
苯丙乳液降低残单方法的研究
2020-02-27 04:50何美娟左天路
上海涂料 2020年1期
何美娟,赵 凯,唐 兵,左天路
(佛山市顺德区巴德富实业有限公司,广东佛山 528322)
0 引言
近年来随着水性涂料的推广,以及人们环保意识的增强,涂料对于乳液的要求也越来越高,同时在十九大报告中也提出“加快生态文明体制改革,建设美丽中国”的新要求,环保成为当今社会最热门的主题之一。涂料作为住房装饰材料的一部分在生产和使用过程中会直接或间接释放一些挥发性物质,其中部分挥发物对人体健康是有害的,而乳液在涂料中占有重要作用,乳液残余单体含量严重影响着涂料气味的大小,残余单体的挥发也最为明显。过去对普通水性乳液残余单体含量没有过高的要求,在处理残余单体方面也没有做更多的研究,只是对乳液进行简单的后处理,后处理剂的种类、用量较为单一,导致乳液残余单体含量较高。随着现阶段新环保法的公布,环保要求变得更加严格,对于乳液残余单体含量的研究就成了必不可少的工作[1-2]。通过合理的方法降低乳液残余单体含量,不仅能提高产品品质,提高产品的竞争力,适应市场要求,同时也有利于国内乳液行业走向国际舞台[3-4]。
本研究通过化学法、物理法、组合法对降低苯丙乳液残余单体含量进行探讨,试验结果显示,化学法结合真空抽提的方式效果最优,乳液残余单体含量最低能达到67.4 mg/kg,领先于行业水平。
1 试验部分
1.1 主要试剂
试验的主要试剂见表1。
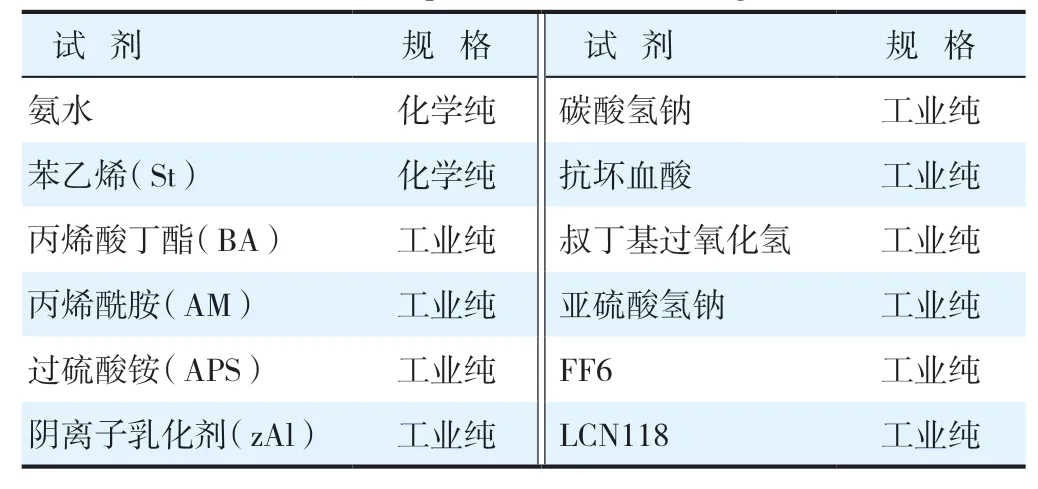
表1 试验的主要试剂Table 1 Experimental main reagents
1.2 试验仪器
试验的主要仪器见表2。

表2 试验的主要仪器Table 2 Experimental main instruments
1.3 基础配方
试验的基础配方见表3。

表3 试验的基础配方Table 3 Experimental basis formula
1.4 试验方法
1.4.1 苯丙乳液的制备
本试验采用半连续预乳化滴加工艺进行共聚聚合。按照表3 基础配方制备预乳化液待用,用去离子水将釜底阴离子乳化剂全部溶解后加入到四口烧瓶中,同时安装上冷凝管和温度计,边搅拌边升温至85 ℃。随后加入5%的预乳化液,待温度开始上升时加入预先溶解好的10%浓度的过硫酸铵水溶液,保温30 min,然后将剩余的预乳化液在4 h 内滴加完毕,温度按试验要求控制。滴完后通过不同的后处理方法消除残余单体,然后降温至50 ℃以下,用氨水调节pH 至7.5,过滤出料,取样,进行残余单体的测量。
1.4.2 性能检测
(1) 乳液残余单体检测分析方法依据GB/T 20623—2006 附录A。
(2) 技术指标控制依据GB/T 20623—2006《建筑涂料用乳液》。
2 结果与讨论
2.1 化学法对乳液残余单体含量的影响
2.1.1 温度控制法
在聚合过程中,控制反应温度分别为80~82 ℃、84~86 ℃、88~90 ℃、92~94 ℃,预乳化液滴加完毕后,维持相同的温度保温1 h,然后对残余单体含量进行检测,结果见表4。

