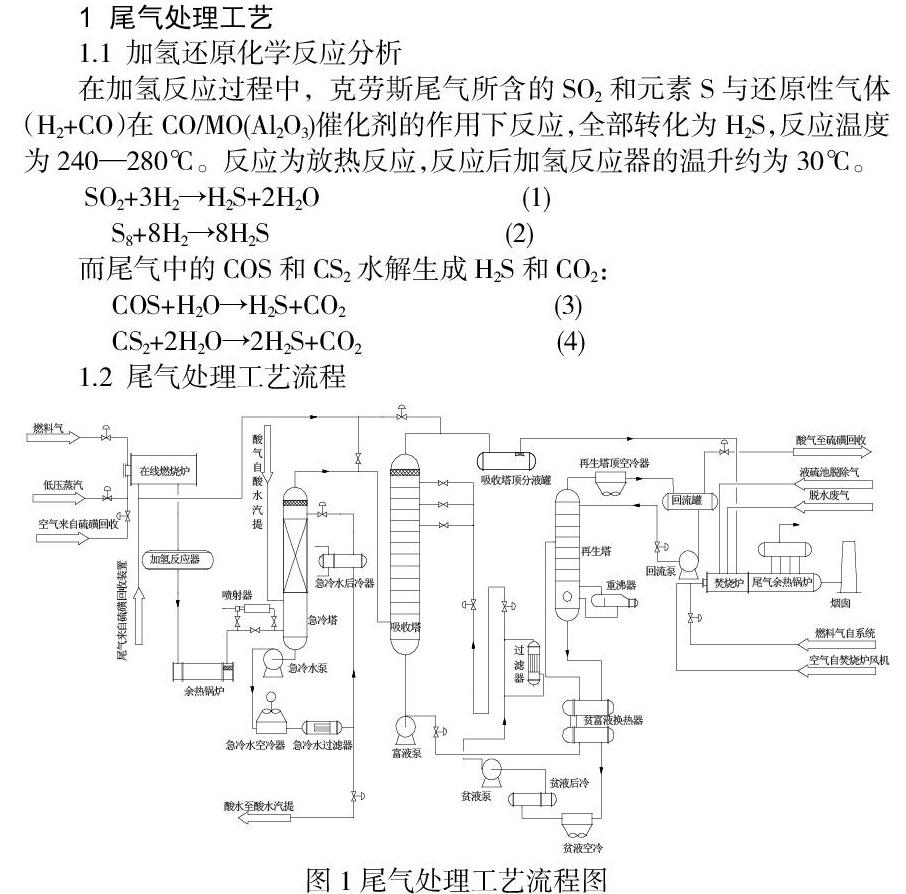
1.2 尾气处理工艺流程
克劳斯尾气进入加氢再热炉后,与炉中产生的還原性气体混合,进入加氢反应器反应。加氢反应器出来经冷凝器换热后进入急冷塔,急冷水冷却后循环使用。尾气离开急冷塔进入尾气吸收塔与胺液逆流接触吸收H2S后送至尾气焚烧炉高温灼烧排入大气。
2 重要参数
SCOT尾气处理工艺的主要目的是将硫磺回收装置来的尾气中存在的各种形态的硫(如SX、COS、CS2、SO2等)通过加氢反应催化剂还原和水解转化成H2S,再通过贫胺液吸收除去尾气中的H2S。该工艺过程涵盖了加氢再热炉在线制氢、加氢反应器中硫化物的还原及水解、尾气的再吸收利用、尾气焚烧炉的高温氧化燃烧等多个重要的工艺环节。加强对每个环节的精准控制,对于提高硫磺回收及尾气处理的总回收率以及确保最终的尾气达标排放都至关重要。
2.1 加氢再热炉降温蒸汽
由于加氢再热炉本身存在的目的就是给尾气加热到所需反应温度及提供反应所需的还原性气体,这就导致了在大多数时候加氢再热炉中的化学反应都是次当量反应,该过程极易发生结焦反应,造成下游的催化剂积碳,进而造成催化剂的表面积减少和装置压降增大等不利影响。
2CH4+3O2→2CO+4H2O (甲烷的次当量燃烧) (5)
C+H2O→H2+CO2 (水煤气反应) (6)
从以上化学反应不难看出,在装置正常运行时连续注入低压蒸汽,来促使碳与水蒸气发生反应。根据以往经验,蒸汽与燃料气的比率一般控制为4:1,注入蒸汽后,在确保控制火焰处于正常燃烧强度情况下,有效抑制了结焦反应的发生。
2.2 加氢再热炉的配风比
加氢反应器还原尾气中S和SO2等含硫组分为H2S时所需的还原性气体,除部分来自硫磺回收装置尾气中外,实际生产过程中还需要再热炉进行补充,因此再热炉大多数时候都处在一个次当量反应。如果还原性气体不足,则可能导致尾气进入急冷塔冷却后,产生低温克劳斯反应而生成硫磺,堵塞急冷塔填料层,并且急冷水酸性大大增强,对设备和管线的腐蚀会相当严重。因而必须控制急冷塔后尾气中的H2浓度2%—4%。
生产过程中,用仪器对急冷塔顶出口尾气中的H2进行连续监控,通过调整燃料气和空气的比例来控制尾气中的H2含量。减小该比例将增加H2含量,增大该比例将减少H2含量。正常操作中,空气和燃料气的配比范围为理论完全燃烧值的0.7—0.8。
2.3 加氢反应器的入口温度
为了使加氢反应器达到所需的最佳还原和水解反应温度,反应器入口最低温度一般不低于260℃。若低于该温度,S和SO2的转化率会因此降低,若温度过高,则催化剂会因高温而损坏。不过在催化剂进行预硫化或者催化剂活性降低的情况下,可以适当提高再热炉的出口温度。
