
新型耐高温含硅芳炔树脂化学流变行为
2020-03-03 11:11:26邓诗峰尤欣桐周小艺
华东理工大学学报(自然科学版) 2020年1期
邓 键, 邓诗峰, 尤欣桐, 周小艺
(特种功能高分子材料及相关技术教育部重点实验室(华东理工大学),上海 200237)
热固性树脂具备优异的力学性能和耐高温性能,因此聚合物复合材料常将其作为基质材料。树脂传递模塑(RTM)成型工艺能够将流动的低黏度树脂在封闭模腔中浸渍、增强材料并固化成型,得到的制品具有孔隙率低、力学性能好、尺寸稳定性高等优点,该工艺广泛运用在航空航天、汽车等行业[1-3]。流变性能是复合材料成型加工必须要考虑的因素,为了使树脂在模腔中较好流动并有效浸润和增强材料,RTM 成型技术对树脂的基本要求是其黏度低(低于500 mPa·s)且具有较长时间的稳定黏度保持期[4-5]。
许多学者通过建立流变方程模型来研究热固性树脂的化学流变行为。陈淳等[6]以黏度-时间和黏度-温度关系构建了黏度变化的数学方程表达式。Roller等[7]建立了等温黏度模型,测定环氧树脂在170 ℃下的黏度变化,并在成型加工过程中用模型预测黏度变化,证实该模型的实用性。郭战胜等[8]对HD03树脂用MCR300 流变仪测定其在160~180 ℃温度范围内的静态黏度和动态黏度变化,构建Arrhenius 黏度方程模型,理论结果和实验数据呈现一致性。段跃新等[9]分析了BMI 树脂在90~120 ℃下的黏度变化规律,并构建了相应的化学流变模型,在RTM 模塑过程中预测该树脂的黏度变化,有效指导了复合材料的制备成型。
沈浩等[10]以锌粉作为催化剂,用二甲基二氯硅烷和间位二乙炔基苯为原料合成了新型含硅芳炔树脂(PSEA),该树脂在常温下为液态,具有优异的耐热性能和加工性能,能够广泛应用在航天航空领域[11-12]。
本文研究PSEA 树脂体系凝胶时间(tgel)与温度的关系,黏度变化与温度、时间的关系,构建凝胶时间方程模型和黏度-温度-时间这3 者的Dual-Arrhenius化学流变方程模型,预测在不同的温度下树脂黏度随温度和保留时间的变化,为确定树脂体系的合理模塑工艺提供理论参考。
1 实验部分
1.1 原料
PSEA:实验室自制,数均分子量( Mn)为1 060,重均分子量( Mw)为1 443,分布指数( Mw/Mn)为1.36,N2气氛下热重分析中样品损失5%(质量分数)时所需温度(Td5)为793 K,其结构式如图1 所示。
1.2 测试与表征