表4 反应温度对乳液残余单体含量的影响Table 4 Effect of reaction temperature on residual monomer content of emulsion
从表4 中可以看出,随着反应温度的上升,乳液残余单体含量逐渐降低,温度的提高,在一定程度上会加快小分子单体的运动,加快乳液聚合从而消除残余单体。但随着温度的升高,乳液凝胶增多,考虑到乳液的性能、成本,反应温度控制在84~86 ℃为宜。
2.1.2 后消除法
考察不同氧化还原剂对苯丙乳液残余单体含量的影响。氧化还原剂的用量占单体总量的0.35%,氧化剂与还原剂的比例为1∶1.5,反应温度为65~70 ℃,氧化剂和还原剂同时滴加1 h,测试结果如表5 所示。
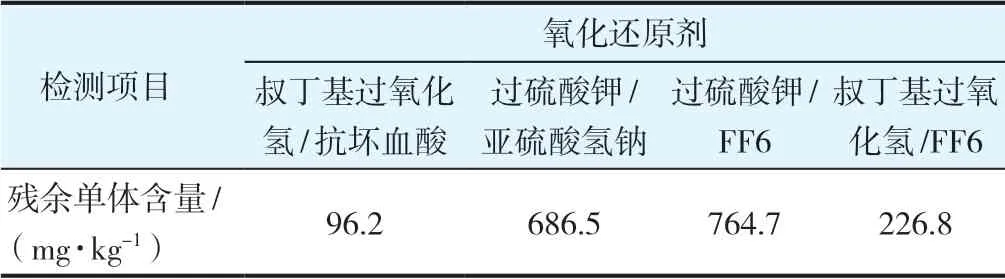
表5 不同的氧化还原剂对乳液残余单体含量的影响Table 5 Effect of different redox reagents on residual monomer content of emulsion
从表5 中可以看出,叔丁基过氧化氢/抗坏血酸组合的效率最高,乳液残余单体含量最低;叔丁基过氧化氢/FF6 的处理效果也不错。用抗坏血酸处理的乳液在后期贮存过程中,乳液颜色会出现变红的现象,并且有腐败的风险。因此,选用叔丁基过氧化氢搭配FF6 使用。
对氧化剂叔丁基过氧化氢(A)与还原剂FF6(B)的配比进行深入探讨,其结果如表6 所示。

表6 氧化还原剂不同配比对乳液残余单体含量的影响Table 6 Effect of different ratio of redox reagents on residual monomer content of emulsion
由表6 可知,氧化剂和还原剂的配比对乳液残余单体含量的影响非常大,在0.5∶1~1∶1.8 的范围内,还原剂越多,乳液残余单体含量越低,继续增加还原剂的用量,乳液残余单体含量反而增加,当氧化剂与还原剂的配比为1∶1.8 时,降低乳液残余单体的效果最好。
进一步讨论氧化剂叔丁基过氧化氢与还原剂FF6的不同滴加工艺对苯丙乳液残余单体含量的影响。
工艺A:氧化剂与还原剂同时滴加1 h;
工艺B:氧化剂先滴加15 min,保温10 min,还原剂后滴加15 min,保温20 min,总时长1 h;
工艺C:还原剂先滴加15 min,保温10 min,氧化剂后滴加15 min,保温20 min,总时长1 h;
工艺D:分阶段滴加,氧化剂和还原剂各先取总用量的3/7,同时滴加,时间为30 min,然后保温10 min,再同时滴加剩余的氧化剂和还原剂,滴加时间30 min,最后保温10 min。

表7 不同工艺对乳液残余单体含量的影响Table 7 Effect of different processes on residual monomer content of emulsion
由表7 可知,在不同的后处理工艺中,分阶段处理同时滴加工艺(工艺D)对苯丙乳液残余单体的处理效果最好,延长后处理时间对降低乳液残余单体含量有一定效果。
2.2 物理法对乳液残余单体含量的影响
在乳液聚合完成后,维持反应温度保温1 h,然后分别对乳液进行抽真空和吸附处理,本试验物理吸附通过活性炭进行,其结果如表8 所示。

表8 物理法对乳液残余单体含量的影响Table 8 Influence of different physical methods on residual monomer content of emulsion
从表8 中可以看出,抽真空法的效果要优于物理吸附法,但相比于化学法,其对残余单体的处理效果都不是很理想,一般不建议使用。
2.3 组合法对残余单体含量的影响
采用化学法搭配不同的物理法对乳液残余单体进行处理。化学法选用叔丁基过氧化氢与FF6 按1∶1.8 配比搭配使用,其结果如表9 所示。

表9 组合法对乳液残余单体含量的影响Table 9 Effect of combination method on residual monomer content of emulsion
从表9 中可以看出,组合法比单一后处理法效果要好,化学法搭配真空抽提的方式效果最优,其残余单体含量可降至100 mg/kg 以下。
3 结语
深入讨论了降低苯丙乳液残余单体含量的各种方法,从试验中可以得出以下结论:
(1) 在温度控制法中随着反应温度的变化,乳液残余单体含量有一定变化,综合考虑,反应温度以84~86 ℃为宜。
(2) 后消除法采用叔丁基过氧化氢和FF6 搭配使用最为合适,当m(叔丁基过氧化氢)∶m(FF6)= 1∶1.8 时,可以达到一个最优值。
(3) 通过对比后消除氧化还原剂的不同滴加工艺发现,采用分段同时滴加的方式可以达到较好的处理效果。
(4) 去除残余单体的物理方法中,抽真空的方式比物理吸附提纯法更加有效。
(5) 组合法比单一方法处理乳液残余单体的效果要好,化学法结合真空抽提的方式能使乳液残余单体含量降至100 mg/kg 以下。
猜你喜欢
科学技术与工程(2022年12期)2022-05-19
太原理工大学学报(2022年2期)2022-03-21
化工环保(2021年3期)2021-06-17
中国医疗器械信息(2020年3期)2020-03-20
陶瓷学报(2019年6期)2019-10-27
分析化学(2018年8期)2018-11-01
天然产物研究与开发(2018年8期)2018-09-10
中南民族大学学报(自然科学版)(2015年2期)2015-12-16
科技资讯(2015年8期)2015-07-02
天然产物研究与开发(2014年6期)2014-04-27
