关于非石棉垫片密封性能影响因素研究与分析
2020-01-18 02:39沈金根张文成姚飞飞常绍亚黄小龙
探索科学(学术版) 2019年1期
沈金根 张文成 姚飞飞 常绍亚 黄小龙
格力电器(合肥)有限公司 安徽 合肥 230088
引言
非石棉密封材料是指不含石棉成份,而其性能接近或完全达到含石棉成份的密封材料,主要有非石棉橡胶板、非石棉盘根、非石棉密封垫等。其具有优异的物理特性和化学特性,如耐高温性、绝缘性、绝热性和耐腐蚀性,同时还具有很高的机械抗拉强度,能与橡胶等材料充分结合等等,在工业、农业、国防和科技的装备中得到广泛的应用。
1 背景
中央空调模块机干式蒸发器氟系统为了保证密封效果使用非石棉垫片进行配合,但在生产过程中由于各种因素影响,垫片装配后会存在泄漏情况,影响机组换热性能,本文主要针对非石棉垫片密封影响因素进行研究分析,解决非石棉垫片在模块机氟系统密封泄漏问题,提高机组可靠性。近期公司在模块机干式蒸发器试压检漏工序发现用于氟系统密封的华尔卡垫片(型号6501,厚度2mm)存在泄漏情况,使用检漏液检验垫片中间出现白色泡沫,为管程气体通过垫片内部缝隙渗透出来导致,影响机组质量。
2 垫片密封原理和泄漏形式
2.1 密封原理:通过对垫片进行压缩,使其与密封面间产生足够的压力,以阻止介质通过材料本身的渗透,同时保证垫片对连接件有较大的顺应性,即垫片材料受压缩后发生的弹性或塑性变形能够填塞密封面的变形和表面粗糙度,以堵塞界面泄漏的通道。
2.2 泄露三种形式:
界面泄漏:主要存在粗糙度和变形的问题,与垫片之间存在泄漏通道;占总泄漏量的80%~90%。
渗透泄漏:存在的微小缝隙或细微的毛细管,具有一定压力的流体容易渗漏出来,占总泄漏量的10%~20%。
吹出泄漏:密封面分离(载荷下降或垫片碎裂),属于事故性泄露。
3 垫片密封失效机理
3.1 垫片压缩应力不足(面压):装配中垫片表面受到的压强不足,达不到垫片密封所需的压缩量,内部缝隙通道无法完全压实,出现渗透泄漏;参考(华尔卡6500 型号)垫片压缩复原特性曲线,垫片压缩量控制在7%~15%时密封效果最佳。
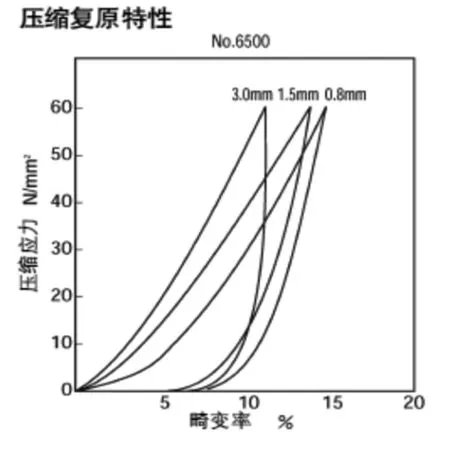
图1 面压值与压缩率关系曲线图
3.2 法兰平面度影响:法兰面局部存在变形,导致密封面上应力分布部不均匀,垫片无法与法兰面完全嵌合出现泄漏;
3.3 垫片材质异常:物理性能指标达不到要求,出现泄漏;垫片主要力学性能为压缩率和回弹率;
3.3.1 压缩率:通过预紧力使垫片发生弹塑性变形,一方面填补密封表面的泄漏缺陷,另一方面消除密封材料内部的空隙,以阻止流体介质通过密封材料本身渗透及密封面之间的泄漏。
3.3.2 回弹率:密封垫片在工作时,由于温度、内压等引起轴向推力使密封面发生分离,又要求垫片有足够的回弹能力弥补该分离量且保持垫片与密封面之间有足够的残余压紧力,维持密封作用。
压缩率和回弹率的决定因素:
垫片特性
材料配方(纤维、填料含量及与基体的结合)、制备工艺
纤维特性对压缩回弹性能影响较大