用差示扫描量热(DSC)分析仪(美国TA 公司,Q2000 型)测定热分析曲线。分析条件:N2流量为50 mL/min,样品约2 mg,温度范围313~673 K,加热速率为10 K/min。
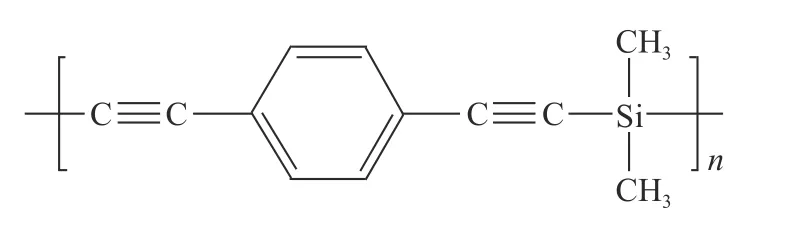
图 1 PSEA 的分子结构式Fig. 1 Molecular structure of PSEA
用旋转黏度仪(美国BROOKFIFLD 公司,DV-Ⅱ+P 型)测定树脂静态黏度。转子选择SC4-34 型,转速72 r/min,在373~423 K 范围内每间隔10 K 进行恒温黏度测试,每20 min 取1 个黏度值。
用旋转流变仪(美国Thermo Fisher Scientific 公司,Hakke RS600 型)测定树脂动态黏度。测试条件:温度范围298~473 K,升温速率2 K/min,剪切速率为0.1 s-1。
参照GB7193.1——1987,采用平板小刀法测试tgel。tgel设定为从测量计时开始到拉不出丝为止。具体操作如下:样品台升温到测试温度,取PSEA 树脂样品放在测试平板上,开始计时,测定过程中不断搅拌,防止树脂受热不均匀,直到树脂拉不出丝为止。
2 结果与讨论
2.1 PSEA 树脂的热行为
PSEA 树脂的DSC 分析结果如图2 所示。升温过程中出现了强烈的放热峰,且在约403 K 开始出现放热现象。放热峰的峰顶温度是513 K,固化终止温度是583 K,PSEA 树脂的固化放热量达565 J/g。当DSC 的分析结果显示该树脂在403 K 以下时,PSEA 树脂体系没有交联反应固化现象发生;当温度高于403 K 时,PSEA 树脂缓慢交联固化成网状结构。
2.2 PSEA 树脂的凝胶时间
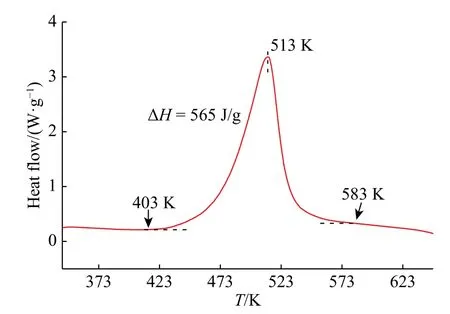
图 2 PSEA 树脂的DSC 曲线Fig. 2 DSC curve of PSEA resin
2.2.1 凝胶时间模型 当树脂黏度随体系交联反应进行到一定阶段时,黏度骤然增加,这种现象称之为凝胶化。凝胶化的宏观表现是由于黏度的骤然增大,树脂形态从流动态转变为凝胶态;微观特征是随着树脂交联反应的不断进行,分子链间形成立体网状结构。凝胶化现象发生时树脂的固化程度称为凝胶固化度(βgel)。不同温度下树脂从流动态转变为凝胶态所需的时间即凝胶时间tgel,tgel在热固性树脂制备复合材料过程中发挥非常重要的作用,对树脂加工成型,如制备树脂/纤维复合材料,具有重要指导意义。
假定在树脂的固化过程中,固化动力学方程[13-14]为:

