
催化裂化装置损伤模式分析
2020-02-24 12:28邱志军王晓博李海涛
石油和化工设备 2020年2期
邱志军,王晓博,李海涛
(1.中化泉州石化有限公司, 福建 泉州 362103)
(2.中国特种设备检测研究院, 北京 100029)
催化裂化是指重质油在高温和催化剂的联合作用下发生裂化反应,生成尽可能多的裂化气、柴油和汽油等轻质油的过程。是石油二次加工的主要方法之一,具有工艺技术复杂、原料适应性广、轻质油品收率高、产品方案调整灵活等特点。然而近年来,随着国内多项大型炼化一体化项目正式开工、投产,因劣化原油加工量激增造成的设备腐蚀问题日益严重,这对装置长周期安全运行带来严重隐患。本文通过对某加工原油为中东高硫原油石化企业催化裂化装置进行RBI分析(基于风险的检验),并结合停车检修时发现的腐蚀问题来探讨催化裂化装置各工段的主要损伤模式,为相关企业的日常管理提供参考。
1 装置日常腐蚀检查
1.1 装置原料状况调查
该催化裂化装置自2014年5月投产以来,主要承担着将经过渣油加氢处理的直馏减压渣油馏分和加氢裂化尾油馏分转化为汽油、柴油、液化气等轻质油品加工任务,是全厂汽油、液化气、丙烯产品的主要生产装置。图1为该装置2014年5月~2017年3月原料油中硫含量变化趋势图,从图1中可以看出原料油硫含量平均值在多数月份大于控制值4000mg/kg,最大平均值达到8000mg/kg。
按照催化裂化的工艺特性,反应器中的硫含量和原料油中的硫含量大致相当;当反应油气进入分馏塔后,其油气硫含量基本上与反应器中相当;经分馏塔分馏后,油浆中的硫含量一般会达到原料油硫含量的2倍,且主要为硫醇、单质硫等;柴油中的硫主要为硫化物、硫醇等;富气中的硫主要以H2S形式存在。油浆、柴油及富气中的硫含量都会高于分馏塔中硫含量。粗汽油中的硫主要存在形式为H2S等,质量分数低于分馏塔中硫含量,大约为其含量的十分之一。再生器和再生烟气中硫主要成分是SOX。
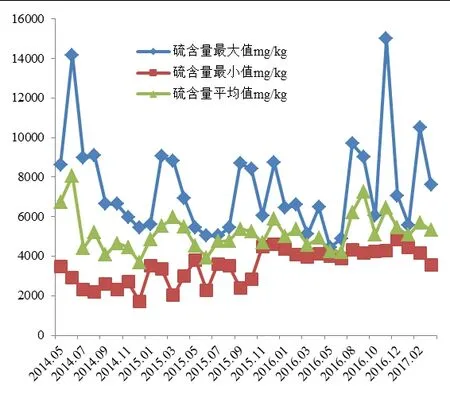
图1 催化裂化装置原料油硫含量变化趋势
1.2 装置介质监测状况
