
影响铝线键合失效因素及失效分析
2020-02-04 06:32:58黄全全王立葛伟华
电子技术与软件工程 2020年21期
黄全全 王立 葛伟华
(南瑞联研半导体有限责任公司 江苏省南京市 211000)
1 前言
随着混合电路和功率半导体器件在军事和商业上的广泛应用,对器件键合系统的可靠性要求也更加苛刻。半导体功率器件和电子元器件产品的引线键合失效是半导体分离器件、混合集成电路等常见的失效模式[1]。因此、迫切要求我们分析影响键合铝线键合强度的因素,并且根据实际生产中遇到的问题进行失效分析。
2 影响粗铝线键合失效的因素及失效分析
超声波键合的原理是压电陶瓷将超声发生器产生的高频正弦功率信号转变成机械振动,振动经传输放大并汇聚后作用在键合界面上,在机械能和键合力的作用下,劈刀中的铝线与界面发生摩擦,去除沾污并且将界面氧化膜破碎,纯净的金属表面原子在温升及高频振动下变为激活状态,当共价键的金属原子接近到纳米级的距离时,就有可能通过共用电子形成原子间的电子桥。
键合界面材料行为分析:第一阶段,超声能量促使铝线软化变形。第二阶段,超声波通过铝线传到键合界面,这一波的形式是一种与脉冲方向垂直的对键合表面的周期性切入的行为。
2.1 键合区域表面有污染或氧化
DBC 表面的污染和破坏,如图1,焊锡铺展到键合区域,铝线无法键合,就算是能够键合上,键合强度也很低。如图2,键合区域表面有油污,铝线无法键合,出现跳点。
2.2 键合参数设置不当引起的键合失效
2.2.1 超声功率与键合压力
键合功率影响劈刀水平方向震动的频率和幅度,当键合压力和键合时间一定时,功率越小,劈刀的振幅越小。为键合提供的能量也小,键合质量不够好,如果功率过大,铝线会损失,影响键合质量,功率也是一个逐渐增加的一个量。
理想的键合压力应该使劈刀的横向振动最大限度的传递到界面,当功率及键合时间一定时,压力过小,铝线与界面之间摩擦不够,表面氧化层难以去除,并且塑性形变也不够,焊接不牢,有时还会造成劈刀与铝线的粘连,造成刀脏的快。如果压力过大,铝丝形变大,铝线受损,造成键合质量不高,这里特别要注意爬坡时间。
压力的施加是一个逐渐增加的一个过程,随着压力的增加,铝线与接触面之间逐渐紧密,更多的氧化层被去除,随着压力继续升高,能量能更好的在铝线及接触面见传递,键合质量上升,但当压力超过最佳点时,过大的能量传递会造成键合点裂纹或者是抗疲劳程度降低。
超声功率对键合质量和外观影响最大,因为它对键合的变形起主导作用[2]。过小的功率会导致过窄、未成形的键合或尾丝翘起;过大的功率导致根部断裂、键合塌陷或焊盘破裂。研究发现超声波的水平振动是导致焊盘破裂的最大原因。超声功率和键合力是相互关联的参数。增大超声功率通常需要增大键合力使超声能量通过键合工具更多的传递到键合点处,但过大的键合力会阻碍键合工具的运动,抑制超声能量的传导,导致污染物和氧化物被推到了键合区域的中心,形成中心未键合区域[3]。
图3 和图4 是由于键合参数Power 和Force 过大引起的键合不良。
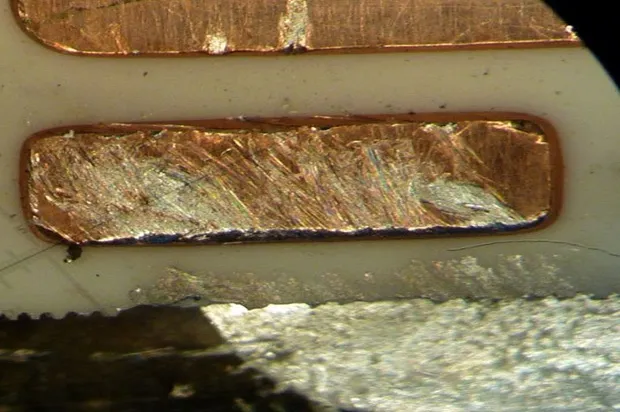
图1:DBC 键合区域有焊锡
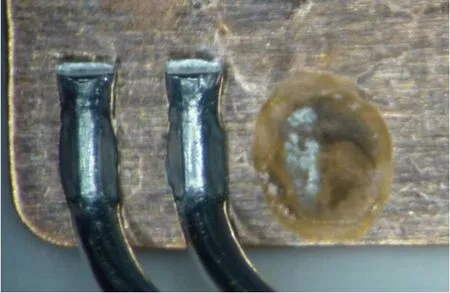
图2:DBC 键合区域有油污

图3:Power 过大

图4:Force 过大
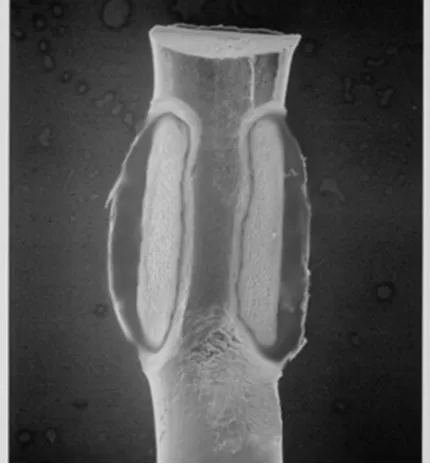
图5:Time 过长
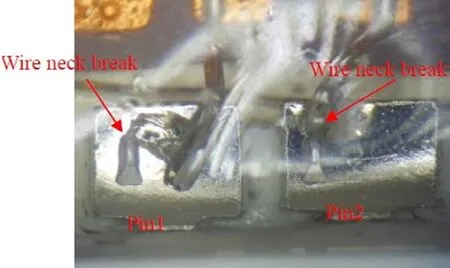
图6:温循过程中端子铝线颈部断裂失效
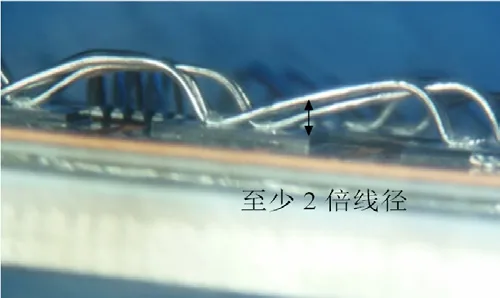