表1 垫片物理性能及技术要求
4 垫片密封影响因素研究
4.1 垫片面压值与打紧力矩关系
密封垫片面压核算公式:P=(T*n)/(μ*D*A)
式中:P—法兰压力T—螺栓扭矩n—螺栓个数D—螺栓直径(mm)A—垫片受法兰面覆盖的面积(mm2)μ—摩擦因数(干体螺栓0.2,润滑螺栓0.15)
通过计算,按照干体螺栓摩擦因数0.2,绘制的160E 和130E壳管的力矩与垫片面压曲线如下:
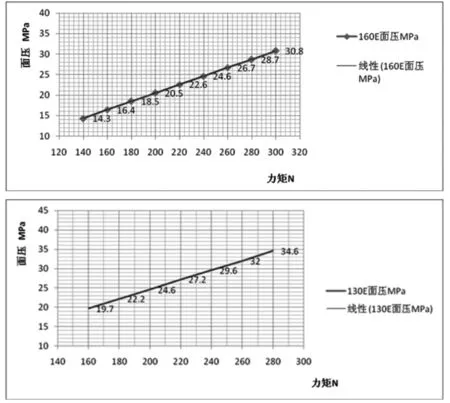
图2 130E机型垫片装配力矩与面压曲线
研究结论:
垫片密封面压值与装配扭矩成正比关系,在一定范围内扭矩增大,垫片面压值也随着增大,为了保证垫片达到密封要求,必须保证最小扭矩值满足垫片密封面压值。
4.2 螺栓摩擦系数影响
目前在装配工艺上通过控制扭矩来间接实现轴向夹紧力的控制。但是扭矩和轴向夹紧力的关系受到螺纹联接副的摩擦条件(即摩擦因数)的直接影响。高强度螺栓在使用安装过程中,其摩擦主要表现为螺母螺纹与螺栓螺纹之间的摩擦;螺母底面和设备支撑板接触面间的摩擦;螺栓支撑面和支撑板接触面间的摩擦。
螺栓的摩擦系数实验采用多功能螺栓紧固分析系统,可以测量下表中要求测量的项目,并通过测试分析软件系统求得总摩擦系数、螺纹之间的摩擦系数、以及支承面摩擦系数。
以160E机型装配垫片为例,力矩220N.m,不同摩擦因数的螺栓装配后,计算出的垫片面压值不同。

表2 不同摩擦因数的螺栓对应面压值
研究结论:
螺栓的润滑度与垫片面压存在反比关系,螺栓摩擦因数大在打紧过程中力的损耗越大,现实装配应考虑螺栓的摩擦因数影响。

图3 螺栓打紧后预紧力值表现
4.3 法兰平面度影响
垫片最小厚度计算公式:
tmin=2×法兰粗糙度的最大深度(或法兰的最大局部变形量)/C
式中:C——在给出的垫片应力下的压缩率。
计算不同变形量对应的垫片最小厚度范围如下:
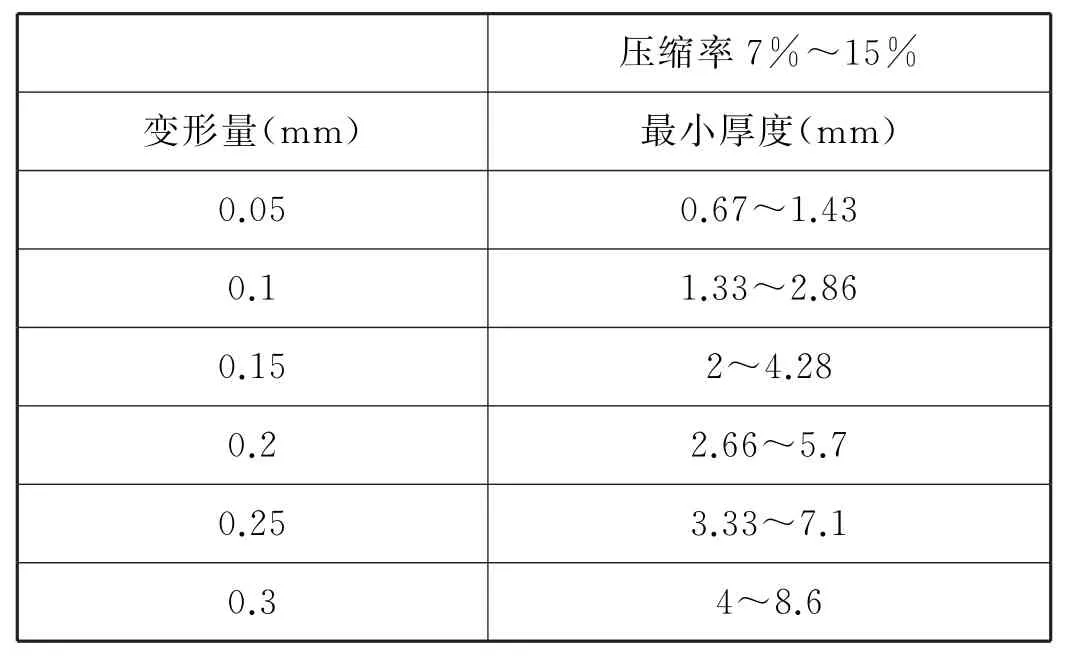
表3 不同变形量对应的垫片最小厚度
结论:
平面度对于垫片装配和密封存在一定影响,需根据法兰变形量对垫片厚度进行选型。
5 结论
5.1 垫片的面压和压缩率是垫片密封的主要因素,而面压值受到力矩T、螺栓摩擦因数K、垫片面积A 等因素影响;
5.2 垫片最小厚度选型与密封面平面度有关,垫片压缩量应满足密封面变形后补偿量;
5.3 不同机型垫片装配力矩需进行计算,保证力矩选用合理性;
猜你喜欢
润滑与密封(2022年7期)2022-07-14
机电工程技术(2022年4期)2022-05-12
润滑与密封(2019年8期)2019-08-27
科学与财富(2018年26期)2018-10-24
科技信息·中旬刊(2018年4期)2018-10-21
航空维修与工程(2018年8期)2018-09-10
科学中国人(2017年20期)2017-09-16
当代县域经济(2017年7期)2017-07-10
科教导刊·电子版(2016年23期)2016-10-31
劳动保护(2015年6期)2015-06-16