催化裂化装置在实施RBI之前的介质监测点主要分布在原料油线、D201(分馏塔顶油气分离器)、D301(气压机出口油气分离器)、油浆线、油浆蒸汽发生器、外取热器汽包、余锅汽包及再生烟道等部位。监测数据包括pH值、硫含量及液化气、燃料气和干气主要成分等。图2为D-201、D-301自2014年5月~2017年3月含硫污水pH值变化趋势图。可见,D-201pH值有一半时间都略高于控制上限,D-301pH值虽高于控制上限次数不很明显,但波动较大。污水中的含硫杂质主要为硫化氢、硫醇、硫胺等化合物。
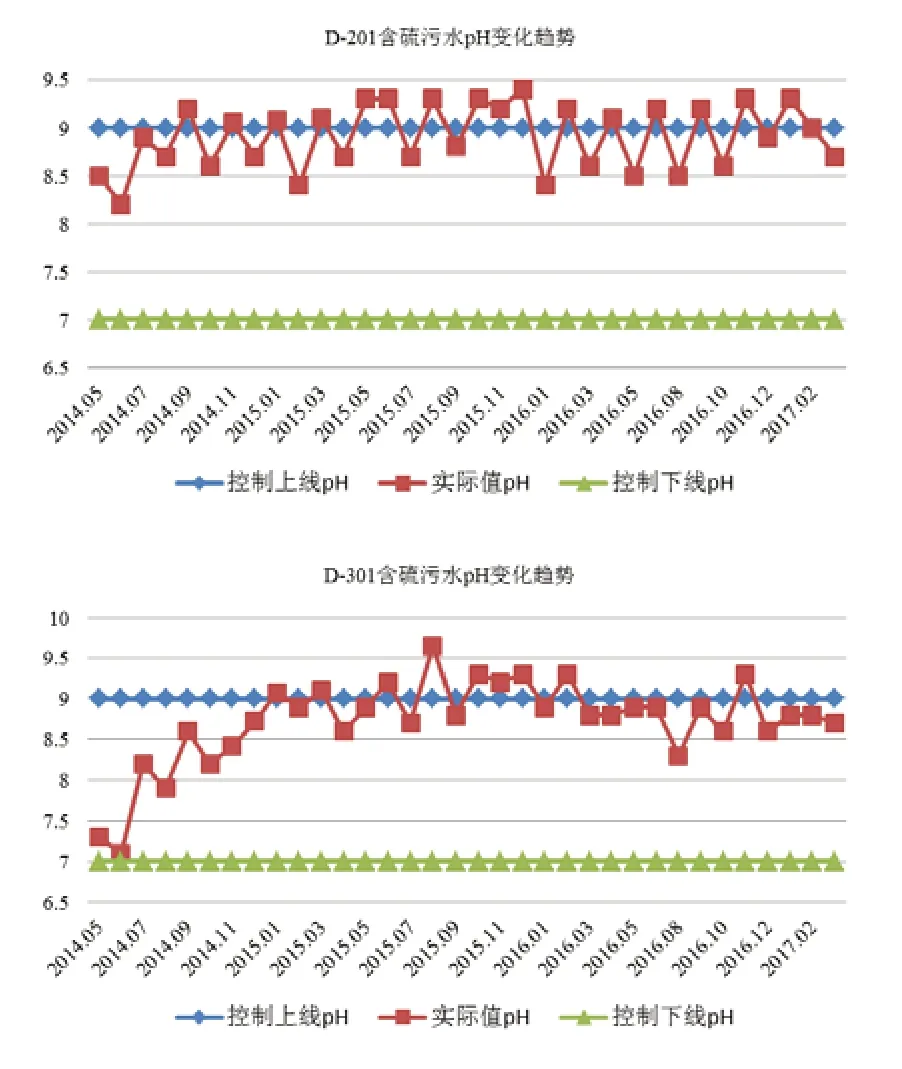
图2 D-201、D-301含硫污水pH值变化趋势
1.3 装置腐蚀状况
该装置投用后一直持续进行定点测厚工作。通过对测厚数据的整理、分析发现,分馏塔顶空冷器A201/H出口,平均腐蚀速率达到0.23mm/a;提升管中部提升蒸汽手阀前弯头磨损穿孔;分馏系统油浆换热器E207C/D时有蒸汽微漏情况;余热锅炉B-501AB因烟气腐蚀出现过腐蚀泄漏;外取热器入口管与本体相贯线部位局部超温,最高达525℃(临时贴板处理,持续蒸汽降温)。
此外,装置运行过程中,脱前油浆中的固含量在某些月份超标,同时脱后油浆多次大幅度超标。油浆中颗粒物增多,导致设备管线的磨损加剧,用作燃料时,炉子积灰严重且腐蚀现象明显。
2 催化裂化装置风险状况
通过对该装置设备、工艺数据及运行工况的整理及分析,依据GB/T 26610《承压设备系统基于风险的检验实施导则》相关要求计算得到该装置2018年1月25日的风险分布图,如图3所示。图中红色部位为高风险,橘黄色部位为中高风险,黄色部位为中风险,绿色部位为低风险。由于投用时间较短且选材得当,整个装置风险水平并不高,中高风险所占比重仅为1.94%。
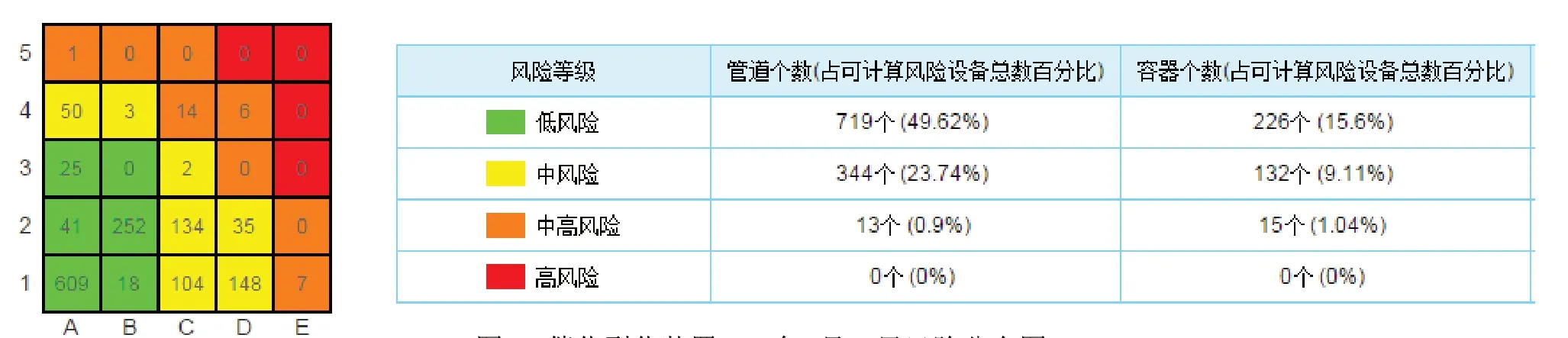
图3 催化裂化装置2018年1月25日风险分布图
表1为该装置风险等级处于可接受水平之上的评价单元(换热管除外)的实测腐蚀速率统计,可知72%的处于风险可接受水平之上的评价单元实测腐蚀速率较大,依据NACE Standard RP0775-2005可划分为严重腐蚀和极严重腐蚀。

表1 风险等级处于可接受水平之上的评价单元实测腐蚀速率统计表
3 大修检验时腐蚀调查情况
