
一种再生塑料编织袋自动封底机
2020-01-15 07:55:48王仁龙整理
塑料包装 2019年6期
王仁龙 整理
一、概述
在现代加编织袋作业中,常常需要在编织袋底边缝纫好之前就先将编织袋的底部进行封边,但是在封边的过程中,需要采用封底纸将编织袋的底部抱起来,然后再采用热压的形式使得密封纸上的热膜融化,使得编织袋的底部被封上。但是这种封袋设备由于体积较大,使用不方便,并且由于其结构相对比较复杂,因此在进行封底作业时,效率比较低,并且严重阻碍了封底作业的快速进行。为了克服现有技术的缺陷,本技术提出一种再生塑料编织袋自动封底机,其结构简单,建造成本低,可以快速地实现对再生塑料编织袋的封底,封底过程快速高效,可以大幅提高再生编织袋的生产效率。
二、技术方案
本技术提供了一种再生塑料编织袋自动封底机,包括三角座、传送装置、压合辊、热风机、抵板、支架。所述三角座配置为直角三棱柱,所述三角座的其中一个直角侧面固定于地面上,所述三角座的斜面上开设有开口,所述传送装置设置于所述三角座的内部。所述传送装置包括电机、多个传动辊、两个传动皮带,多个所述传动辊等间距平行设置成一个传送排,且所述传送排与所述三角座的斜面平行设备,两个传动皮带分别套设于所述传送排上,且两个所述传动皮带均与多个所述传动皮带啮合,位于所述传送排一端的所述传动辊的顶端与所述电机的动力输出端固定连接。多个所述传动辊的中部均套设有橡胶套,且多个所述橡胶套均通过所述开口延伸至所述三角座的外部。所述抵板与所述三角座的斜面垂直设置,且所述抵板固定于所述三角座的斜面上,且所述抵板的两端分别延伸至所述三角座的左右两侧壁上。所述支架的一端固定于所述三角座的顶部,所述支架的另一端延伸至所述开口的上方,所述压合辊铰接与所述支架的另一端上,且所述压合辊靠近所述橡胶套。所述热风机固定于所述支架上,且所述热风机的输出端连接有风管,所述风管的输出端延伸至所述压合辊上。
所述再生塑料编织袋自动封底机还包括压袋辊。所述压袋辊通过连杆水平固定于所述支架上,且所述压袋辊位于多个所述传动辊的上方。所述再生塑料编织袋自动封底机还包括吸尘器,所述吸尘器固定于所述三角座的内部,且所述吸尘器的输入风口延伸至多个所述传动辊的下方。所述三角座的底部固定有多个滑轮。所述再生塑料编织袋自动封底机还包括红外线计数器。所述红外线计数器固定于所述支架上,且所述红外线计数器的输出端所在的直线与所述传送排所在的平面垂直。所述电机配置为步进电机。
三、有益效果
本技术结构简单,实用简便,通过设置的传送装置可以将再生塑料编织袋进行传送装置的传送,并且配合上压合辊、热风机,可以将编织袋的底部可以别融化进行贴合,整个封底过程快速,封底效果好,大大提高了工作效率,并且节约了设备成本。
四、附图说明
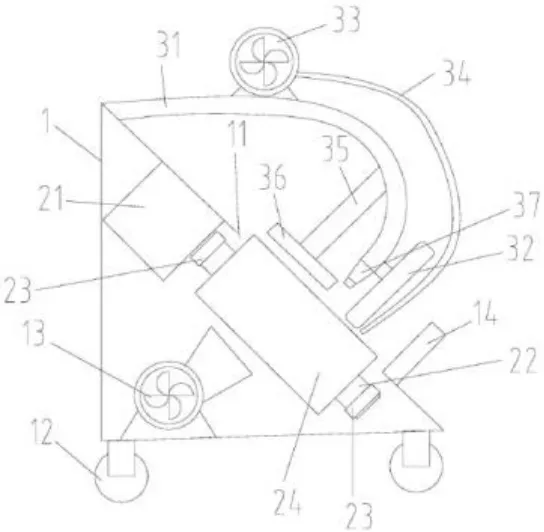
图1 本技术结构示意图

图2 本技术三角座主视结构示意图
五、具体实施方式
下面结合附图并通过具体实施方式来进一步说明本技术的技术方案。
如图1 所示,技术中提供了一种再生塑料编织袋自动封底机,包括三角座1、传送装置、压合辊32、热风机33、抵板、支架31。
三角座1 配置为直角三棱柱,三角座1 的其中一个直角侧面固定于地面上,三角座1 的斜面上开设有开口11,传送装置设置于三角座1 的内部。传送装置包括电机21、多个传动辊22、两个传动皮带23,多个传动辊22 等间距平行设置成一个传送排,且传送排与三角座1 的斜面平行设备,两个传动皮带23 分别套设于传送排上,且两个传动皮带23 均与多个传动皮带23 啮合,位于传送排一端的传动辊22 的顶端与电机21 的动力输出端固定连接。
多个传动辊22 的中部均套设有橡胶套24,且多个橡胶套24 均通过开口11 延伸至三角座1的外部。抵板与三角座1 的斜面垂直设置,且抵板固定于三角座1 的斜面上,且抵板的两端分别延伸至三角座1 的左右两侧壁上。
支架31 的一端固定于三角座1 的顶部,支架31 的另一端延伸至开口11 的上方,压合辊32 铰接与支架31 的另一端上,且压合辊32 靠近橡胶套24。
热风机33 固定于支架31 的另一端上,且热风机33 的输出端连接有风管34,风管34 的输出端延伸至压合辊32 上。
在进行封底作业时,首先将需要塑料编织袋放到传送装置的多个传动辊22 所组成的传送排上,并且由于每个传动辊22 上均套设有橡胶套24,橡胶套24 的表面本身摩擦系数比较大,因此传送排与编织袋之间的摩擦力就会点变大,编织袋就会被贴在传送排上。