式(1)中:β 为固化度;t0为反应时间; f(β) 为固化反应的机理函数,通常通过实验确定;B 为频率系数,是一个与时间和温度无关的常量;Ea为固化反应的活化能;R 为普适气体常数,T 为加工温度。
随着固化反应进行,当固化度从0 到凝胶固化度时,对式(1)整理可得:

由式(2),只需在实验过程中测出对应于温度的凝胶时间tgel,对 l ntgel~1/T 作图,即能够得出频率系数、活化能,进而构建PSEA 树脂的凝胶方程模型。
2.2.2 实验结果分析 用平板小刀法分别测出PSEA树脂在423 、433 、443 、453 、463 K 下的凝胶时间,并以 l ntgel对1/T 作图(图3)。结果表明线性结果优良,相关系数为0.999,从而构建PSEA 树脂的凝胶方程模型如下:

分析图3 可知,随着温度的升高,凝胶时间显著缩短,这与实际情况相吻合。同时可以看出PSEA 树脂在423、433、443、453、463 K 下测得的凝胶时间数据点与理论结果具有一致性。
2.3 PSEA 树脂的流变行为
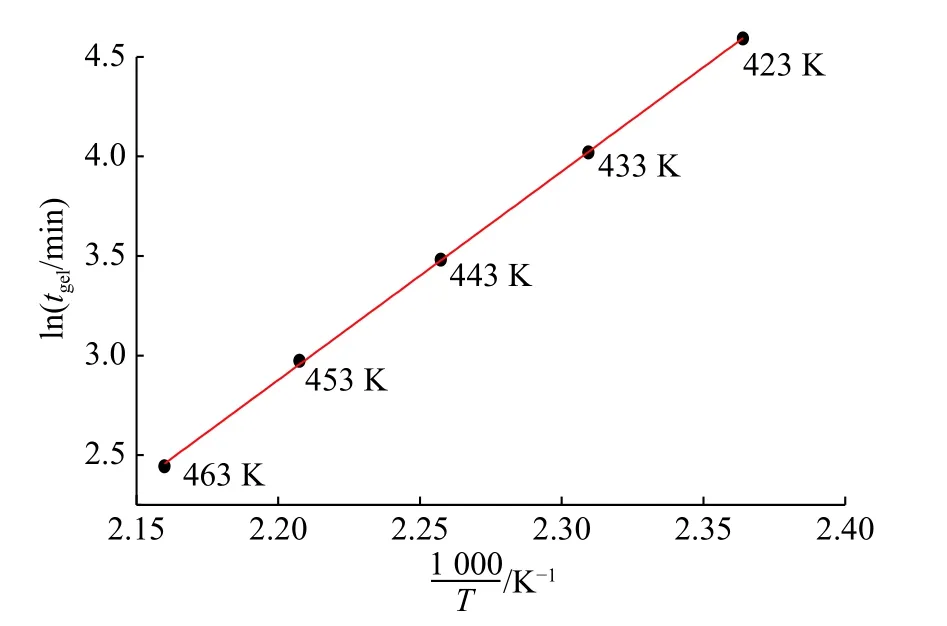
lntgel图 3 PSEA 树脂的 ~1 000/T 曲线lntgelFig. 3 ~1 000/T curve of PSEA resin
2.3.1 PSEA 树脂的动态流变分析 PSEA 树脂黏度随温度的变化曲线如图4 所示。由图可知,由于PSEA树脂常温下为液态,因此存在着低黏度平台,且平台较宽(298~438 K),在此阶段树脂处于稳定期。当温度升至438 K 时,PSEA 树脂的黏度会迅速增大,主要是由于在该温度下树脂开始急速进行化学交联固化反应,出现凝胶现象。锌粉催化合成的PSEA 树脂,其分子链末端带有少量烯键,常温下是黏性可流动液体,故其可在室温到433 K 的温度区间内选取合适的加工温度。