图7:线弧的高度控制
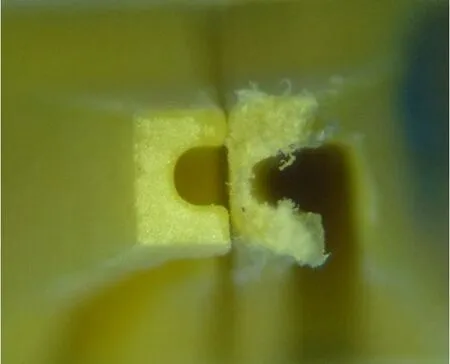
图8:导线器破损

图9:空刀前一根线出现异常
2.2.2 键合时间
键合时间也是决定能量的一个重要参数,在功率和压力一定的情况下,如果键合时间长,引起过分的摩擦,键合不牢,而且过多能量集中在铝线上,造成铝线本身受损;如果时间过短,提供的能量不够,键合点当然就不够牢固。
短的键合时间条件下主要键合失效形式为剥离和无粘连,主要是由于键合界面原子扩散不够;大超声功率长键合时间条件下的键合失效形式多为根切,表明键合界面原子扩散虽然足够,但是长时间的超声振动会导致粗铝线产生疲劳断裂,形成过键合[4]。一般来说,键合时间越长,引线吸收的能量越多,键合点的直径就越大,界面强度增加而颈部强度降低。但是过长的时间,会使键合点尺寸过大,超出焊盘边界并且导致空洞生成概率增大,温度升高会使颈部区域发生再结晶,导致颈部强度降低,增大了颈部断裂的可能。
图5 是由于键合参数Time 过长引起的键合不良。
综上,目测法可以在显微镜下进行,观察键合点是否完全键合、颈部是否断裂、根部是否脱落。效果良好的键合点的形状,W表示键合点宽度,L 表示键合点长度,D 表示线径。一般情况下,1.2D ≤W ≤3.0D,1.5D ≤L ≤5.0D ;否则,应该检查键合功率是否合适。
在推力破坏性测试中,需要注意推刀的剪切高度。从推刀接触到键合点时开始,键合点即发生形变,所受到的推力近似线性地增大;当形变达到最大时,推力也达到最大;随后键合点被推动,推力迅速从最大值减小到零。
在拉力破坏性测试中,一般要求测试点在焊线的中点位置。需要注意的是,为避免因拉勾过细而导致引线割断的发生,拉勾的直径应设置为线径的3 倍以上。
2.3 键合线弧度、高度不合理导致键合失效及失效分析
端子上的键合线弧度不允许过低(如拉成直线),否则容易造成处于端子边缘上的引线在温循过程中端子对键合线产生类似切割行为,导致键合线断裂。如图6所示,铝线弧度过低温循过程中端子边缘铝线断裂。
从图6 看出,端子上由于键合弧度过低导致了铝线颈部断裂,断裂位于键合区域与非键合区域过渡部位,即键合劈刀后端与铝丝接触部位,而断口正好与劈刀后端压痕一致,这是由于端子的边缘温循过程中残余应力大,应力集中系数高,键合后还可能存在机械损伤,当热应力使铝丝受到竖直方向的拉应力时,此区域就发生剪切破坏,所以导致了铝线颈部断裂失效。
综合上述分析,在可靠性测试中,封装内部因为弧度设置不当过低,产生热循环应力,铝丝根部力学性能因为应力集中和微裂纹而严重恶化,在循环应力作用下,微裂纹迅速扩展,最后导致铝丝断裂失效。所以,在键合过程中,键合线弧度的设定要满足铝线距离键合面边缘的高度至少要2 倍线径。
键合线高度控制,如图7所示:距离芯片和DBC 边缘的高度至少满足两倍线径,端子上线弧高度不得高于灌胶的最高位置。
2.4 键合空刀导致芯片键合失效及失效分析
键合过程中,如果空刀发生在IGBT 或者FRD 等芯片上,就会导致芯片击穿损坏,整个模块就报废,所以尽量要避免空刀的出现,这样就要分析产生空刀的原因。
失效原因1:如图8,导向器破损严重时,劈刀与导向器凹槽距离变大,线头易从劈刀口脱出,导致空刀。
失效原因2:如图9,当键合点下有异物时,键合点非常不牢,在退刀将线拉断过程中点会脱落,在脱落过程中焊点与扯断方向不再平行,使线头跑出劈刀槽,造成空刀。异物包含:助焊剂、锡膏、DBC 氧化物及其他不明异物。
失效原因3:人为因素,在补线过程中,对前一根线的最后一个点进行bond 后,忘记将线头扯出,而下一根补线产品需重新打线时会造成空刀。另外,线尾过长,导致扯线距离变小,造成下一个点的空刀。