2.4 急冷水PH值
由于急冷水是循环使用,PH值会不断下降,如不加以控制则会最终演变为具有强腐蚀性的酸水,导致设备和管线受到极大的损害。在正常生产中,常采用加氨水或NaOH碱液的办法进行调整,可设置漏斗进行快速手动加注,也可设置氨水或碱液罐,再辅以计量泵进行较为精确的控制,一般控制PH在7-9。
2.5 尾气吸收温度
加氢反应器出来尾气中的H2S能否被更多的吸收下来,除了主要受贫胺液浓度和循环量影响以外,吸收温度也是一个影响因素,适宜的情况下,要加强急冷塔的冷却操作,确保吸收反应温度在28℃-40℃。
3 重要参数的操作优化
3.1 加氢再热炉降温蒸汽优化
在装置运行初期燃料气与降温蒸汽是按照1:4的比例进行操作的,通过后期的不断观察和调整,在增加该比例至1:3、1:2运行一段时间后发现,再热炉的火焰监测信号并没有特别大的变化,H2含量也未受影响,同时对燃烧温度也起到了更好的控制作用。在装置检修期间对炉及反应器的检查也未发现严重积碳现象的出现。
3.2 加氢再热炉配风比优化
由于再热炉有着补充还原性气体的作用,所以其燃料气需要在次当量下进行燃烧,基本确定的配比范围为0.7—0.8。当配风比低于0.65时,积碳的速度会明显增加,随之硫磺回收裝置的回压也会逐渐增大。在经过一段时间的运行调整后发现,适当提高再热炉配风比至0.75—0.85区间时,H2含量也能稳定的维持在1—2%之间,大大降低了反应器积碳的风险。
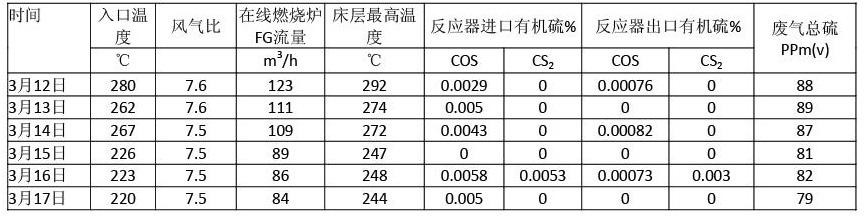
3.3 加氢反应器入口温度优化
为保证各种形态S的彻底还原,以及COS、CS2的完全水解,入口温度一般要求不低于260℃,这在一定程度上加大了装置的能耗和操作飞温的风险。通过与提供催化剂的厂家沟通了解,该催化剂为法国Axens公司提供的TG107低温型催化剂,具有优良的低温反应性能。通过逐步降低反应器入口温度直至220℃,反应器出口尾气中H2S小于0.001%,有机硫小于0.002%,最终尾气排放的总硫也远低于国家标准。经过反复测试,在维持火焰燃烧强度情况下,确立了220—240℃的操作空间,大大降低了燃料气的使用量和增大了装置的操作弹性,也有助于延长催化剂的使用寿命。
3.4 急冷水PH值调整方式优化
碱液原本的加注位置是在急冷水泵的入口管线处,装置运行初期发现在此位置加注碱液会导致部分碱液还未完全与酸水混合的情况下就进入酸水汽提单元,造成了碱液的浪费,而且无形当中增加了酸水汽提单元的操作难度,也给后续的污水处理单元带去麻烦。通过将碱液加注口移至急冷水流量调节阀后的入塔管线处,极大的提高了调整急冷水PH值的速度,并且可以保证碱液与酸水的充分混合。实际PH值的控制范围也基本确定在6.5—8.5之间,通过一段时间的运行,在保证硫磺回收单元和再热炉的配风较好的情况下,碱液加注的量大大减少。