该装置于2017年12月进行了首次停机检修,检修过程中发现整个装置存在较多腐蚀问题,反再系统反应沉降器、再生器整体情况较好,仅器壁局部隔热层破损;分馏系统分馏塔顶及塔顶冷凝冷却系统低温部位腐蚀问题较为普遍,尤以分馏塔顶冷却器管束腐蚀问题最为显著;吸收稳定系统腐蚀现象并不明显,主要表现为吸收塔顶部、稳定塔顶部和中部的垢下点蚀;再生烟气能量回收系统的腐蚀主要表现为洗涤塔C-152液滴分离器附近塔壁腐蚀严重。
3.1 反应-再生系统
有资料表明,催化裂化装置反应再生系统的设备腐蚀问题最为普遍[1],主要表现为再生器主风分布管、外取热器增压风分布管的磨蚀;三旋吹灰尘系统管路上各阀门、弯头的磨蚀穿孔等[2]。但本次腐蚀调查发现,虽然沉降器及外取热器存在耐火材料退化(如图4所示)及冲蚀现象、三旋到烟机入口膨胀节焊缝存在2条轴向1条环向裂纹、部分原料油喷嘴、提升管预提升干气喷嘴磨损较为严重,但反应再生系统整体腐蚀状况较好。

图4 反应再生系统沉降器及外取热器龟甲网开裂形貌
3.2 分馏系统
有资料表明,催化裂化装置分馏塔顶油浆系统、分馏塔的底部塔内件腐蚀和顶部腐蚀十分明显且塔顶油气及顶循环系统管线腐蚀较为严重[3],但本次腐蚀调查发现,虽然经分馏塔分馏后,油浆中的硫含量一般会达到原料油硫含量的2倍,但由于分馏塔塔体和内构件采用复合材质及不锈钢材质,因此分馏塔整体腐蚀轻微。该装置分馏工段的腐蚀主要集中在塔顶低温部位和轻柴油换热器等位置,主要表现为垢下点蚀穿孔(如图5所示)。从结垢情况来看,分馏塔顶油气-换热水换热器E202/A~H壳程侧流速可能较低,如果在E202/A~H壳程入口增加防冲档板以提高壳程侧流速有可能有助于减少E202/A~H壳程侧垢物的聚集。

图5 分馏塔顶油气-换热水换热器E202管束腐蚀形貌
3.3 吸收稳定系统
有资料表明,吸收稳定系统易发生氢鼓包和硫化物应力腐蚀开裂,且解析塔上部,再稳定塔上部腐蚀较为明显,顶部的腐蚀产物一般呈蓝色,下部则呈淡黄色[4]。但本次腐蚀调查发现,除吸收塔内集油箱底板上存在一条长约670mm的裂纹外,整个吸收稳定系统并未发现明显腐蚀现象。

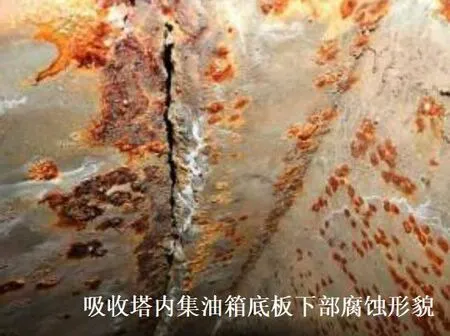
图6 吸收塔内集油箱开裂及腐蚀形貌
3.4 再生烟气能量回收系统