在补线过程中或者在选择剩余键合线的过程中,选中了已经键合的线,相当于在原有的铝线上重新键合一根铝线,这样子上面的铝线就会被完全切断,这样劈刀下面就不会有线头,下一根线就会空刀,造成键合失效。
在切线时,切线位置的后方有铝线,距离太近,切完线后没有线头,键合下一根线的时候就会空刀,造成失效。
失效原因4:设备因素,切深不稳定,导致有的线被直接切断,下一个键合线第一点便会空刀。刀头旋转过快,当旋转角度过大时线头易被甩出,使键合点歪斜甚至空刀,通过调节旋转加速度可解决,但会降低生产速度,因此在编程中尽量避免旋转角度过大的点出现,使其小于180 是安全的。角度自动优化,机器会对角度进行优化,程序运行多次是正常的,可是会出现突然旋转360 的现象,也会导致空刀,此原因导致的空刀极少。
失效原因5:键合铝线因素,铝线即将使用完毕,线紧造成空刀。铝线打结,线紧空刀。喂线器灵敏度降低,线紧空刀。
失效原因6:程序原因,自动键合时PR 寻找错误,错误的原因基本是找到了锡膏或助焊剂。另外,就是补线时PR 寻找错误,因为原产品上已经有了键合线,寻找PR 时会寻找错误,这种情况修改PR 都可以解决。
2.5 劈刀清洗不干净导致芯片键合失效及失效分析
本公司通过分析一个型号为1200V-600A 的E 模块的其中一颗芯片的门极短路失效。通过SEM 与EDS 等分析手段找出了失效原因:芯片失效是由于键合铝线的一小部分穿透破坏了芯片表面的层间介质导致的门极短路失效。
SEM 中可以看到芯片表面有破损并且有异物。通过对这一异物的EDS 成分分析可以得到,这一异物成分为Al、Si、Mg 并且氧含量很高,而选取的完整的芯片表面EDS成分分析,只含有Al元素。这就可以说明,键合区域的芯片表面已经破坏,从成分和含量上推断出这个异物为键合线的一小部分。
从上面的分析结果已经可以得出芯片键合失效的原因:劈刀清洗不干净,劈刀口有键合铝线小部分的残留或者是在长时间键合过程中粘连了一小部分键合铝线,伴随着超声能量的振动最终脱落划伤芯片,并且在劈刀force 的作用下注射到芯片内部,导致了芯片的ILD 的破损,最终导致了芯片失效门极短路失效。
改进措施:制定劈刀清洗规范,定期清洗劈刀,劈刀经过一段时间的使用后,底部容易粘上铝,会影响键合的质量和产品良率。劈刀的清洗方法:将劈刀放在超声波清洗机中,清洗槽内为20%的氢氧化钠溶液,浸泡时间15 分钟;用镊子将劈刀取出放入去离子水(或清水)中清洗,再用气枪吹干;在显微镜下观察刀口,确认劈刀已清洗干净,左边图片为脏的劈刀,右边为干净的劈刀。若劈刀未清洗干净,则重复以上操作。
3 结论
本文根据大量的工作和经验的积累,列举了影响键合失效的因素,并根据这些失效的产品或样品给出了失效分析,总结了经验和积累了数据,并给出了相应的解决方法,只有不断的优化键合过程,才能提升产品良率。
猜你喜欢
建筑与预算(2023年9期)2023-10-21 10:14:34
建筑与预算(2023年2期)2023-03-10 13:13:40
建筑与预算(2022年2期)2022-03-08 08:41:00
江苏科技信息(2020年36期)2021-01-06 07:46:12
无机化学学报(2020年7期)2020-07-20 02:06:44
电线电缆(2018年6期)2019-01-08 02:45:30
科学家(2017年15期)2017-09-20 14:43:52
山东工业技术(2016年16期)2016-08-15 16:02:11
小学生作文选刊·低年级版(2015年7期)2015-09-07 10:20:19
长江大学学报(自科版)(2014年1期)2014-03-20 13:20:12