此时电机21 启动,电机21 带动与其输出端固定连接的传动辊22 转动,这一个传动辊22 转动起来后就会带动着传动皮带23 转动起来,传动皮带23 转动起来后就会带动着传送排上的其他传动辊22 转动,转动排转动起来后,就会带动着放置在其上面的编织袋移动,这些编织袋移动到支架31 上时,就会对编织袋实行热压封底。
支架31 上的热风机33 会向压合辊32 以及压合辊32 与编织袋的接触处吹去,使得压合辊32以及编织袋所受到热风吹到的部位上,压合辊32被热风吹到会加热,同时压合辊32 的内部也会嵌有电加热线圈,加热线圈加热也会通电加热,加热线圈通电加热后就会提高压合辊32 的自身温度,技术中加热线圈采用的是crei-158 型电加热线圈,在通电时可以实现发热的效果。
另外本技术中热风机 33 采用的是 HSMP10Y 系列的工业热风机33,可以持续平稳地输出热风,热风吹出来后可以使得压合辊32 以及编织袋的底部受热融化。
此时稍微融化的编织袋随着传送排的传送,经过加热的压合辊32,以及受到热风机33 的热风吹过,编织袋底部开口11 的缝合胶就会被吹融化,然后被压合辊32 压到一起,使其两者粘合起来,完成一个编织袋的封底。完成封底后的编织袋就会继续被传送带带动着移动,最后离开编织排完成输出,至此完成了一个封底过程。整个过程快速且高效,不需要过多的部件,并且整个封底装置结构简单,建造成本以及维修成本都很低。在提高了生产效率的同时,还可以降低建造以及维护成本。
为了防止编织袋飘起来,进一步的,再生塑料编织袋自动封底机还包括压袋辊36。压袋辊36通过连杆35 水平固定于支架31 上,且压袋辊36位于多个传动辊22 的上方。当编织袋放上到传送排上时,沿着传送排运送的过程中,编织袋由于质量较轻,很容易会被吹起来,设置了压袋辊36后,由于其位置的原因,放上传送排后就会被压袋辊36 压着,防止其被风吹起来。
为了吸走编织袋上附有的灰尘碎屑,进一步的,再生塑料编织袋自动封底机还包括吸尘器13,吸尘器13 固定于三角座1 的内部,且吸尘器13 的输入风口延伸至多个传动辊22 的下方。当编织袋放到传送排上进行传送时,编织袋刚刚生产出来可能会带有很多灰尘碎屑,直接在传送排上传送时,这些灰尘碎屑会随着运送而扬起来,因此设置的吸尘器13 可以在编织袋传送时对编织袋产生一定的吸附力,将附着在编织袋上的灰尘就会被吸尘器13 吸走,本技术中吸尘器13 采用的是AY 系列三相工业吸尘器13,其可以产生较大的吸力,将附着在编织袋上的灰尘碎屑吸走,保持其干净整洁,并且其吸引力随时可以调节,可以根据不同的编织袋类型调整其吸引力,避免编织袋被吸下去传送排。
为了方便地移动设备,进一步的,三角座1的底部固定有多个滑轮12。当需要移动设备时,由于设备的体积较大,直接搬动会不太方便,因此设置了滑轮12 后,就可以将设备沿着滑轮12进行推动,更加省力。
为了方便地统计加工的编织袋的数量,进一步的,再生塑料编织袋自动封底机还包括红外线计数器37。红外线计数器37 固定于支架31 上,且红外线计数器37 的输出端所在的直线与传送排所在的平面垂直。
当封底完成的编织袋输出时,会经过红外线计数器37,本技术中所使用额红外线计数器37配置为HQ-210 皮带输送机专用装车红外线计数器37,当传送排上有编织袋经过时,其可以通过发射出来的红外线编织袋的数量统计出来,由于该种型号的红外线计数器37 为现有的装置,故不对其工作原理作详细的解释。
为了方便地调节传送排的传送速度,进一步的,电机21 配置为步进电机21。步进电机21 的力矩大、温升相对较小,并且其速度调控较为灵活,可以方便地调节传送排的传送速度。
本技术专利信息:
申请号:CN201920125931.2
申请日:2019.01.24
公开(公告)号:CN209683057U
公开(公告)日:2019.11.26
IPC 分类号:B31B70/64;B31B70/04;B31B70/74
猜你喜欢
现代制造技术与装备(2022年9期)2022-11-02 05:40:40
作文与考试·小学高年级版(2020年17期)2020-10-09 11:21:01
塑料包装(2020年3期)2020-08-04 12:20:56
学生天地(2020年23期)2020-06-01 02:13:40
四川水泥(2020年3期)2020-05-13 01:27:46
安徽农学通报(2019年23期)2019-12-27 09:28:09
故事作文·低年级(2019年1期)2019-01-21 17:33:30
故事作文·低年级(2019年1期)2019-01-21 17:33:30
科技创新与应用(2017年18期)2017-06-27 09:08:52
塑料包装(2015年2期)2015-12-20 08:08:49