理论上,再生烟气能力回收系统膨胀节及炉管易发生烟气露点腐蚀,但本次腐蚀调查表明,本系统炉管整体较好,抽测部分炉管未发现明显异常;洗涤塔C-152液滴分离器附近塔壁腐蚀严重,已形成沟槽(如图7所示),从其它炼厂洗涤塔腐蚀情况来看,液滴分离器所处部位奥氏体不锈钢材质如304等腐蚀都比较严重,一般在不造成系统堵塞情况下通过材质升级、内衬玻璃钢等来缓解[5]。
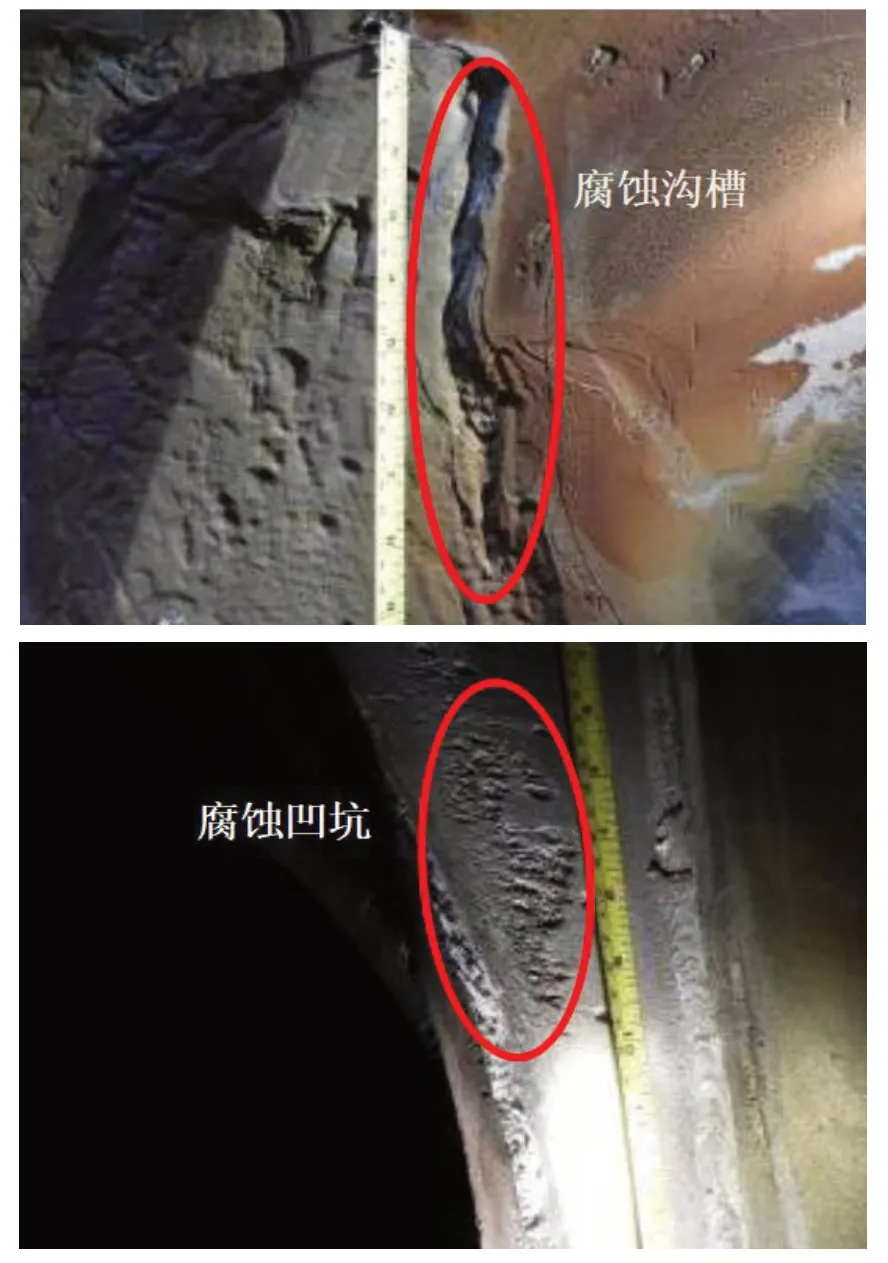
图7 洗涤塔C-152内液滴分离器附近塔壁腐蚀形貌
4 主要损伤模式分析
4.1 反应-再生系统
本系统主要损伤模式为高温硫化物腐蚀、高温氧化腐蚀、耐火材料退化及冲蚀等。
由图1可知,该催化裂化装置加工原料油硫含量经常超过控制指标,当上游渣油加氢装置运行出现故障时,原料油重的硫含量更会大幅增加。硫含量的上升,不仅对反应-再生系统,也将对后面的分馏系统、吸收稳定系统及能量回收系统产生不利影响。当温度超过260℃时,铁基合金开始发生高温硫化物腐蚀(无氢气环境),温度越高,腐蚀越快;高温硫化物腐蚀,其本质上是以H2S为主的活性硫的腐蚀。因此,既使两种原料油的总硫含量一样,其腐蚀性也可能不同。
本系统中使用隔热耐磨衬里的设备,受制于衬里原材料及施工质量以及氧化、硫化及其高温损伤的影响,易引起耐火材料的开裂、剥落(如图4所示)。因耐火材料退化而露出的基材或其他与烟气接触的高温设备易发生高温氧化腐蚀,尤以碳钢设备最为明显,538℃以上时氧化腐蚀加剧。
此外,随反应油气和再生烟气流动的催化剂,会加剧设备构件表面的冲刷磨损作用。
4.2 分馏工段
本系统主要损伤模式除高温硫化物腐蚀(无氢气环境)外,还存在氯化铵腐蚀、酸性水腐蚀(酸式酸性水)及碳酸盐应力腐蚀开裂等。
经分馏塔分馏后,油浆的硫含量一般会达到原料油硫含量的2倍,主要为硫醇、单质硫等。因此,本工段高温硫化物腐蚀(无氢气环境)较为轻微,主要集中在分馏塔中下部、原料油循环油浆换热器管程段、轻柴油汽提塔下部及附属设备及管线等部位。
由于分馏塔顶馏出物含有一定量的硫化物和少量的氯化氢,因此分馏塔顶及其循环冷却系统高温油料冷却时氯化铵盐易结晶成垢,结垢程度主要取决于氯化铵浓度和温度,即使温度远超过水的露点温度(>149℃),也会腐蚀管线和设备;而且氯化铵盐易吸湿潮解,少量水即可造成严重腐蚀,最大腐蚀速率可超过2.5mm/a。当氯化铵在高于水露点温度下析出时,通常需要注入水以溶解氯化铵盐。氯化铵腐蚀部位通常易伴随酸性水腐蚀(酸式酸性水)及碳酸盐应力腐蚀开裂。