3.5 尾气吸收温度的优化
在贫胺液的质量得到保证的前提下,根据一段时间的测试发现,尾气温度维持在30—36℃时,尾气排放中的总硫依然很低,完全能达到国家标准。而且测试中还得到一个验证,就是尾气温度在30—36℃时,胺液浓度并没有太大的波动,说明尾气中带水并不严重,这就为急冷段的操作提供了较大的可控范围。
4 结语
(1)加氢再热炉要加强蒸汽管线的疏水操作,避免由于蒸汽量过大而造成火焰监测强度差导致的熄炉情况发生。
(2)尾气中还原性气体的多少,主要取决于硫磺回收装置的操作。大多数时候来自硫磺回收单元的尾气中还原性气体的含量已足以保证加氢还原反应所需,只要保证硫磺回收装置的配风合理,加氢再热炉本身的操作也会变得更加容易,且对装置的平稳、高效运行也会带来好处。具体硫磺回收装置如何配风,主要依据酸气浓度、2:1在线分析仪、加氢反应器床层温度、尾气排放SO2浓度等来确定。
(3)由于目前装置的实际情况是并不处于满负荷运行,所以SCOT尾气处理单元的很多操作参数可以适当灵活控制,在严格确保尾气达标排放的前提下,尽量将操作参数控制在较低的范围,这样既能达到节能降耗的目的,更能延长整个装置的实际使用寿命。
参考文献:
[1]魏 刚,乔 磊,马勇波. SCOT法尾气处理工艺关键控制及优化[J]. 山东化工,2014,43(1);87-89.
[2]陈赓良.克劳斯硫磺回收工艺技术进展.石油炼制与化工,2007,38(9);32—37.
[3]温崇荣,李洋.天然气净化硫回收技术发展现状与展望. 天然气工业,2009,29(3);95—97.
(西南油气田公司天然气净化总厂中石油遂宁天然气净化有限公司 四川 遂宁 629000)
猜你喜欢
电脑知识与技术(2016年31期)2017-02-27
筑路机械与施工机械化(2016年11期)2017-02-05
科教导刊·电子版(2016年30期)2016-12-26
电脑知识与技术(2016年24期)2016-11-14
科技视界(2016年23期)2016-11-04
计算技术与自动化(2015年4期)2016-03-25
哈尔滨理工大学学报(2015年5期)2016-01-19
现代电子技术(2015年18期)2015-09-16
现代电子技术(2015年18期)2015-09-16
现代电子技术(2015年12期)2015-06-15