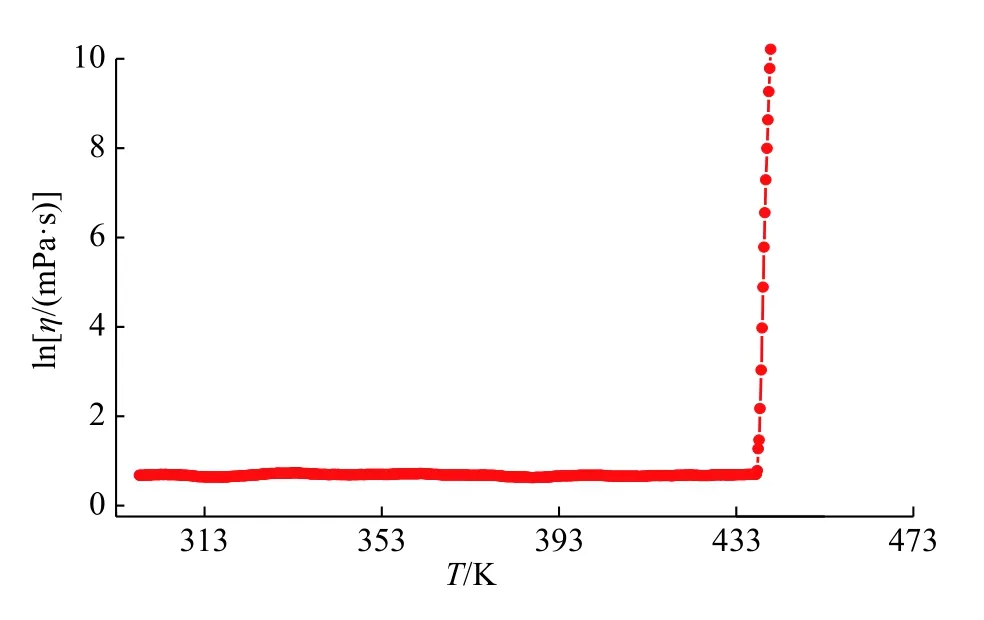
图 4 PSEA 树脂黏度随温度的曲线Fig. 4 Viscosity curve of PSEA resin as a function of temperature
2.3.2 PSEA 树脂的恒温黏度曲线 PSEA 树脂的恒温黏度变化如图5 所示。由图可知,在不同的恒温条件下,树脂黏度随时间变化存在一定差异,在各恒定温度下,树脂起始黏度都很低且都有平滑的低黏度保留期。温度升高使得树脂分子链的活动能力变强,因此,初始黏度随温度的升高而减小;但是,温度越高分子链发生固化交联反应的速度越快,故树脂的低黏度保留时间越短。在较低温度下,如373 K时,PSEA 树脂的黏度随时间增加基本不发生变化,低黏度保留时间长达4 h;在较高温度下,如423 K 时,随时间增加PSEA 树脂黏度变化明显,低黏度保留时间不到1 h。加工温度T 与保留时间t 对树脂的黏度有着显著影响。
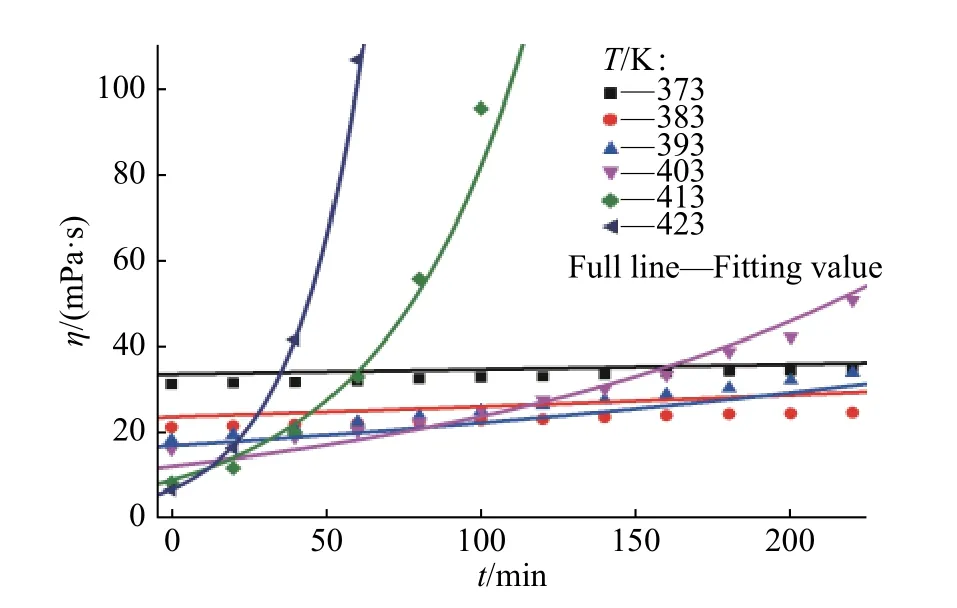
图 5 PSEA 树脂恒温黏度拟合曲线与实验数据比较Fig. 5 Comparison between fitting curves and experimental data of isothermal viscosity of PSEA resin
2.3.3 PSEA 树脂的流变方程 温度和反应程度等诸多因素会导致热固性树脂体系的黏度发生变化。温度升高一方面使树脂分子链的活动能力加强,导致其黏度减小;另一方面,使树脂分子链之间固化交联反应速度加快,体系固化程度不断增加,树脂分子链间的运动阻碍也会随之增大,导致黏度升高。目前有较多方程模型可以用来描述热固性树脂体系的流变行为,最具有代表性的是Dual-Arrhenius 模型[15-19],其化学流变方程表达式如下:

式(4)中: l n η(T,t) 是不同加工温度、不同保留时间下黏度的对数;η∞表示在理想条件下树脂体系的黏度,此时固化度为0、温度无限高;Eη为流动活化能;E0为反应活化能;k0为指前因子。对于确定的树脂体系,参数η∞、Eη、E0、k0是常量,与温度和时间无关。令:
则式(4)可化简为

从式(7)可以得出, l n η(T,t) 在恒温下与t 成线性关系。根据不同温度下测得的 l n η(T,t) 与t,对二者线性拟合,拟合结果如表1 所示,可见 l n η(T,t) 与t 具有很好的线性关系,相关系数均在0.991 以上。

表 1 PSEA 树脂的双阿仑尼乌斯方程模型拟合参数Table 1 Fitting parameters of the dual-Arrhenius model of PSEA resin
由式(5)通过线性拟合 l n M 与1/T 可得参数ln η∞、 Eη/R ;由式(6)通过线性拟合 l n N 与1/T 可得参数k0、 E0/R 。拟合结果如表2 所示。进一步可得到PSEA 树脂的等温黏度模型,如式(8)所示。

在不同的恒定温度条件下,运用式(8)绘制出PSEA 树脂η 与t 的曲线图,如图5 所示,可以看出在373~423 K 的温度下模型与数据具有较好的匹配度。

表 2 方程(7)中线性拟合得到的参数Table 2 Parameters resulting from linear fitting based on Equation (7)
2.4 PSEA 树脂加工窗口预测
图6 示出了PSEA 树脂黏度在不同温度下随时间变化的预测曲线。如图所示,树脂在373~423 K下,黏度呈现不同的变化趋势。树脂在373~403 K下具有稳定的低黏度保持期,易于加工;在约403 K后会缓慢进行固化交联反应。故在树脂加工成型过程中,可依据不同恒温黏度曲线来选择与之相匹配的加工工艺参数。

图 6 PSEA 树脂的黏度-时间-温度关系预测曲线Fig. 6 Prediction curves showing the viscosity-time-temperature relationship of PSEA resin
3 结 论
通过研究PSEA 树脂体系凝胶时间与温度、黏度与温度、时间的关系,建立起化学模型,得到以下结论:
(1) 在423~463 K 的凝胶固化温度区间内,用平板小刀法探究了PSEA 树脂凝胶时间tgel与加工温度T 的关系,构建的凝胶方程模型与实验数据基本吻合。
(2) 用Dual-Arrhenius 方程拟合PSEA 树脂等温黏度-时间曲线,构建的黏度-时间-温度模型方程与测得的实验数据基本吻合,该模型可用于复合材料成型加工窗口的预测。
(3) PSEA 树脂在373~403 K 下具有稳定的低黏度保持期,易于加工;在约403 K 后会缓慢进行固化交联反应。
猜你喜欢
设备管理与维修(2022年21期)2022-12-28 07:34:30
陶瓷学报(2021年1期)2021-04-13 01:33:02
军事文摘(2020年20期)2020-11-16 00:31:56
中学生数理化·八年级物理人教版(2020年12期)2020-01-01 15:22:24
中学生数理化·八年级物理人教版(2018年12期)2019-01-31 02:38:18
聚氯乙烯(2018年5期)2018-02-18 03:30:28
聚氯乙烯(2018年5期)2018-02-18 03:30:28
制造技术与机床(2017年5期)2018-01-19 02:48:50
材料科学与工程学报(2016年2期)2017-01-15 13:34:42
中国卫生标准管理(2015年24期)2016-01-14 09:28:57