4.3 吸收稳定工段
本系统损伤模式以湿硫化氢破坏为主并伴有酸性水腐蚀(碱式酸性水)等。
吸收稳定系统的任务是加工来自分馏塔顶油气分离器的粗汽油和富气,以分离出干气并回收汽油和液化气,由于粗汽油及富气中含有大量H2S,且吸收稳定系统温度较低,有水存在,因此构成湿硫化氢破坏环境,在这种环境下,H2S和铁相互作用机理如下:
H2S的水解:H2S →H++HS-;HS-→H++S2-
铁在H2S水溶液中的电化学反应:
(1)阳极反应:Fe→Fe2++2e;二次反应过程:Fe2++S2-→FeS;或:Fe2++HS-→FeS+H+
(2)阴极反应:2H++2e→2H(渗透)→H2
可知,钢在这种工况环境下,不仅会由于阳极反应而出现一般腐蚀;而且,由于新生的原子氢具有很强的活性,可以进入钢的内部,导致钢产生鼓包或开裂(如图6所示)。吸收解吸塔顶部、稳定塔顶部和中部多表现为一般腐蚀,但也有资料表明[6],解吸塔顶和解吸气空冷器至后冷器的管线弯头,解吸塔后冷器壳体,凝缩油沉降罐罐壁,吸收塔壁易发生氢鼓泡。
4.4 再生烟气能量回收工段
本系统主要损伤模式为高温烟气的冲刷腐蚀、烟气露点腐蚀,并伴有垢下腐蚀。
烟气中含有一定量的SO2和SO3,在高温段,SO3不腐蚀金属,但当烟气温度降到400℃以下时,SO3和水分易共同在露点部位冷凝,生成硫酸或亚硫酸,引起材料的腐蚀,形成局部腐蚀坑,使材料穿孔或成为裂纹源。这种现象多发生于停工期间。此外,凝结在低温受热面上的稀硫酸液体,还会与气态硫和粘附在烟气中灰尘形成不易清除的糊状垢物,增加了热阻,使壳体表面温度更低,进一步促使了冷凝的形成,如此循环,垢物越积越多,便构成了电化学的垢下腐蚀。
5 基于风险的管理措施
(1)腐蚀流监测:考虑到高温硫化物腐蚀本质上为以H2S为主的活性硫腐蚀,因此,装置各主要介质监测点,在总硫分析的基础上,建议增加H2S等活性硫含量分析。此外,还应增加循环水、补充水、蒸汽水质监测,同时,尽量避免原料频繁变化,一旦原料发生变化,应制定好腐蚀监测方案,尤其应密切关注原料的硫含量变化。根据原料性质变化,做好防腐剂注入工作。
(2)日常监测检测:考虑到装置投用时间较短,对风险分析及检验过程中发现壁厚异常的设备及管线,建议采用高温测厚等在线检测手段进行验证,修正腐蚀速率,计算其剩余寿命,及时把控风险。此外,对反再系统等高温部位可通过热成像等途径监测壁温波动情况。
(3)材质升级:结合风险评估结果及定期检验数据,对腐蚀速率较高的部位,可以考虑更换成级别更高的材质。
6 结论及建议
(1)通过RBI分析评估及腐蚀调查可知,由于原料油含硫量波动频繁,部分设备及管线实测腐蚀速率偏大,但装置由于选材得当,整体风险水平不高,腐蚀问题也不特别严重。
(2)装置典型损伤模式主要为高温硫化物腐蚀、氯化铵腐蚀及烟气露点腐蚀,湿硫化氢破坏(鼓包)特征并不显著。
(3)根据RBI分析评估及腐蚀调查结果,建议重点对油浆系统管线、分馏塔顶管线、贫吸收油管线及液态烃系统管线进行关注,加大在线测厚频率。
◆参考文献
[1] 程伟大,任日菊,杨军,等. 催化裂化装置的腐蚀调查与腐蚀分析[J].石油化工腐蚀与防护,2016,33(5):29-36.
[2] 王东升,张肖莉,张会莉,等. 催化裂化装置的腐蚀及防护[J].河南石油,2005,19(5):78-79.
[3] 张林. 催化裂化装置设备腐蚀与防护[J].石油化工腐蚀与防护,2009,26(增刊):125-128.
[4] 袁声明. FCC分馏和吸收稳定系统腐蚀与防护[J].中国石油和化工标准与质量,2011,31(10):69-70.
[5] 陈忠基,曹丰. 催化裂化装置烟气洗涤塔腐蚀原因分析[J].石油化工腐蚀与防护,2014,31(6):25-29.
[6] 严勇. 湿硫化氢环境中承压特种设备应力腐蚀研究与防止对策[D].东营:中国石油大学(华东),2006.
猜你喜欢
化工管理(2022年13期)2022-12-02
消费电子(2022年6期)2022-08-25
昆钢科技(2022年2期)2022-07-08
炼油与化工(2022年3期)2022-06-30
中国农业科学(2022年12期)2022-06-28
电子乐园·下旬刊(2022年5期)2022-05-13
建材发展导向(2021年12期)2021-07-22
船舶标准化工程师(2020年1期)2020-06-12
商情(2017年37期)2017-11-11
汽车科技(2017年4期)2017-08-08
